
Fターム[3J030BC06]の内容
歯車・カム (7,549) | 歯付部材の材料、製造方法 (1,427) | 鍛造加工により製造されるもの (81)
Fターム[3J030BC06]に分類される特許
1 - 20 / 81
ドッグクラッチ歯近傍にストッパ機能を有する凸部を設けた変速機用歯車
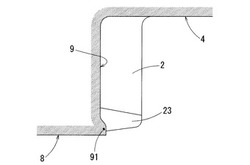
【課題】ドッグクラッチ歯の歯底面から僅かに突出した凸部を設けることによって、シフト操作時に相手側のスリーブ歯をこの凸部に当接させるようにしたマニュアルトランスミッションの変速機用歯車を提供することを目的とする。
【解決手段】内側から外周側へコーン、フランジ、ドッグクラッチ歯列、これらの歯元面及びヘリカル歯列が、熱間鍛造及び冷間鍛造によって同心円状に一体成形され、前記ドッグクラッチ歯列の歯底面における前記フランジ寄りに、前記歯底面から突出して凸部を設けることを特徴とする変速機用歯車である。
(もっと読む)
ウォーム減速機

【課題】負荷がかかった状態でも常に潤滑油のくさび効果を確保できるウォーム減速機を提供する。
【解決手段】ウォームホイール40の歯面41が第1形状部61と残りの部分である第2形状部62とを含む。第1形状部61は、使用時の最大負荷と同等または同等以上の負荷のときのウォームホイール40に対するウォームの位置ずれに起因してウォームの歯面が可動する可動範囲の包絡線を含んで構成される。第2形状部62は第1形状部61の少なくとも溝底51側に隣接しウォームとの接触を回避する。通常負荷の状態で第1歯面形状部61の中央部を含む領域A0のみがウォームと接触する。第1歯面形状部61の歯幅方向W1の一対の端部611,612には非接触領域A1,A2が形成される。
(もっと読む)
ダブルコーンシンクロ用の同期クラッチ歯車
【課題】ドッグクラッチ歯の歯形状或いは歯形精度を向上させたダブルコーンシンクロ用の同期クラッチ歯車を提供する。
【解決手段】鍛造成形の後に浸炭熱処理を施した外歯ブロック体W01に、同様に鍛造成形の後に浸炭熱処理を施した内歯ブロック体W02を合体したダブルコーンシンクロ用の同期クラッチ歯車Wにおいて、前記外歯ブロック体W01は、内側から外周側へ軸孔3、コーン5、フランジ8及び外歯1が夫々同軸上に構成され、一方、前記内歯ブロック体W02は、内側から外周側へ単体孔、フランジ及びドッグクラッチ歯が夫々同軸上に構成されるとともに、前記単体孔の内周面に沿ってクローズドポケット型の窓溝63を複数箇所備え、次に、前記窓溝63を経て前記内周面にオープンポケット型の欠け溝を複数箇所形成し、前記外歯ブロック体W01の前記コーン5の外周面に、前記内歯ブロック体W02の前記内周面を固着したことを特徴とする。
(もっと読む)
コンケーブテーパコニカル歯車
【課題】歯面が中凹であるとともに歯筋方向において歯厚断面が先細りになるようにテーパが施されるテーパリード状であり、かつ、歯筋方向における歯丈寸法を一定にすることによって、歯元近傍における曲げ疲労強度を向上させるようにしたコンケーブテーパコニカル歯車を提供することを目的とする。
【解決手段】斜交軸を介して噛合い、かつ、歯面の歯筋方向における歯底径およびMinor T.I.F.径が一定であることを特徴とするコンケーブテーパコニカル歯車である。
(もっと読む)
歯車構造体を有する変速装置のシリーズ、及び歯車構造体のシリーズ
【課題】歯車構造体の異なる複数種類の変速装置を、低コストに製造することができる変速装置のシリーズを提供する。
【解決手段】軸部材22の外周に第1歯車24及び第2歯車26が軸方向に並んで配置された歯車構造体を有する変速装置のシリーズであって、該シリーズは、歯車構造体A1を有する変速装置と、歯車構造体B1を有する変速装置を含み、該歯車構造体A1、B1は、それぞれ軸部材22の外周に第1歯部70及び第2歯部72が軸方向に並んで配置された共通のベース構造体74を備え、歯車構造体A1では、該ベース構造体74の第1歯部70をそのまま使用することによって当該歯車構造体A1の第1歯車24Aを構成し、歯車構造体B1では、前記ベース構造体74の第1歯部70の半径方向外側に、大径の第1歯車体80を、塑性流動を用いた結合で固定することによって当該歯車構造体B1の第1歯車24Bを構成する。
(もっと読む)
芯金及び中空ラックバー
【課題】中空素材の歯形成面と反対側に位置する背面側のR形状の作りこみを歯成形と同時に行うととともに、短尺型であっても中空部内での倒れを防止して円滑な加工を行うこと。
【解決手段】パイプPの中空部の最小断面領域よりも小さい最大断面領域を有する棒材11と、棒材11の軸方向に設けられ、金型側に配置される突起部21〜23とを備え、棒材11の突起部21〜23とは反対側に位置する背面部には、パイプPを外周面側から案内するための案内部材との摺動面に対応する範囲にわたって外周押圧面14が形成されている。
(もっと読む)
強度、延性及び衝撃エネルギー吸収能に優れた高強度鋼材並びにその製造方法
【課題】本発明は、従来技術では解決できない問題点、即ち、建造物や橋梁等の構造物、自動車の足回り鋼材、機械用歯車等部品に使用される鋼材として、高強度かつ高延性で、エネルギー吸収能に優れた厚鋼板、形鋼、異形棒鋼、棒鋼及び鋼線等の鋼材を製造するに当たって、高価な合金元素を添加せず、製造設備に過大な負荷をかけることなく現有の製造ラインにおいて、多資源・高エネルギーでかつ多工程のために安価かつ所望の鋼材を製造できないという問題を解決するものである。
【解決手段】
本発明は、建造物や橋梁等の構造物、自動車の足回り鋼材、機械用歯車等部品に使用される鋼材として、高強度かつ高延性で、エネルギー吸収能に優れた厚鋼板、形鋼、異形棒鋼、棒鋼及び鋼線等の鋼材を製造するため、安価なMn及びSiを添加した低C鋼を素材とし、短時間圧延処理により、γ/α生成比率を制御した2相組織鋼材を提供することにより解決するものである。
(もっと読む)
ラックバー及びその製造方法
【課題】 高い精度でかつ安価にラックバーを製造できるようにする。
【解決手段】 鋼管(10)の穴に埋込芯金(14)を装着したままラック歯成形部を鍛造したラックバー及びその製造方において、埋込芯金(14)が鋼管(10)よりも軟質の金属で作られる。埋込芯金(14)の表面に波形が形成される。その波形は、底部(20)を大きく、頂部(22)を幅狭にした形状にする。
(もっと読む)
ウォームホイールおよびこれを備える電動パワーステアリング装置
【課題】小型でコスト安価であり、且つ耐久性に優れたウォームホイールを提供する。
【解決手段】ウォームホイール21の歯面23は、主歯面26と、延設歯面27と、を含む。主歯面26は、ウォームホイール21のピッチ円C1の半径r1よりも、ウォームホイール21のモジュールmに所定の係数αを乗じた値分大きい半径r2を有する基準円C2の内側に配置されている。延設歯面27は、主歯面26から基準円C2の外側に延び主歯面26の延長面P1に対して歯部24の内側に傾斜している。
(もっと読む)
パーキングギヤ付きプーリシャフトの製造方法及び同製造装置
【課題】生産性を良好に保ちつつ金型費用を下げることができるパーキングギヤ付きプーリシャフトの製造技術を提供することを課題とする。
【解決手段】丸棒を切断することで棒状素材を造る(ST01)。この棒状素材を熱間鍛造機に掛け、パーキングギヤ部を含めてプーリシャフトを造形する(ST02:熱間鍛造工程)。得られた熱間鍛造品を回転位置決め機構まで運搬する(ST03)。熱間鍛造品を所定の方位に改める(ST04)。位置が決められた熱間鍛造品をローダで慎重に冷間鍛造機まで運搬する(ST05)。冷間鍛造機でパーキングギヤ部を仕上げる(ST06:冷間鍛造工程)。
【効果】鍛造工程は熱間鍛造工程と冷間鍛造工程だけで済む。機械加工は不要である。したがって、生産性を良好に保ちつつ金型費用を下げることができる。
(もっと読む)
エンジンの伝動装置
【課題】エンジン運転中、低負荷ギヤからの騒音の発生を抑制することができるエンジンの伝動装置を提供する。
【解決手段】高負荷ギヤ1となるクランクギヤ2から他の高負荷ギヤ1に動力を伝達する高負荷伝動ギヤトレイン3を設け、高負荷伝動ギヤトレイン3を構成する高負荷ギヤ1に、低負荷ギヤ4を噛み合わせ、高負荷伝動ギヤトレイン3の伝動力の一部を低負荷ギヤ4にも伝動できるようにした、エンジンの伝動装置において、低負荷ギヤ4と噛み合う高負荷ギヤ1に鍛造ギヤまたは鋳造ギヤを用い、低負荷ギヤ4に焼結ギヤを用いた。
(もっと読む)
歯形部品の製造方法、歯形部品の製造装置、歯形部品
【課題】成形型の寿命の向上を図ることができる歯形部品の製造方法、歯形部品の製造装置、歯形部品を提供すること。
【解決手段】本発明の一態様は、デフサイドギヤ12の製造方法において、歯形成形型16の歯形成形部26に素材10のR形状部を当接させ、凹み形状型18の凹み部36に素材10のボス部48を挿入しておき、素材10の中央部分27に対し軸方向に向かって荷重を加えて素材10の構成材料を径方向の外側に向かって流動させて傘歯車部11を形成する時に、ボス部48を凹み部36の内部に向かって流動させ、かつ、素材10の中間部分52の構成材料を材料逃げ部32の内部に向かって流動させて突起部56を形成し、荷重が最大となった時に、傘歯車部11と歯形成形部26との間、ボス部48と凹み形状型18との間、および突起部56と歯形成形型16との間に空間を設けておく。
(もっと読む)
ウォームホイール及びその製造方法並びに電動パワーステアリング装置
【課題】小型、安価で且つ強度、耐久性に優れたウォームホイールを提供すること。
【解決手段】ウォームホイール31が、金属製の歯部32と、歯部32の軸方向X1の中央部を横切る周溝34とを備える。歯面37の軸方向X1の中央部が、周溝34によって欠落している。歯部32の歯面37は、鍛造により形成される。周溝34は歯底36に達し、歯面37は周溝34の両側の一対の部分37a,37bに分割されている。周溝34を潤滑剤の供給経路として、周溝34から歯面37の一対の部分37a,37bへ潤滑剤を潤沢に供給する。
(もっと読む)
減速ギヤの製造方法
【課題】小型、安価で耐久性に優れた減速機構を提供すること。
【解決手段】例えば鉄製の母材30の外周30aの軸方向X1の中央部に、周方向に沿って延びる例えば亜鉛製の環状の薄板からなる当て板32を巻く〔図2(a)〕。母材30と当て板32とを一体鍛造することにより、歯溝33内に歯面34が形成された製造用中間体35を得る〔図2(b)〕。製造用中間体35では、当て板32が母材30に食い込んでいる。製造用中間体35を酸性溶液に浸漬することにより、当て板32のみを溶解する。歯面34の歯幅方向W1の中央部に凹部36が形成された減速ギヤ31を得る〔図2(c)〕。
(もっと読む)
歯車成形装置
【課題】はすば歯車の成形精度を向上させるとともに、ダイスの耐久性を向上させることができる歯車成形装置を提供すること。
【解決手段】歯車成形装置は、素材に冷間密閉鍛造を行って、外周に螺旋状の外歯を有するはすば歯車を成形する。歯車成形装置は、パンチをダイス成形穴21の上方開口部211の周辺に当接させるとともにスリーブ外周歯をダイス内周歯22に係合して形成される鍛造空間において、パンチ及びダイスリーブによる加圧力を与えて素材の一部をダイス内周歯22に流動させて、はすば歯車を成形する。ダイス内周歯22の歯山部23における軸方向上端部分230は、軸方向上端部分230を径方向内周側から見たときに軸方向上端部分230における周方向一方側の側面231に位置する鋭角側角部24が切除してある。
(もっと読む)
ウォームホイール及びその製造方法並びに電動パワーステアリング装置
【課題】小型、安価で耐久性に優れたウォームホイールを提供すること。
【解決手段】鍛造成形品からなるウォームホイール31である。金属素材の荒鍛造によりはすば形状の歯面を形成した後、放射状に配列された複数の仕上げ鍛造用スライドコアを、これらスライドコアの側面が互いに密接するように縮径移動させて、歯部にウォームホイール歯面を仕上げる。各歯部32の歯先面34に対応して、鍛造時に隣接する仕上げ鍛造用スライドコアの歯先形成面の合わせ部分が位置されることにより、歯先面34に鍛造時のパーティングライン35の痕35aが形成される。
(もっと読む)
減速ギヤ及びその製造方法並びに電動パワーステアリング装置
【課題】成形が容易で耐久性に優れた減速ギヤおよびその製造方法を提供すること。
【解決手段】ウォームと噛み合わせるための減速ギヤ31であり、鍛造により成形されている。減速ギヤ31の各歯部32は、互いに対向する一対の歯面34,35を有している。歯面34,35は、基準の歯形形状として、はすば歯形形状をなす主体部36,38と、歯面34,35の一部(ウォームとの歯当たり領域に相当する)に形成されウォームホイール歯形形状をなす凹部37,39とを有している。鍛造金型の歯形成形部として、はすば歯形形状とウォームホイール歯形形状とを合算した形状を用いる。
(もっと読む)
歯車装置及び軸部材の製造方法
【課題】歯車部の歯底円よりも軸部材の外径を大きく確保でき、かつ、該軸部材の位置決め面を別途の方法で確保する必要のない軸部材を備えた低コストな歯車装置、及び該軸部材の製造方法を得る。
【解決手段】ベベルピニオン部(歯車部)36Aおよび軸部36Bを備えた軸部材36と、該軸部材36に嵌合される軸受(嵌合部材)34を有する歯車装置30であって、軸部材36のベベルピニオン部36Aは塑性加工によって形成され、ベベルピニオン部36Aの軸方向軸部36B側にベベルピニオン部36Aの歯先円径d5よりも径方向外側に突出する鍔部36Cが形成され、該鍔部36Cと軸受34とが当接することによって、該軸受34の軸方向の移動が規制される。
(もっと読む)
インボリュート歯車の転造方法
【課題】ワークに無理な塑性変形を生じさせず効率的にインボリュート歯車を形成する転造方法を提供することを目的とする。
【解決手段】インボリュート歯車Wを転造する際に、所定の半径を有する円筒状の外周面を備えたワーク10と、ワーク10の外周長をインボリュート歯車Wの歯数で除したピッチP1に等しい歯先ピッチP2を備えたインボリュート歯形の丸ダイス20とを用い、丸ダイス20を回転駆動させつつワーク10に押し付ける。
(もっと読む)
リバース歯車
【課題】外周の環状歯車体と内周のボス体とを一体化することによって強度信頼性を向上させ、かつ、クラッチ用の内歯を鍛造によって形成することによってチャンファの設計自由度を高め、延いてはシフトフィーリング性を向上させたリバース歯車を提供することを目的としている。或いは、本発明の目的は、クラッチ用の内歯は勿論、変速用の外歯も鍛造によって形成し、機械加工を省くことにより鍛造成形によるファイバフローと称する繊維組織を歯形内に残して歯車の強度アップを狙ったリバース歯車を提供することにある。
【解決手段】内側から外周側へ、軸孔、ボス、沈み溝、内歯、及び外歯が、夫々同軸上に一体化構成され、前記内歯は冷間鍛造によって前記沈み溝の外周壁に形成され、かつ、前記内歯は逆テーパ状に形成されるとともに、先端にチャンファを設けることを特徴とするリバース歯車である。
(もっと読む)
1 - 20 / 81
[ Back to top ]