
Fターム[3J046AA14]の内容
圧力容器、圧力容器の蓋 (2,430) | 目的 (589) | 製造、組立容易 (112)
Fターム[3J046AA14]に分類される特許
1 - 20 / 112
摺動式スプライン軸装置
封止構造体
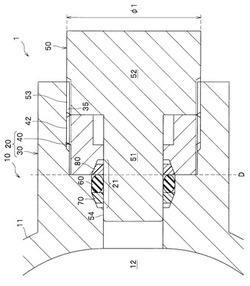
【課題】無端のバックアップリングを用いても容易に組み付け可能な封止構造体を提供する。
【解決手段】充填室12を有する充填室体11と、充填室体11と一体で形成された円筒状の口金部20と、を有するタンク本体10と、口金部20に挿入される挿入部51を有するバルブボディ50と、口金部20と挿入部51との間に設けられたOリング60と、
Oリング60の一方側に配置されると共にOリング60の移動を規制する無端の第1バックアップリング70と、を備え、口金部20の内周面には、径方向外向きに凹むことで、Oリング60及び第1バックアップリング70を収容する環状の収容溝21が形成され、口金部20は、充填室体11と一体である第1円筒部30と、軸方向において第1円筒部30と着脱可能である第2円筒部40とを備え、第2円筒部40が第1円筒部30から脱離した場合、収容溝21は軸方向において分割され外部に臨む。
(もっと読む)
ガスタンクの製造システム及びガスタンクの製造方法

【課題】製造時に生じるガスタンクのライナの歪みを低減する。
【解決手段】タンク製造システム1は、2つの分割ライナ10、11をその接合部10a、11aが対向するように同軸上に支持する一対の支持部材20、21と、支持部材20、21に支持された各分割ライナ10、11を軸周りに囲み、支持部材20、21と軸が一致するように配置された一対のリング部材22、23と、各分割ライナ10、11に対して設けられた支持部材20、21とリング部材22、23を軸方向に一体的に移動させ、2つの分割ライナ10、11の接合部10a、11a同士を当接可能な移動機構24と、分割ライナ10、11の内側にエアを供給するエア供給機構25と、当接した2つの分割ライナ10、11の接合部10a、11aにレーザ光を照射し、2つの分割ライナ10、11を接合するレーザ照射部27と、を有している。
(もっと読む)
封止構造体
【課題】挿入部材を被挿入部材に容易に組み付けることができるとともに、挿入部材及び被挿入部材の損傷を防止する封止構造体を提供する。
【解決手段】挿入部材2は、第1径大円柱部21と、第1径大円柱部21よりも外径が小さい第1径小円柱部22と、第1径大円柱部21と第1径小円柱部22との段差により形成される第1段差部23と、を有し、被挿入部材3は、内径が第1径大円柱部21の外径に対応する第2径大円筒部31と、内径が第1径小円柱部22の外径に対応する第2径小円筒部32と、第2径大円筒部31と第2径小円筒部32との段差により形成される第2段差部33と、を有し、第1径小円柱部22の外周面と、第1段差部23の外面と、第2径大円筒部31の内周面と、第2段差部33の内面と、によりOリング4を収容する収容領域が形成されることを特徴とする。
(もっと読む)
高圧ガスタンクの製造装置と製造方法
【課題】ライナー外周に形成した繊維強化樹脂層における熱硬化性樹脂の昇温のバラツキを抑制する。
【解決手段】第1誘導加熱コイル220は、軸支した中間生成品タンク12をタンク長手方向に沿ってタンク軸周囲にて取り囲むよう配設され、そのコイル巻き軌跡は、繊維強化樹脂層20の最外層の樹脂含浸カーボン繊維Wの配向とほぼ揃っている。第2誘導加熱コイル222は、中間生成品タンク12の外周と対向するよう配設され、第1誘導加熱コイル220より強い磁束を発生する。共通する高周波電流生成電源240に並列に接続された第1誘導加熱コイル220と第2誘導加熱コイル222は、高周波電流の通電を受けて磁束を形成し、中間生成品タンク12の繊維強化樹脂層20における樹脂含浸カーボン繊維Wを導体として繊維強化樹脂層20を誘導加熱する。
(もっと読む)
圧力容器
【課題】圧力容器の鏡板部におけるひずみを抑える。
【解決手段】圧力容器1は、樹脂成形品からなる内殻3と、内殻3の外周側を覆うFRPからなる補強層となる外殻5と、軸方向端部に位置する口金7及びボス9とを備えている。外殻5は、樹脂を含浸させたFRP繊維を巻き付けるフィラメントワインディング法により形成される。圧力容器1は、円筒形状の胴部Aと、胴部Aの軸方向両側の開口側に連続するドーム状の鏡板部B,Cとを有する。鏡板部B,Cは、口金7側、ボス9側の中心領域B1,C1を等張力曲面とし、中心領域B1,C1と胴部Aとの間の連続領域B2,C2を、等張力曲面で計算される曲率半径より大きい曲率半径の曲面とする。
(もっと読む)
ガスタンク及びその製造方法
【課題】繊維強化樹脂層を均一に昇温させることにより、短時間にかつ均一に繊維強化樹脂層を硬化させて、外観が良好で、しかも、品質が安定したガスタンク及びその製造方法を提供する。
【解決手段】ライナー12の外周側に熱硬化性樹脂を含浸させた誘導性材料からなる強化繊維を巻き回して積層した繊維強化樹脂層13を有するガスタンク11であって、強化繊維35とともに導電線を巻き回すことにより、繊維強化樹脂層13に、導電線からなる複数のコイル31が層状に設けられている。
(もっと読む)
ガスタンクの製造方法
【課題】繊維強化樹脂層を均一に昇温させることにより、短時間にかつ均一に繊維強化樹脂層を硬化させて、外観が良好で、しかも、品質が安定したガスタンクの製造方法を提供する。
【解決手段】ライナー12の外周側に熱硬化性樹脂を含浸させた誘導性材料からなる強化繊維を巻き回して積層した繊維強化樹脂層13を有するガスタンク11の製造方法であって、強化繊維とともに導電線を巻き回すことにより、繊維強化樹脂層13の内層部に導電線からなる内部コイル31を設けるとともに、外周に外部コイルを巻き付けて配置し、内部コイル31及び外部コイルに、異なる周波数の電流を流して強化繊維を発熱させることにより、熱硬化性樹脂を加熱硬化させる。
(もっと読む)
高圧タンクの製造方法、および、高圧タンク
【課題】ライナーの外表面に繊維強化プラスチック層を備える高圧タンクの製造工程において、比較的少ない工程数で、フィラメントワインディング法を用いて繊維強化プラスチック層を形成する際の繊維の巻き崩れを抑制する。
【解決手段】高圧タンクの製造工程において、内層54の形成工程は、ライナー円筒部42の外表面に、第1のフープ層54aを形成する工程と、第1のフープ層54aに含まれる熱硬化性樹脂を加熱硬化することなく、ライナードーム部44の外表面、および、第1のフープ層54aの外表面に、低角度ヘリカル層54bを形成する工程と、第1のフープ層54aに含まれる熱硬化性樹脂、および、低角度ヘリカル層54bに含まれる熱硬化性樹脂を加熱硬化することなく、第1のフープ層54a上における低角度ヘリカル層54bの外表面に、第2のフープ層54cを形成する工程と、を含む。
(もっと読む)
圧力容器の製造方法
【課題】プリプレグの乗り上げやプリプレグ間の隙間の発生を抑えて圧力容器の強度を安定させる。
【解決手段】ライナ20と、該ライナ20の外周を包むFRP層とを有する圧力容器を製造する際、所定の繊維数で成形された平板部を備えるプリプレグ70を幅方向に折り畳みあるいは巻くことによってひも状にし、ライナ20の外周に巻き付ける。プリプレグ70をひも状にした後、その断面を四角に成形してからライナ20の外周に巻き付けることも好ましい。
(もっと読む)
高圧タンクの製造方法
【課題】表面における凹凸の発生を低減することができる高圧タンクの製造方法を提供すること。
【解決手段】この製造方法は、ライナを配置するライナ配置工程と、ライナの周囲に繊維強化プラスチック材料faを巻き付ける巻付け工程と、その巻き付けた繊維強化プラスチック材料faの外側に加熱によって収縮する熱収縮体stを配置する収縮体配置工程と、繊維強化プラスチック材料faと熱収縮体stとを加熱して繊維強化プラスチック層と成す硬化工程と、を備え、巻付け工程において、巻き付けた繊維強化プラスチック材料faの外側表面に凹部raを形成する。
(もっと読む)
ガス容器及びガス容器製造方法
【課題】繊維強化樹脂の硬化状態にムラが生じるのを防ぐことができるガス容器製造方法を提供する。
【解決手段】合成樹脂製のライナ10を調製するライナ調製工程と、ライナ10の開口部11に口金20を取り付ける口金取付工程と、ライナ10及び口金20の外面に不織布30を貼り付ける不織布貼付工程と、繊維強化樹脂30を不織布30の外側に巻き付ける繊維強化樹脂巻付工程と、口金20に形成された連通孔24を介して外部から不織布30にガスを供給しながら繊維強化樹脂30の熱硬化性樹脂を加熱して硬化させる樹脂硬化工程と、を備えるガス容器製造方法である。
(もっと読む)
ガスタンクの製造方法
【課題】ガスタンクの製造において、誘導加熱を用いて繊維強化樹脂層を全体に亘り十分に熱硬化する。
【解決手段】ガスタンクの製造方法であって、熱硬化性樹脂が含浸された繊維を内容器20の外周部に巻回して内容器20の外周部に繊維強化樹脂層21を形成する第1の工程と、繊維強化樹脂層21を熱硬化する第2の工程と、を有する。第1の工程において、熱硬化性樹脂には、導電性材料Bが添加されている。第2の工程は、内容器20の周囲に巻かれた誘導加熱コイル40により繊維強化樹脂層21を誘導加熱することにより行われる。
(もっと読む)
シールキャップ
【課題】シールキャップの引き抜き時に離脱したキャップ部が圧縮機に設けたスタッドボルトと接触しても、圧縮機から確実に離脱させることができるシールキャップの提供にある。
【解決手段】シールキャップ20は、弾性変形可能な材料により形成され、流路孔を塞ぐキャップ部21と、把持可能とする把持部24と、キャップ部21と把持部24とを一体的に連結する連結部26とを備え、連結部26はスタッドボルト15の挿通可能なボルト挿通部23とを有し、把持部24は、ボルト挿通部23よりもキャップ部21側に形成され、連結部26は、ボルト挿通部23のキャップ部側にボルト挿通部23と連通し、シールキャップ20を接続部12から引き抜く時のキャップ部21とスタッドボルト15との接触によりキャップ部21の折り曲げ変形を可能とする切り込み27を備える。
(もっと読む)
圧力容器の製造方法
【課題】所望の耐圧性能を有する圧力容器を精度よく作製する。
【解決手段】円筒状の直胴部38と、直胴部38の両端に接続され、その頂部に口金部36,37を有するドーム部40,41と、を備えるライナ32の外周上に、樹脂液を含浸させた繊維束を、口金部36,37間の距離を調整しながら巻き付ける工程を含む。口金部36,37間の距離は、支持部42に設けられた口金部可動機構50により調整することができる。
(もっと読む)
高圧ガスタンクとその製造方法および製造装置
【課題】高圧ガスが高圧ガスタンクを透過する際の異音の発生を抑制する。
【解決手段】樹脂性容器のライナー外周部にFW法により強度補強用のカーボン繊維を巻き付けて、熱硬化性樹脂含浸の繊維強化樹脂層を形成する。この繊維強化樹脂層の形成の際に、最外表層とそれ以前の複数層の層をなすようカーボン繊維をFW方により巻回する場合、熱硬化性樹脂含浸のカーボン繊維を加熱しつつ巻回する。これを経て繊維強化樹脂層を形成し、その後、熱硬化装置にて加熱して熱硬化性樹脂を熱硬化させる。
(もっと読む)
円筒容器の製造方法および密閉型圧縮機
【課題】密閉容器の溶接接合部のピンホールによる洩れ品質の低減、及び密閉容器内に飛散する溶接スパッタを低減させる。
【解決手段】一方の円筒の一方の端部に形成した拡径部の内面、又はこの拡径部に挿入される他方の円筒の外面の一方に、嵌め合い方向の軸線に沿って直線状に延びる凸条を周方向複数箇所に設け、拡径部に他方の円筒を挿入して、凸条と他方の円筒の外面、又は凸条と拡径部の内面とを当接させて、拡径部の端部と他方の円筒の外面とをアーク溶接によって接合する。
(もっと読む)
真空弁用プラグ
【課題】真空弁の製造コストを下げ、部品点数を削減できる、真空弁用プラグを提供する。
【解決手段】ケース21と、前記ケース21に形成した弁体収納孔211に収納する弁体22と、からなる真空弁2の前記弁体収納孔211を封止するための真空弁用プラグ1であって、前記弁体22と嵌合可能な係止部を有し、前記弁体収納孔211に螺合可能であり、前記ケース21との接触面には、前記弁体収納孔211の開口を囲繞するOリングを設ける。
(もっと読む)
気密性耐圧容器およびその製造方法
【課題】超音波溶着法により、外観上の問題を伴うことなく、十分な耐圧強度を有する気密性に優れた気密性耐圧容器およびその製造方法の提供を目的とする。特に超音波溶着を適用し難い樹脂として知られているポリプロピレン樹脂を用いた気密性耐圧容器およびその製造方法の提供を目的とする。
【解決手段】気密性耐圧容器1の筒状蓋体3は、超音波溶着後の筒状ハウジング2の開口部端面2aと超音波溶着時の溶着ホーン当接面3eとの距離より筒状蓋体3の天板厚さを差し引いた距離となる長さの立上り部3dが形成されている。
(もっと読む)
タンクの製造方法
【課題】タンクタンクの製造方法について、熱硬化性樹脂全体をより短時間で硬化することのできる技術を提供することを目的とする。
【解決手段】流体を内部に貯蔵するためのタンクの製造方法であって、(a)当該タンクの内殻をなすタンク本体の内部に電解質溶液を封入する工程と、(b)熱硬化性樹脂を含浸した繊維である樹脂含浸繊維であって、導電性を有する樹脂含浸繊維をタンク本体に巻き付ける工程と、前記電解質溶液が封入され、前記導電性を有する樹脂含浸繊維が巻き付けられたタンク本体を誘導加熱により加熱し、熱硬化性樹脂を硬化させる工程と、を備えるタンクの製造方法。
(もっと読む)
1 - 20 / 112
[ Back to top ]