
Fターム[3J046EA02]の内容
圧力容器、圧力容器の蓋 (2,430) | 組立て、製造方法 (161) | 積層、ライニング方法 (83)
Fターム[3J046EA02]に分類される特許
1 - 20 / 83
長尺高圧容器
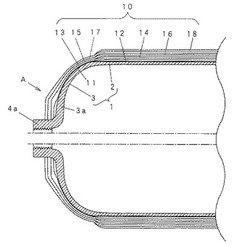
【課題】 金属ライナと炭素繊維層の軸方向収縮差を吸収しつつ、耐高圧性、耐疲労性について向上させる上で好ましい補強繊維層を備えた高圧容器を提供する。
【解決手段】 胴部2とドーム部3a,3bとを有し、かつ、両側のドーム部間の全長が2m以上6m以下となるように形成された金属ライナ1の外周面に、熱硬化性樹脂が含浸された繊維を巻きつけた構造の長尺高圧容器Aであって、金属ライナに接する最も内側には非導電性繊維層11が絶縁層として形成され、この絶縁層の外側に炭素繊維のフープ巻き繊維層12,14,16と炭素繊維のヘリカル巻き繊維層13,15,17が交互に少なくとも3層ずつ順次積層されて炭素繊維層が合計6層以上形成され、絶縁層はいずれの炭素繊維層よりも薄く形成されるようにする。
(もっと読む)
高圧ガスタンクの製造方法と製造装置

【課題】ライナー外周に形成した繊維強化樹脂層の高Vf化を抑制可能な新たなタンク製造手法を提供する。
【解決手段】中空のライナー10の外周にFW法にて樹脂含浸カーボン繊維Wを巻回して繊維強化樹脂層20を形成し、中間生成品タンク12を得る。次いで、この中間生成品タンク12を回転させつつ誘導加熱コイル220により誘導加熱する際には、熱硬化炉200の炉内を陽圧装置250により加圧環境とする。
(もっと読む)
高圧ガスタンクの製造方法と製造装置
【課題】ライナー外周に形成した繊維強化樹脂層の厚み方向でのVfのバラツキの抑制をもたらす新たなタンク製造手法を提供する。
【解決手段】ライナー10の外周に形成した繊維強化樹脂層20は、誘導加熱コイル220にて高周波誘導加熱を受ける。この誘導加熱は、誘導加熱コイル220への高周波電流の通電により誘起されるが、繊維強化樹脂層20の厚み方向の各樹脂層部位において、繊維強化樹脂層20の外表側の最外層部位(層番号1)より、その内側の樹脂層部位(層番号2)が、最も高い温度となる。これを踏まえ、最大の温度と樹脂層部位(層番号2)の温度が誘導加熱コイル220への高周波電流の通電を制御する際の上限温度となるように、通電制御する。
(もっと読む)
高圧ガスタンクの製造装置と製造方法
【課題】ライナー外周に形成した繊維強化樹脂層における熱硬化性樹脂の昇温のバラツキを抑制する。
【解決手段】第1誘導加熱コイル220は、軸支した中間生成品タンク12をタンク長手方向に沿ってタンク軸周囲にて取り囲むよう配設され、そのコイル巻き軌跡は、繊維強化樹脂層20の最外層の樹脂含浸カーボン繊維Wの配向とほぼ揃っている。第2誘導加熱コイル222は、中間生成品タンク12の外周と対向するよう配設され、第1誘導加熱コイル220より強い磁束を発生する。共通する高周波電流生成電源240に並列に接続された第1誘導加熱コイル220と第2誘導加熱コイル222は、高周波電流の通電を受けて磁束を形成し、中間生成品タンク12の繊維強化樹脂層20における樹脂含浸カーボン繊維Wを導体として繊維強化樹脂層20を誘導加熱する。
(もっと読む)
高圧ガスタンク、及び高圧ガスタンクの製造方法
【課題】繊維強化層を構成するフープ層において巻きの乱れが生じておらず、高い耐圧強度を有する高圧ガスタンクを提供する。
【解決手段】この高圧ガスタンク1は、繊維強化層3が、少なくともその一部において、タンクライナ2の中心軸に対し略垂直な面に沿ってカーボン繊維7が巻き付けられてなるフープ層3aを有しており、フープ層3aをタンクライナ2の中心軸に対して垂直な面で見た場合において、その面に現れるカーボン繊維7の断面形状の周方向に沿った長さが、カーボン繊維7の直径の20倍以上である。
(もっと読む)
圧力容器
【課題】胴部における繊維強化樹脂層を破断しにくくして、圧力容器の耐久性を高める。
【解決手段】圧力容器1は、樹脂成形品からなる内殻3と、内殻3の外周側を覆うFRPからなる補強層となる外殻5とを備える。外殻5は、繊維強化材を内殻3の胴部D及び鏡板部E,Fにらせん状に巻き付けるヘリカル層11と、繊維強化材を内殻3の胴部Dに円周方向に巻き付けるフープ層13とを備える。その際、ガス充填時での軸方向に発生する圧力容器1の軸方向発生ひずみを、この軸方向発生ひずみによってフープ層13の繊維強化材が繊維直角方向に破断するときの圧力容器1の破断ひずみより小さくする。
(もっと読む)
高圧ガスタンク、及び高圧ガスタンクの製造方法
【課題】タンクライナを透過したガスに起因するガス放出音を抑制することが可能な高圧ガスタンクを提供する。
【解決手段】この高圧ガスタンク1は、タンクライナ2の外周に、熱硬化性樹脂を含浸させた繊維を巻きつけることにより繊維強化樹脂層3を形成してなるものであり、繊維強化樹脂層3は、タンクライナ2側に形成された内側層3aと、その外周に形成された外側層3bとを有し、内側層3aは緻密な層として形成する一方で、外側層3bは、内側層3aよりも多数の空隙を内在させたことにより、密度の低い層として形成されている。
(もっと読む)
圧力容器
【課題】圧力容器のさらなる耐圧性能の向上を目的とする。
【解決手段】筒状の胴部3と胴部3の両端に形成されるドーム部4とを有するライナ2の表面にフィラメントワインディングによる補強層11が形成された圧力容器1において、補強層11は、圧力容器1の軸心Oに対し65°〜75°の範囲の配向角度θ1で少なくとも胴部3に形成される高角ヘリカル巻き層12と、軸心Oに対し各ドーム部4の頂上の口金座5、支持部6間に掛け回し可能な最小角度以上で15°以下の範囲の配向角度θ2で両端のドーム部4間にかけて形成される低角ヘリカル巻き層13と、胴部3に形成されるフープ巻き層14と、を有して構成される。
(もっと読む)
ガスタンクの製造方法及び熱硬化装置
【課題】誘導加熱を用いた繊維強化樹脂層の熱硬化を、コストを抑えて適切に行うことができる。
【解決手段】ガスタンクの製造方法は、熱硬化性樹脂が含浸された繊維を内容器20の外周に巻回して内容器20の外周に繊維強化樹脂層21を形成する第1の工程と、繊維強化樹脂層21を熱硬化する第2の工程と、を有している。繊維強化樹脂層21は、繊維が内容器20の軸周りに巻かれるフープ巻き層21aを少なくとも有している。第2の工程では、内容器20の軸周りの繊維強化樹脂層21の外周に誘導加熱コイル40を配置し、当該誘導加熱コイル40を繊維強化樹脂層21の表面に沿って内容器20の軸方向に移動させて、繊維強化樹脂層21を誘導加熱する。
(もっと読む)
ガスタンク及びガスタンクの製造方法
【課題】繊維強化層の強度を維持しつつ、ライナを透過したガスを好適に排出するガスタンクを提供する。
【解決手段】ガスタンク2は、ライナ10と、当該ライナ10に設けられた口金11、12と、ライナ10と口金11、12の外周面を覆う繊維強化樹脂層13を有している。ライナ10及び口金11、12と、繊維強化樹脂層13との間には、複数のパイル30からなるパイル層20が設けられている。パイル層20は、口金11、12と繊維強化樹脂層13との間からガスタンク2の外部に通じている。ライナ10を透過したガスは、パイル層20を通ってガスタンク2の外部に排出される。
(もっと読む)
ガスタンクの製造装置及びガスタンクの製造方法
【課題】繊維強化樹脂層の表面に発生する気泡を、ハンドリング性が良い簡単な構成の装置を用いて十分に除去する。
【解決手段】ガスタンクの製造装置1は、ガスタンク10を支持し回転させるガスタンク支持装置21と、ガスタンク支持装置21に支持されたガスタンク10の繊維強化樹脂層11の外側にレーザAを照射して、当該繊維強化樹脂層11の表面の気泡Bを除去するレーザ照射装置23と、を有する。繊維強化樹脂層11を熱硬化する際に、強化繊維が巻回されたガスタンク10を支持し回転させ、当該回転されたガスタンク10の繊維強化樹脂層11の表面の外側にレーザAを照射して、当該繊維強化樹脂層11の表面の気泡Bを除去する。
(もっと読む)
高圧タンクの製造方法、および、高圧タンク
【課題】ライナーの外表面にフィラメントワインディング法によって形成された繊維強化プラスチック層を備える高圧タンクの信頼性を向上させる。
【解決手段】ライナードーム部44の少なくとも一部の外表面、および、ライナー円筒部42の外表面に、低角度ヘリカル層52を形成する工程と、ライナー円筒部42上における低角度ヘリカル層52の外表面に、内層側フープ層54を形成する工程と、ライナードーム部44上における低角度ヘリカル層52、および、内層側フープ層54の外表面に、低角度ヘリカル層と外層側フープ層とを交互に積層することによって混合層56を形成する工程と、を含む。その際、ライナー円筒部42上において、繊維強化プラスチック層の厚さ方向についてのライナー40側の75(%)以内の範囲内に内層側フープ層54の厚さと混合層56における外層側フープ層の厚さとの和の90(%)以上を配置する。
(もっと読む)
ガスタンク及びその製造方法
【課題】繊維強化樹脂層を均一に昇温させることにより、短時間にかつ均一に繊維強化樹脂層を硬化させて、外観が良好で、しかも、品質が安定したガスタンク及びその製造方法を提供する。
【解決手段】ライナー12の外周側に熱硬化性樹脂を含浸させた誘導性材料からなる強化繊維を巻き回して積層した繊維強化樹脂層13を有するガスタンク11であって、強化繊維35とともに導電線を巻き回すことにより、繊維強化樹脂層13に、導電線からなる複数のコイル31が層状に設けられている。
(もっと読む)
ガスタンクの製造方法
【課題】繊維強化樹脂層を均一に昇温させることにより、短時間にかつ均一に繊維強化樹脂層を硬化させて、外観が良好で、しかも、品質が安定したガスタンクの製造方法を提供する。
【解決手段】ライナー12の外周側に熱硬化性樹脂を含浸させた誘導性材料からなる強化繊維を巻き回して積層した繊維強化樹脂層13を有するガスタンク11の製造方法であって、強化繊維とともに導電線を巻き回すことにより、繊維強化樹脂層13の内層部に導電線からなる内部コイル31を設けるとともに、外周に外部コイルを巻き付けて配置し、内部コイル31及び外部コイルに、異なる周波数の電流を流して強化繊維を発熱させることにより、熱硬化性樹脂を加熱硬化させる。
(もっと読む)
高圧タンクの製造方法、および、高圧タンク
【課題】ライナーの外表面に繊維強化プラスチック層を備える高圧タンクの製造工程において、比較的少ない工程数で、フィラメントワインディング法を用いて繊維強化プラスチック層を形成する際の繊維の巻き崩れを抑制する。
【解決手段】高圧タンクの製造工程において、内層54の形成工程は、ライナー円筒部42の外表面に、第1のフープ層54aを形成する工程と、第1のフープ層54aに含まれる熱硬化性樹脂を加熱硬化することなく、ライナードーム部44の外表面、および、第1のフープ層54aの外表面に、低角度ヘリカル層54bを形成する工程と、第1のフープ層54aに含まれる熱硬化性樹脂、および、低角度ヘリカル層54bに含まれる熱硬化性樹脂を加熱硬化することなく、第1のフープ層54a上における低角度ヘリカル層54bの外表面に、第2のフープ層54cを形成する工程と、を含む。
(もっと読む)
圧力容器の製造方法
【課題】プリプレグの乗り上げやプリプレグ間の隙間の発生を抑えて圧力容器の強度を安定させる。
【解決手段】ライナ20と、該ライナ20の外周を包むFRP層とを有する圧力容器を製造する際、所定の繊維数で成形された平板部を備えるプリプレグ70を幅方向に折り畳みあるいは巻くことによってひも状にし、ライナ20の外周に巻き付ける。プリプレグ70をひも状にした後、その断面を四角に成形してからライナ20の外周に巻き付けることも好ましい。
(もっと読む)
高圧タンクの製造方法
【課題】表面における凹凸の発生を低減することができる高圧タンクの製造方法を提供すること。
【解決手段】この製造方法は、ライナを配置するライナ配置工程と、ライナの周囲に繊維強化プラスチック材料faを巻き付ける巻付け工程と、その巻き付けた繊維強化プラスチック材料faの外側に加熱によって収縮する熱収縮体stを配置する収縮体配置工程と、繊維強化プラスチック材料faと熱収縮体stとを加熱して繊維強化プラスチック層と成す硬化工程と、を備え、巻付け工程において、巻き付けた繊維強化プラスチック材料faの外側表面に凹部raを形成する。
(もっと読む)
ガス容器及びガス容器製造方法
【課題】繊維強化樹脂の硬化状態にムラが生じるのを防ぐことができるガス容器製造方法を提供する。
【解決手段】合成樹脂製のライナ10を調製するライナ調製工程と、ライナ10の開口部11に口金20を取り付ける口金取付工程と、ライナ10及び口金20の外面に不織布30を貼り付ける不織布貼付工程と、繊維強化樹脂30を不織布30の外側に巻き付ける繊維強化樹脂巻付工程と、口金20に形成された連通孔24を介して外部から不織布30にガスを供給しながら繊維強化樹脂30の熱硬化性樹脂を加熱して硬化させる樹脂硬化工程と、を備えるガス容器製造方法である。
(もっと読む)
ガスタンクの製造方法
【課題】ガスタンクの製造において、誘導加熱を用いて繊維強化樹脂層を全体に亘り十分に熱硬化する。
【解決手段】ガスタンクの製造方法であって、熱硬化性樹脂が含浸された繊維を内容器20の外周部に巻回して内容器20の外周部に繊維強化樹脂層21を形成する第1の工程と、繊維強化樹脂層21を熱硬化する第2の工程と、を有する。第1の工程において、熱硬化性樹脂には、導電性材料Bが添加されている。第2の工程は、内容器20の周囲に巻かれた誘導加熱コイル40により繊維強化樹脂層21を誘導加熱することにより行われる。
(もっと読む)
圧力容器の製造方法
【課題】所望の耐圧性能を有する圧力容器を精度よく作製する。
【解決手段】円筒状の直胴部38と、直胴部38の両端に接続され、その頂部に口金部36,37を有するドーム部40,41と、を備えるライナ32の外周上に、樹脂液を含浸させた繊維束を、口金部36,37間の距離を調整しながら巻き付ける工程を含む。口金部36,37間の距離は、支持部42に設けられた口金部可動機構50により調整することができる。
(もっと読む)
1 - 20 / 83
[ Back to top ]