
Fターム[4D075AC72]の内容
流動性材料の適用方法、塗布方法 (146,046) | 噴霧、浸漬以外の手段 (16,716) | 被塗体の保持、搬送 (2,000) | 連続走行 (595)
Fターム[4D075AC72]に分類される特許
581 - 595 / 595
フィルムの処理方法
【課題】皺や傷、液滴混などを発生させることなく、連続的かつ効率的にフィルムの液処理や乾燥処理などの処理を行い、高品位のフィルムを得る方法を提供すること。
【解決手段】本発明に係るフィルムの処理方法は、有機ポリマーを基材上に塗布し乾燥する工程、および有機ポリマーフィルムを基材から剥離せずに液処理する工程を含むことを特徴とする。前記液処理は、前記基材を有する有機ポリマーフィルムを支持体により方向転換させて液中を搬送させることにより行われること、前記液処理後に、さらにリンス用スリットノズルを用いて均一な液膜状の洗浄液でリンス処理する工程を含むこと、前記リンス用スリットノズルのスリット間隔(ギャップ)が10〜500μmであることが望ましい。
(もっと読む)
カーテンコーター
【課題】 カーテンコーターにおけるスクレーパの耐久性向上。
【解決手段】 紙ないし板紙のような移動する材料ウェブをコーティング剤でコーティングするカーテンコーターであって、塗布装置が、上面を有する材料ウェブよりも上方に配置され、前記ウェブが、カーテンコーターに対して移動可能に搭載され、前記ウェブが、その表面上にコーティング剤がカーテンのような流れで供給されるように配設される。カーテンコーターは、ウェブの表面上の空気の境界層を除去するためにウェブの上面に係合する掻き取り表面を有するスクレーパを備える。スクレーパの掻き取り表面の耐久性は、表面硬化され又は耐久性強化コーティング層が付与される材料又は硬い耐磨耗材料でスクレーパを構成することにより、増加される。
(もっと読む)
塗布剤の塗布方法並びに繊維ウェブ製造の方法および機械

本発明は、流体の塗布剤、特にでんぷんを塗布する装置(12、13、16)を用いて、125g/m2未満、特に100g/m2未満、さらに特定して80g/m2の単位面積当たり質量を有する紙、板紙、薄葉紙または他の繊維ウェブ(3)を製造する方法に関する。本方法は、固形分濃度、特にでんぷん固形分の濃度が15%より多い、特に25%より多い、さらに特定して30%より多い液体の塗布剤を塗布するという特徴を有する。 (もっと読む)
帯状金属板への塗装方法
【課題】 塗装の前に、帯状金属板に対して塗装箇所を特定するためだけの特別な加工を施しておく必要がなく、しかも塗装パターンの塗装位置とプレス加工位置との相対位置のずれを小さくできる帯状金属板への塗装方法を提供する。
【解決手段】 表面に付着した塵を除去した帯状金属板1のパイロット挿入孔1aが予め定めた位置に到達したか否かを位置検出センサ21により検出する。パイロット挿入孔1aは、後の工程で帯状金属板1をプレス加工を行う際に、位置決め用のパイロットを挿入するために設けられた貫通孔である。位置検出センサ21の出力を塗装開始時期を定めるためのトリガ信号としてインクジェット式塗装装置23により塗装パターンPを帯状金属板1の表面上に塗装する。ヒータで帯状金属板1上の塗装パターンを予備乾燥してから塗装を焼き付ける。
(もっと読む)
繊維ウエブへの薬液塗布方法および薬液塗布装置
【課題】原反ロールから繰り出される繊維ウエブの製品化過程において、均一に薬液を塗布するとともに、迅速に繊維ウエブに薬液を含浸させる。
【解決手段】原反ロール2から繰り出された繊維ウエブが製品化される工程において、薬液塗工ロール6と、繊維ウエブ押圧ロール7とを対面状態で備えるとともに、両者を交互に異なる面側に配備した第1の薬液塗布装置F1と、第2の薬液塗布装置F2とを設備し、前記第1の薬液塗布装置F1において前記薬液塗工ロール6により繊維ウエブの一方面側に薬液を塗布すると同時に、前記繊維ウエブ押圧ロール7による加圧により薬液を含浸させ、前記第2の薬液塗布装置F2において、前記薬液塗工ロール6により前記繊維ウエブの他方面側に薬液を塗布すると同時に、前記繊維ウエブ押圧ロール7による加圧によって薬液を含浸させるようにする。
(もっと読む)
多層塗膜塗装方法、多層塗膜塗装装置及び多層塗膜塗装平板
【課題】 鋼板等の平板上に3層以上の多層の塗膜を焼き付け塗装する多層膜塗装において、ワキの発生を防止することのできる多層塗膜塗装方法、多層塗膜塗装装置及び多層塗膜塗装平板を提供する。
【解決手段】 被塗装物の表面に薄い塗膜(下地塗膜)を形成し、加熱することによりこの下地塗膜中の溶剤濃度を減少させ、その後に下地塗膜上に多層塗膜を形成して焼き付けを行うこととすると、たとえ多層塗膜の厚さが厚くてもワキが発生しなくなる。即ち、移動する平板上に塗膜(下地塗膜)を形成してこの塗膜を加熱し、その後下地塗膜の上に2層以上の多層塗膜を同時に形成し、その後加熱することを特徴とする多層塗膜塗装方法である。多層塗膜形成前における下地塗膜内の溶剤量が30mg/m2以下であることを特徴とする。下地塗膜の加熱は、加熱開始から120秒以内に200〜300℃に加熱する。
(もっと読む)
コーティング方法および装置
コーティングアプリケータ、乾燥機または硬化ステーションを用いるウェブコーティング方法および装置、ならびにコーティングアプリケータを過ぎかつ乾燥機を通してウェブ(14)を搬送するウェブ取扱い機器。ウェブ(14)は、密結合エンクロージャにおいて当該の粒子数を実質的に減じる、または物理特性を実質的に変更するのに十分な速度で流れる1つ以上のストリームの調整ガスを供給された密結合エンクロージャ(72)または一連の密結合エンクロージャにおいて、少なくともコーティングアプリケータから乾燥機または硬化ステーションまで密閉されている。  (もっと読む)
(もっと読む)
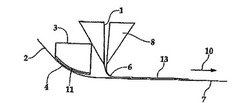
カーテンコータおよびカーテンコーティング方法
本発明は、支持体上へ落下する少なくとも1つのコーティング流体のカーテンを生成するノズル装置および、カーテンを横方向で案内する案内面を備えるカーテン案内構造を備える、移動する支持体を塗布するためのカーテンコータに関連し、案内面(17)はカーテンに交差して測ってカーテン厚さを上回る幅にわたってカーテンに対し凸状であり、さらに本発明は、少なくとも1つのコーティング流体のカーテンが、移動する支持体上に、自由落下して堆積され、両側で、それぞれの場合にカーテンに交差した凸状案内面(17)によって案内される、カーテンコーティング方法に関連する。  (もっと読む)
(もっと読む)
コーティングされた繊維巻き取り紙の製造方法
本発明は、コーティングされた繊維巻き取り紙の製造方法に関する。当該方法は、製造手順及び、少なくとも一のコーティングプロセスにおいて巻き取り紙底面をコーティングする手順を有する。本方法は、当該少なくとも一のコーティングプロセスにおいて巻き取り紙底面をカーテンコーティングでコーティングする手順を有し、当該コーティングされた繊維巻き取り紙は、少なくとも一の付加的処理において最終処理が施される表面を有し、当該最終処理はコーティングされた巻き取り紙のトポグラフィに可能な限り従う装置を用いることによって実行される。 (もっと読む)
コーティング及び/又は処理の物質を繊維性ウェブへ移転させるための方法及び機器
本発明は処理機器により、紙/板状のウェブ(W)にコーティング及び/又は処理の物質を移転させる方法及び機器に関するものであり、少なくとも1つの処理要素(2、5)により設けられる荷重面を備え、繊維性ウェブがその面に接触している。その方法は、移転面として、処理機器の処理要素のうち少なくとも1つ(2、5)の荷重面を利用し、その移転面には、移転面と繊維性ウェブとが接触する前に、繊維性ウェブ(W)に移転される物質が供給される。前記移転面は、前記物質が前記ウェブと圧接する前に、前記移転される物質を前もって加熱するために加熱される。 (もっと読む)
多層要素の塗布方法
本発明では、a)支持体を搬送し、b)当該支持体上に、チルセット性層及び非チルセット性層を同時に塗布し、c)当該層の温度を低下させて、当該層を不動にし、そして、d)当該層を乾燥することを含む支持体上への多層の塗布方法が提供される。また、本発明によれば、この方法によって作製される画像形成要素が提供される。 (もっと読む)
ノズル、紙ウェブ上へ接着剤を塗布する装置および方法、そのようなノズルの作動機能を改良する方法
汚染物質から圧縮空気によってノズルを保護するための保護装置を備えた、紙ウェブ(1)上に接着剤を塗布するためのノズル(36)。前記保護装置は、前記ノズルを取り囲む空間(47)を定める部材、前記空間に空気を供給する部材、および前記ノズルの前端面(37)の前方で距離を開けた中心線上において前記空間から空気を排出する部材、を有している。本発明によれば、前記空気を供給する部材は、接着剤の2つの連続した塗布の間の休止状態に前記ノズルがあるときに、空気を供給するように構成される。本発明はまた、そのようなノズルによって紙ウェブ上に接着剤を塗布するための装置および方法に関する。本発明はまた、前記ノズルの作動機能を改良する方法に関する。 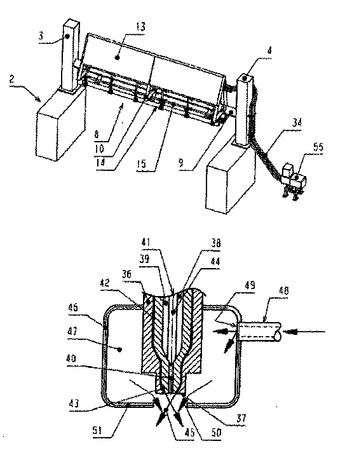 (もっと読む)
(もっと読む)
押出コーティング
シングルサイト触媒によって触媒された重合によって製造され、かつエチレンへの共単量体として少なくとも2のC4〜12アルファ−オレフィンを含むポリエチレンを含むコーティングを持っている、押出コーティングされた基体。 (もっと読む)
塗布ダイおよび使用方法
本発明はダイ本体を備えるダイ(12)である。ダイ本体は内部キャビティ(28)とアプリケータスロット(24)とを画定する。キャビティ(28)はアプリケータスロット(24)と流体連通している。複数の気体逃げ通路(26)は内部キャビティ(28)と流体連通している。 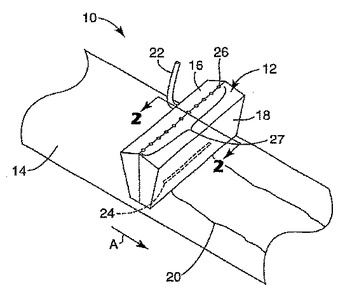 (もっと読む)
(もっと読む)
エクストルージョン型ダイヘッド、塗布装置及び塗布方法
【課題】 本発明の目的は、幅方向の塗膜厚み分布の均一性を向上させたバックアップロールで保持された支持体に塗布するエクストルージョン型ダイヘッド、塗布装置及びそれを用いた塗布方法を提供することにある。
【解決手段】 バックアップロールで保持され連続搬送されている支持体に塗布液を塗布するエクストルージョン型ダイヘッドにおいて、塗布液吐出用スリットを構成する各ブロックのエッジ頂点部から反対側の底面部に至る距離のバラツキの巾(ΔA)が支持体に対し幅手方向(横方向)で10μm未満であり、ダイヘッドのリップ形成部から反対側の底面部に至る距離が縦方向で最大値をとり、かつ該距離のバラツキの巾(ΔB)が幅手方向で10μm未満であることを特徴とするエクストルージョン型ダイヘッド。
(もっと読む)
581 - 595 / 595
[ Back to top ]