
Fターム[4D075AC80]の内容
流動性材料の適用方法、塗布方法 (146,046) | 噴霧、浸漬以外の手段 (16,716) | 被塗体の保持、搬送 (2,000) | 支持 (714) | ロール (314)
Fターム[4D075AC80]に分類される特許
41 - 60 / 314
塗工用樹脂液の塗布方法及び塗布装置
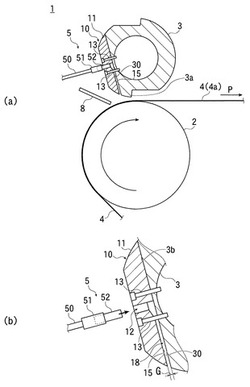
【課題】高粘度の樹脂液であっても筋状の跡を発生させることなく膜厚を均一にすることができる樹脂液の塗布技術を提供する。
【解決手段】ナイフコーター3には塗工用樹脂液を受けるための樹脂液受け面30が設けられる。ナイフコーター3には液供給ユニット10が装着される。液供給ユニット10の本体部11には、ナイフコーター3の幅方向に延びる樹脂液押圧面15と、樹脂液押圧面15を貫通する樹脂液供給口12とが設けられている。液供給ユニット10の樹脂液供給口12を介してナイフコーター3の樹脂液受け面30に塗工用樹脂液を供給し、ナイフコーター3の樹脂液受け面30と液供給ユニット10の樹脂液押圧面15との隙間18に塗工用樹脂液を充填することによって、ダム部材8上に塗工用樹脂液を供給する。
(もっと読む)
塗布方法

【課題】50m/minを越える高速時においても安定的に膜厚精度の高い間欠形状を実現する塗布方法を見出すこと。
【解決手段】バックアップロールに巻きつけて搬送される金属箔からなる基材にダイヘッドの先端を近接させ、乾燥膜厚が100μm以上、塗工速度が50m/min以上で間欠状に電極用活物質層を形成する間欠塗工において、ダイヘッドをコーティングロールの重力方向最下部とコーティングロール中心とを結ぶ半径とダイヘッド先端の近接点とロール中心を結ぶ半径のなす角度を0°以上で15°以内の位置に設置することである。
(もっと読む)
塗布装置及びこれを用いた磁気テープの製造方法
【課題】ウエブの塗布位置近傍における走行の安定性に優れ、塗布品質を向上させることができる塗布装置及びこれを用いた磁気テープの製造方法を提供する。
【解決手段】ウエブ11に塗料を塗布する塗布装置1であって、塗料の塗布前後のウエブ11を搬送する駆動ローラ40と、ウエブ11に塗料を塗布するコーターヘッド30と、ウエブ11を駆動ローラ40に当接させる当接手段41、40とを備えており、ウエブ11は、当接手段41、40により、第1の当接位置42及び第2の当接位置43において、駆動ローラ40に当接し、ウエブ11の搬送経路において、ウエブ11の塗布位置は、第1の当接位置42と第2の当接位置43との間にある。
(もっと読む)
ウレタン塗膜形成方法
【課題】リバースロールコーターを用いて基材表面に架橋性ホットメルト型ウレタン樹脂を塗布する場合において、ドクターロールの表面に被膜が形成されにくいウレタン塗膜の形成方法を提供することを目的とする。
【解決手段】塗工ロール2及びドクターロール3はシート基材1の上方に配置され、且つ、互いの外周面が平行になるような状態でギャップを維持して対向配置され、塗工ロール2をシート基材1の送り方向とは逆方向に周速度Aで回転させ、ドクターロール3をシート基材1の送り方向に周速度Bで回転させ、設定温度に加熱された塗工ロール2及びドクターロール3が形成するギャップの上方から溶融粘度ηの架橋性ホットメルト型ウレタン樹脂を流下し、ウレタン塗膜を形成する場合において、溶融粘度ηが1000〜10000の範囲であり、ドクターロールの回転数が0.2〜5rpmであり、周速度Aと周速度Bとの比A/Bが10〜120の範囲である。
(もっと読む)
インクジェット塗布装置及び方法
【課題】フィルム表面の塗布すべき目標位置を直接計測して補正し、インクジェット塗布ヘッドのノズル孔から正しい位置に液滴を射出することにより、フィルムの塗布品質が向上する。
【解決手段】巻出側フィルムロール2から巻き出されたフィルム1は、その塗布対象エリアが塗布部17で吸着テーブル10上に位置するように搬送される。インクジェット塗布ヘッドに隣接して撮像カメラを設置し、該塗布ヘッド15と該撮像カメラ19は設置位置が一体となって塗布ヘッドユニット部を形成し、塗布ヘッドユニットは吸着テーブルの上方において3次元的に移動可能なXYZ軸方向駆動手段によって移動し、塗布ヘッドによる塗布動作中に撮像カメラで次に塗布する位置を予め撮像し、撮像カメラによる撮像結果を画像処理手段で処理することによって当初設定された塗布位置とのずれ量を補正して、次に塗布する位置への塗布ヘッドを移動させる。
(もっと読む)
塗布フィルムの製造方法
【課題】ロール状に巻き取られたプラスチックフィルムの平面性の問題を解消し、塗布膜を均一に精度良く形成することができる塗布フィルムの製造方法を提供する。
【解決手段】ロール状に巻かれたプラスチックフィルムを巻き出して走行させ、前記プラスチックフィルムの変形が無くなるようヒートローラに巻き付けながら搬送し、その後、該プラスチックフィルム上に塗布液を塗布する塗布フィルムの製造方法であって、前記ヒートローラは、フィルム両端部が該ヒートローラ表面に接しない構造である。
(もっと読む)
塗布フィルムの製造方法
【課題】ロール状に巻き取られたプラスチックフィルムの平面性の問題を解消し、塗布膜を均一に精度良く形成することができる塗布フィルムの製造方法を提供する。
【解決手段】ロール状に巻かれたプラスチックフィルム2を巻き出して走行させ、前記プラスチックフィルムの変形が無くなるようヒートローラ28に巻き付けながら搬送し、その後、該プラスチックフィルム上に塗布液を塗布する塗布フィルムの製造方法であって、前記ヒートローラの加熱により前記プラスチックフィルムにシワが発生し始めてしまう位置において、エアノズル29から噴射されるエアによってシワが無くなる強さ以上の圧力でエアプレスを行う。
(もっと読む)
塗布装置および塗布方法
【課題】基材にカーテン膜を安定的に形成することができる塗布装置および塗布方法を提供する。
【解決手段】塗布装置1は、支持ロール10の近傍において当該支持ロール10と離間して設けられ、支持ロール10により支持される基材Wに対してカーテン膜Cを落下させる塗布ヘッド20と、支持ロール10の近傍において塗布ヘッド20から落下したカーテン膜Cが基材Wに接触する箇所Pよりも支持ロール10の回転方向における上流側に設けられた空気流除去部30とを備えている。空気流除去部30には、支持ロール10により支持された基材Wの表面に生成され支持ロール10の回転方向に沿って流れる空気流を除去するスリット34、36、38が1または複数形成されている。
(もっと読む)
インキ塗布方法、インキ塗布装置、インキ塗布済の造作部材または家具部材の製造方法およびインキ塗布済の造作部材または家具部材
【課題】造作部材または家具部材の上面に形成された溝または面取り部に対して高速でインキを塗布することが可能なインキ塗布方法およびインキ塗布装置を提供する。
【解決手段】インキ塗布装置10は、幅木材11を支持して搬送する複数の搬送ローラー31と、搬送ローラー31により搬送される幅木材11の面取り部21aまたは縦溝21cおよびそれらの近傍の上面21に、インキ27に対して親和性を持つ溶液28を塗布する溶液塗布ロール32と、溶液塗布ロール32により塗布された溶液28のうち、上面21に残る溶液28を掻きとる吸水ロール33とを備えている。さらに、面取り部21aまたは縦溝21cに塗布された溶液28に対してインキ27を塗布するインキ塗布手段34が設けられている。このインキ塗布手段34は、その外周面上に付着されたインキ27を面取り部21aまたは縦溝21c上の溶液28に塗布する2段印刷版胴35,45を有している。
(もっと読む)
塗工装置および塗工方法、並びに、塗膜付きウェブ状基材の製造方法
【課題】ウェブ状の基材に塗工液を塗工する塗工装置において、ウェブ状の基材上に精度良く塗工液を塗工することができる塗工装置を提供する。
【解決手段】塗工装置20は、搬送されているウェブ状の基材1に塗工液7を塗工する。塗工装置は、基材を搬送する搬送手段30と、搬送手段によって搬送される基材の搬送経路沿いに配置された吐出ヘッド40と、搬送手段による基材の搬送方向に沿って移動可能に前記吐出ヘッドを支持する移動支持手段50と、を有する。移動支持手段50は、搬送手段によって搬送される基材と同期して吐出ヘッドを移動させ得る。
(もっと読む)
木質板状建材の塗装方法
【課題】表面に溝部が形成され、表面縁部に面取り部が形成された木質板状建材における溝部と面取り部との色調差を緩和し得る木質板状建材の塗装方法を提供する。
【解決手段】木質基材5Aと表面化粧材4とを積層し、表面には前記木質基材の層内に底部が達するように溝部2が形成され、表面縁部には面取り部3が形成された木質板状建材1の表面1aを塗装する方法であって、スポンジロール11とこのスポンジロールの下流側に配されたリバースロール16とを有した第1塗装部10と、この第1塗装部の下流側に配された第1ゴムロール21を有した第2塗装部20と、この第2塗装部の下流側に配された第2ゴムロール31を有した第3塗装部30とを用い、前記第1塗装部の塗料15よりも前記第2塗装部及び前記第3塗装部の塗料25,35を高濃度にして、前記木質板状建材の表面を塗装する。
(もっと読む)
長尺積層フィルムの製造方法
【課題】長尺フィルムを2本のガイドロールで支持して走行させながら、長尺フィルムの表面に塗布ヘッドを押し付けて、塗料を塗布し、塗布層を形成した場合にも縞状ムラを生じない長尺積層フィルムの製造方法を提供する。
【解決手段】一対のニップロール16、17と第二のガイドロール13との間に、長尺フィルム11の幅方向両端部11cを挟みながら、長尺フィルム11を走行させる。一対のニップロール16、17はハの字形に配置され、各々の回転軸16a、17aが長尺フィルム11の走行方向15の下流側の交点18で交差する。長尺フィルム11には、走行方向15の力だけでなく、幅方向の力19も加わる。幅方向の力19は、長尺フィルム11の幅を広げる。幅方向の力19が加わることにより、長尺フィルム11のシワが解消される。
(もっと読む)
塗工装置および塗工方法
【課題】ロールに巻掛されたウエブに対して、塗工液の膜厚がロールの長手方向(幅方向)に沿って均一となるよう塗工液を塗布することができ、また製造コストやメンテナンスコストを低減することができる塗工装置および塗工方法を提供する。
【解決手段】塗工装置は、塗工部と、ロール50の長手方向に沿って設けられた複数の加熱部10a〜10iと、ロール50の長手方向に沿って設けられ、ウエブに塗布された塗工液の膜厚等を検出する複数の検出部、を備えている。各々の加熱部10a〜10iは、その全体または少なくとも一部分がロール50の回転方向および長手方向に対して斜めに延びるよう配置されている。制御部30は、各検出部による検出結果に基づいて、各加熱部10a〜10iにおけるロール50に対する加熱の度合いを加熱部10a〜10i毎に制御する制御部30を備える。
(もっと読む)
塗工方法及び塗工装置
【課題】実用性に優れた簡易な構成でありながら、塗工液の分離による塗布ムラや異物混入による欠陥を低減し、高品質の塗膜を基材上に形成する塗工方法と塗工装置を提供する。
【解決手段】塗工液15が収容される液溜部8を覆うことで、塗工液の吸湿及び揮発を抑制し、これらに起因する塗布ムラを充分に低減する。さらに液溜部を覆うことで塗工液に異物が混入することを防止する。
(もっと読む)
カーテン塗布方法及び装置
【課題】カーテンエッジガイド下端部の爪部における液粕の生成を抑制し、カーテンエッジガイドでのカーテン状液膜の切れ上がりを抑制するカーテン塗布方法及び装置を提供する。
【解決手段】少なくとも1層以上の塗布液をスリットから吐出し、該吐出された塗布液をカーテン状に案内するカーテンエッジガイドで自由落下させ、かつ該カーテンエッジガイドにおける該塗布液と接する面全体から補助液を流し出し、該塗布液を連続走行するウェブ上に塗布するカーテン塗布方法において、該カーテンエッジガイド下端でカーテン状液膜を保持する爪部のカーテン状液膜接液面に補助液を流すカーテン塗布方法、及び装置である。
(もっと読む)
塗布方法
【課題】塗布量コントロールを効率よく制御でき、固形分濃度1質量%以下程度の低粘度の塗液であってもウェブ上に塗布できる塗液の塗布方法を提供すること。
【解決手段】本発明の第1の塗布方法は、ウェブの表面に塗液を塗布する方法であって、バックアップロールに支持させたウェブを連続走行させて塗液を引き伸ばし、ウェブの進行速度により塗液の塗布膜厚みを調節して塗液を塗布することを特徴とする。また、本発明の第2の塗布方法は、バックアップロールに支持されて連続走行するウェブの表面に、2つのダイブロックを有するダイコータを用いて塗液を塗布する方法であって、ダイコータのウェブの進行方向に対して上流側のダイブロックの刃先を下流側のダイブロックの刃先よりもウェブの表面に近接させて塗液を塗布することを特徴とする。
(もっと読む)
親液性パターン形成方法、該方法によって得られた基材、該基材を用いる中間転写体および塗布ローラ、並びに前記中間転写体を用いた記録物の製造方法および画像記録装置
【課題】インクジェット記録を適用した中間転写方式の画像記録において、インクと反応する反応液が中間転写体上に適切に形成されるようにするための親液部と撥液部とを有するパターンが精度高くかつ容易に形成できるようにする。
【解決手段】撥液性の処理対象物表面に界面活性剤を含む液体を液滴状に付着させ、液滴外側部分を親液化し、これによって液滴径を拡大させた後、撥液面の上にある液滴中心部分を水洗等により除去する。これにより基材表面にリング状の親液部を有する親液性パターンが形成される。内径およびリング幅(ひいては外径)などリングのサイズは、付着させる液滴の量や付与密度、界面活性剤の種類や濃度、プラズマ処理時の条件等を調整することで容易にコントロール可能である。
(もっと読む)
感熱記録材料の製造方法及び感熱記録材料の製造装置
【課題】感熱記録材料の製造において、同時多層カーテン塗布時に発生する、カーテン割れによって発生する「白抜け」を発生させず、長時間連続的に安定生産可能な感熱記録材料の製造方法及び感熱記録材料の製造装置の提供。
【解決手段】少なくとも2層の感熱記録材料用塗布液をスリットから吐出し、該吐出された塗布液をカーテンエッジガイドでカーテン状に案内しつつ自由落下させ、連続走行するウェブ上に塗布し、その後、乾燥することにより塗膜を形成するカーテン塗布方法を用いた感熱記録材料の製造方法において、感熱記録層塗布液の動的表面張力Aと、感熱記録層と隣接する層の塗布液の動的表面張力Bとの動的表面張力差(A−B)を4mN/m以下とした感熱記録材料の製造方法である。
(もっと読む)
塗工装置および塗工方法
【課題】塗工ヘッドを後退させることなく、作業者の経験の長短に寄らず、迅速に、また連続運転した状態で異物を除去し、ストリークを解消することに有効な塗工装置および塗工方法を提供する。
【解決手段】回転する塗工ロールに搬送されるフィルム上に、塗工ヘッドから供給する塗工液を塗布する塗工装置については、塗工ロールは円柱状を成し、円柱状の表面には幅方向に1本以上の溝が形成されていることを特徴とし、又、回転する塗工ロールに搬送されるフィルム上に、塗工ヘッドから供給する塗工液を塗布する塗工方法については、円柱状を成し、該円柱状の表面には幅方向に1本以上の溝が形成されている塗工ロールを用いることを特徴とする。
(もっと読む)
塗布装置及び塗布方法
【課題】高速で連続的に走行する帯状体に対して、ローピング及びカスレを発生させることなく、塗膜の外観を損なうことのない塗布装置及び塗布方法を提供する。
【解決手段】コーターパン2に充填された塗布液3をくみ上げるピックアップロール4と、ピックアップロール4によってくみ上げられた塗布液3を帯状体Sに転写するアプリケーターロール6と、アプリケーターロール6によって塗布液3が帯状体Sに転写される前に帯状体Sの表面に紫外線を照射する紫外線照射装置9とを有し、紫外線照射装置9から0.01mm〜200mmの距離で照射される紫外線は、40nm以上240nm未満の波長と、240nm以上400nm以下の波長とを少なくとも含む。
(もっと読む)
41 - 60 / 314
[ Back to top ]