
Fターム[4D075AC80]の内容
流動性材料の適用方法、塗布方法 (146,046) | 噴霧、浸漬以外の手段 (16,716) | 被塗体の保持、搬送 (2,000) | 支持 (714) | ロール (314)
Fターム[4D075AC80]に分類される特許
101 - 120 / 314
間欠塗布装置および間欠塗布方法

【課題】搬送される塗布対象物の表面にその搬送方向に沿って間欠的に塗布剤を塗布する間欠塗布装置および間欠塗布方法において、簡単で安価な構成により、塗布剤の粘度、塗布パターンの長さや間隔、間欠塗布の頻度などにかかわらず正確な間欠塗布を可能とし、塗布パターンにかすれや引きずり等の塗布不良が発生しない高速間欠塗布処理を実現して生産性を向上する。
【解決手段】間欠塗布装置1は、塗布対象物Wを搬送する搬送装置2と、塗布剤を塗布対象物Wに塗布するために間欠的に吐出する塗布ノズル3と、塗布対象物Wの搬送方向に沿う前後方向に塗布ノズル3を移動制御するノズル移動装置4と、を備え、ノズル移動装置4は、塗布ノズル3と塗布対象物Wとの相対速度VRを任意に変更制御する。
(もっと読む)
塗布方法及び装置

【課題】装置を大型化することなく、バックアップロールとフィルムとの間のエアの抱き込みを抑制し、面状故障のない良好な塗布面状を得る。
【解決手段】
外周面の一部に帯状フィルムを支持して搬送するバックアップローラ14と、バックアップローラ14の外周面に対向して近接配置され、該外周面に支持されたウエブ12上に塗布液を塗布するダイ16と、ウエブ12がバックアップローラ14と接触開始する接触開始位置Pの直前に設けられ、バックアップローラ14とウエブ12との間に形成されるエア抱き込み空間に抱き込まれるエアをウエブ12の非塗布面側から排除する減圧装置18と、を備えた。
(もっと読む)
塗工装置及び塗工方法
被塗工物に対する塗工液の塗工幅を精度よく制御することが可能な塗工装置及び塗工液の塗布方法を提供すること。塗工装置100は、帯状の被塗工物を搬送する複数のローラ21、22を有した搬送手段と、搬送手段により搬送される被塗工物31に塗工液32を塗布する塗工ダイ11と、塗工ダイ11の被塗工物31に対する位置を、被塗工物31に塗布された塗工液32の幅を示す塗工幅に応じて変更する位置決め手段と、を有し、塗工ダイ11は、被塗工物31がローラ21で巻き上げられる位置であり、かつ、ローラ21の中心部分より下方において、垂直方向から塗工液32を塗布するものであり、位置決め手段は、塗工ダイ11を水平方向に移動させることで被塗工物31に塗られる塗工液の幅を制御する。  (もっと読む)
(もっと読む)
塗布物の製造装置および製造方法
【課題】 わずかな乾燥ムラの発生をも抑制しながら少なくとも自然乾燥よりも乾燥速度を早く維持できる面性も生産性も向上できる塗布膜の製造装置および製造方法を提供する。
【解決手段】 乾燥装置内は複数の乾燥ゾーンに分割され乾燥ゾーン毎に給排気手段を有しており、給気手段側には内部に複数の孔を有する平板状部材を1枚以上配置した整流構造と、屈曲部を有する給気部とが配置され、屈曲部分出口と整流構造との間の直線部分の長さL0が、Dを管径、Reをレイノルズ数としてL0≦(10〜40)D/5(層流時)またはL0≦(0.065ReD)/5(乱流時)で表されることを特徴とする。また、天板と底板との距離を10mm以上〜100mm以下の範囲とし、天板と塗布膜との高さL1と、底板と基材との底板側間隙の高さL2との関係が、L1≦高さL2である。
(もっと読む)
帯状部材の成形方法及びその装置
【課題】粘着防止シートを用いることなく帯状部材同士の粘着を確実に防止可能な帯状部材の成形方法及びその装置を提供する。
【解決手段】帯状部材BM3の厚さ方向両方の面を粗面状に加工し、その帯状部材BM3に粘着防止剤を付着させるようにしたので、粗面状に加工することにより形成される複数の凹状部分P1に粘着防止剤PWが溜まるとともに、粗面状に加工した面において凸状部分P2以外の部分が外部と接触し難くなり、帯状部材BM3同士を厚さ方向に接触させても、帯状部材BM3同士の間に各凹状部分P1に溜った粘着防止剤PWが確実に配置されるとともに、帯状部材BM3同士が直接接触する面積が小さくなる。即ち、粘着防止シートを用いることなく帯状部材BM3同士の粘着を確実に防止可能であり、生産効率の向上を図る上で極めて有利である。
(もっと読む)
塗工装置、及び塗工方法
【課題】 基材フィルムをロールから浮上させることなく安定して搬送し、同時に、ロールに形成した溝の痕跡のない樹脂塗工膜を得ることのできるような塗工装置を提供すること。
【解決手段】 連続的に搬送される基材フィルム上に樹脂塗工液を塗工する塗工手段と、該塗工手段により樹脂塗工液の塗工された前記基材フィルムと接する1又は2以上のロールとを備え、前記塗工された樹脂塗工液の粘度が1000mPa・s以下である範囲内で該基材フィルムと接する少なくとも1以上の前記ロールの表面には、該基材フィルムと接する幅全域に亘って幅(W)0.5mm未満の溝(10)が形成されていることを特徴とする塗工装置による。
(もっと読む)
マイクロカプセル塗工液の塗工方法
【課題】
ウエブ状フィルム基材またはバックアップロールに付着している大きな異物はもとより小さな異物でも容易に取り除くことができ、フィルム基材表面に塗布されるマイクロカプセル塗工層に点状の塗工ムラ等がでないマイクロカプセル塗工液の塗工方法の提供。
【解決手段】回転するバックアップロール2の周面と同期して走行するウエブ状フィルム基材1の表面にマイクロカプセル塗工液を塗布する塗工方法で、前記バックアップロール2の周面とウエブ状フィルム基材1の裏面が接する直前のウエブ状フィルム基材1の裏面に揮発性液状物を塗布するマイクロカプセル塗工液の塗工方法である。
(もっと読む)
亜鉛メッキ鋼板を酸性ポリマーの水性製剤で塗装する方法
亜鉛メッキ鋼板を、少なくとも一種の酸性基を有する水溶性ポリマーを有する酸性水性製剤で連続的に不動態化する方法。 (もっと読む)
塗布物の製造方法及び塗布装置
【課題】スジ、ムラ等の塗布故障のない塗布膜を備える塗布物の製造方法及び塗布装置を提供することを課題とする。
【解決手段】マニホールドの側面部に前記マニホールドに塗布液を供給するための給液口と、前記給液口が形成されている前記マニホールドの反対側の側面部に前記マニホールドに供給された塗布液を排出するための排液口を備えるダイヘッドに対し、少なくとも粒子を2.5wt%以上含む塗布液を用い、前記ダイヘッドの給液口を通じて断面積がSである前記マニホールド内に流量Q1で塗布液を供給し、前記リップ先端から流量Q2で塗布液を吐出し、さらに、前記排液口から流量Q1−Q2であり、且つ、式(1)(Q1−Q2)/S ≧ 3.0(mm/sec)を満たすように塗布液を排出することにより、支持体上に塗布液を連続的に塗布し塗布膜を形成することを特徴とする塗布物の製造方法とする。
(もっと読む)
固相−液相混合液の塗工方法およびそれを用いた反射防止フィルム、表示媒体フィルム並びに感圧複写紙
【課題】本発明は、固形分を含む塗工液を固体の偏りなく連続にウェブに塗工する塗工方法およびその方法を用いて製造した反射防止フィルム、マイクロカプセル型電気泳動式表示装置用の表示媒体フィルム並びに感圧複写紙を提供することを目的とする。
【解決手段】固体相と液体相が混合している混合液をロール・ツー・ ロール方式でウェブに塗工する方法において、固体相と液体相が混合している混合液を溜めるダム(15)を有した塗工ヘッド(18)を用い、このダム(15)中の固体相と液体相が混合している混合液にウェブを連続して接触させることで固体相と液体相が混合している混合液をウェブ上に塗工すること、かつ、ウェブの搬送方向と異なる方向に固体相と液体相が混合している混合液の流れをダム(15)内に作ることを特徴とする固相−液相混合液の塗工方法である。
(もっと読む)
光学フィルムの製造方法
【課題】紫外線を照射して紫外線硬化性樹脂を含む塗膜を硬化するとき、紫外線と同時に発生する熱や塗膜の硬化収縮によるシワやカールなどのフィルムの変形、形成された機能膜の硬度や耐擦傷性、基材との密着性等の膜物性の低下を抑制し、外観、膜物性ともに良好な機能膜を得る光学フィルムの製造方法を提供する。
【解決手段】乾燥工程後で紫外線照射工程前の塗膜の温度Ti(℃)を25以上80以下にし、かつ、紫外線照射工程での塗膜の紫外線照射時間をt(sec)、塗膜の温度上昇をΔT(℃)としたときの塗膜の単位時間当たりの温度変化ΔT/t(℃/sec)を6以上18以下にする。
(もっと読む)
樹脂塗工フィルムの製造方法及び樹脂塗工フィルムの製造装置
【課題】例えば、光学フィルムにおいて視認性に悪影響を及ぼしうるような、細かな塗工ムラを抑制しつつ樹脂塗工フィルムを製造しうる樹脂塗工フィルムの製造方法及び樹脂塗工フィルムの製造装置を提供する。
【解決手段】長尺の基材フィルムを、一定速度で回転する基準ロールから1又は2以上のガイドロールを介してバックアップロールへと送り、該バックアップロールに近接して設けられた塗工手段から樹脂塗工液を該基材フィルムへと塗工して基材フィルム上に樹脂塗工膜を形成する樹脂塗工フィルムの製造方法であって、前記ガイドロールのうち少なくとも1つの外周面を、その回転に伴って基材フィルムの長手方向に185から630mmの波長で周期的に基材フィルム面に対して押動させ、基材フィルムの搬送経路を周期的に変動させる。
(もっと読む)
間欠塗布方法及び装置
【課題】連続走行するウエブに塗布液を間欠塗布して塗布部と未塗布部を交互に形成する際に、直線的な塗り付け線を形成することができる間欠塗布方法及び装置の提供。
【解決手段】塗布液を間欠吐出手段14でウエブ16上に塗布部Aと未塗布部Bとを交互に形成する装置において、間欠吐出手段14は、タンク30に貯留される塗布液を送液ポンプ32によりマニホールドの一方端入口24Aから流入させて他方端出口24Bから流出させて再びタンク30に戻す塗布液の循環ライン34と、循環ライン34のマニホールド出口24B下流側近傍に設けられ、循環ライン34を開閉する一対のバルブ36A,36Bと、循環ライン34の塗布液を吸引すると共に吸引した塗布液を循環ライン34に排出する吸排液手段38と、一対のバルブ36A,36Bの開閉タイミング及び吸排液手段38の吸引と排出のタイミングを制御する制御手段40と、を備えた。
(もっと読む)
塗布方法及び塗布装置
【課題】3本リバースロール塗布における塗布速度限界を拡大し、高速薄膜塗布が可能な3本リバースロール塗布方法及び塗布装置を提供する。
【解決手段】塗布液吐出口6bから吐出される塗布液は、矢印Eで示すように、アプリケーターロール2の中心軸2bに向かって吐出され、吐出された塗布液によって液ダム5内の塗布液がアプリケーターロール2の塗布液供給開始部2cに強固に付着される。従って、塗布液供給開始部2cにおける空気の巻き込みが抑制され、アプリケーターロール2の回転に伴い空気同伴が抑制された状態で、塗布液10が塗布液供給開始部2cから検量部19までアプリケーターロール2の周面2aに連続して付着されることになる。
(もっと読む)
艶消し仕上げを有するフィルムを形成するシステム及び方法
艶消し仕上げを有するフィルムを提供するシステム及び方法。システムは、コーティングされた支持体を提供する手段を含み、コーティングされた支持体は、支持体に塗布された第1のコーティング可能材料を含み、コーティング可能材料はコーティングされた支持体の第1の主面を形成し、システムはさらに、第1のコーティング可能材料の粘度を第1の粘度から第2の粘度に変える手段を含み、システムはさらに、コーティングされた支持体の第1の主面上に艶消し仕上げを施すためにコーティングされた支持体の第1の主面に接触するように位置決めされた外面を有するフェイスサイドローラーを含み、そしてシステムはさらに、任意には、第1のコーティング可能材料を固化させる手段を含む。本発明の方法は、(1)支持体上に配置されたコーティング可能材料を含むコーティングされた支持体を用意し、コーティング可能材料がコーティングされた支持体の第1の主面を提供し;(2)コーティング可能材料の粘度を初期粘度から第2の粘度に変え;(3)艶消し仕上げを施すために、コーティングされた支持体の第1の主面を少なくとも1つのフェイスサイドローラーと接触させ;そして(4)任意には、コーティング可能材料を固化させることによりフィルムを提供する、工程を含む。 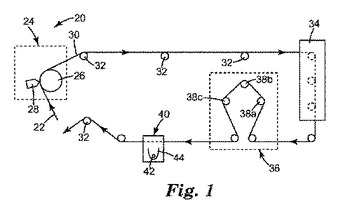 (もっと読む)
(もっと読む)
塗布方法および塗布装置
【課題】塗布開始時の厚塗りを簡便な方法で防止する
【解決手段】 下記(1)〜(3)の工程によりスライドビードコータ80を用いてウェブ15の表面に塗布膜層を形成させる。
(1)スライドビードコータ80のスライド面に塗布液を流下させて、膜流を形成させる工程、
(2)塗布液のウェブ15への移送がスライドビードコータ80の膜流移送部70の幅方向片端70Rから開始するように、スライドビードコータ80の膜流移送部70をウェブ15に相対的に接近させる工程、
(3)塗布液の移送をウェブ15の幅方向全域まで広げて、ウェブ15の表面に塗布膜層を形成させる工程。
(もっと読む)
塗膜形成方法
【課題】インクジェット塗布法での塗布における支持体の繋ぎ目の射出位置通過時において、インクジェットヘッドと支持体の間隙を塗布時の間隙よりも広げても、ノズル面の清掃の必要がなく、且つ塗布液ミストで周囲を汚染することがない塗膜形成方法を提供する。
【解決手段】塗布開始後に前記繋ぎ目が前記インクジェットヘッドの射出位置を通過する際に、インクジェットヘッドと支持体の間隙を塗布時の間隙よりも広げて、前記インクジェットヘッドよりの前記液滴の射出を継続する。また、前記液滴を前記支持体に塗布せず、塗布液飛散防止機構で回収する。
(もっと読む)
段ボールの製造方法
波形シートの段に接着剤を塗布する方法は、アプリケータロールの外面に接着剤層を塗布するステップと、アプリケータロールを回転させるステップと、アプリケータロールに隣接するウェブポジショニングロールを回転させるステップとを含む。ウェブポジショニングロールおよびアプリケータロールはそれぞれ回転軸を有し、それらのロールの外面間にギャップを画定する。接着剤層から段に接着剤を塗布するために、アプリケータロールの外面に隣接する経路に沿って波形シートを移動させる。制御システムを利用して、回転軸を、互いに対して実質的に平行に自動的に維持する。他の例では、制御システムが、ギャップの所望の幅を自動的に維持し、段頂に加える所望の圧力を自動的に維持し、かつ/または段高さを自動的に決定することができる。 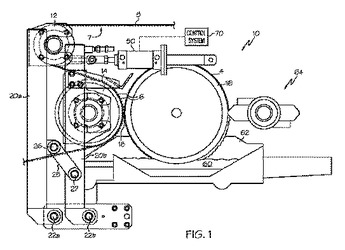 (もっと読む)
(もっと読む)
多層膜の形成方法
【課題】粘度が異なる複数の塗工液を塗布して樹脂層を形成する際に、微細な塗工ムラを生じさせることのない多層膜の形成方法を提供。
【解決手段】樹脂層形成装置として、フィルムを所定速度で搬送するバックアップローラ13,23と、バックアップローラ表面にてフィルムに対し樹脂塗工液を吐出する塗工手段と、バックアップローラにフィルムを所定速度で供給する供給ローラ11,21とを備えた樹脂層形成装置を用い、最も高粘度の樹脂塗工液により樹脂層を形成する樹脂層形成装置100において、塗工手段に最も近い供給ローラ11のフィルム搬送速度を一定値に固定し、バックアップローラ13のフィルム搬送速度をその供給ローラ11に追従するように制御し、他の樹脂層形成装置200の供給ローラ21のフィルム搬送速度をフィルムの伸縮に応じて制御する。
(もっと読む)
ペーストの表裏同時塗工方法および装置
【課題】箔に対してペーストの両面同時塗工を行う場合において、塗工部に導入される箔の位置決め精度を向上させて塗工精度を向上させると同時に、両面同時塗工後の箔を安定して搬送することにより、両面同時塗工による塗工品質の確保を可能とする技術を提供する。
【解決手段】一対の表面塗工用ダイ3および裏面塗工用ダイ4の箔搬入側に備える箔規制手段たる表面側ガイドローラ5および裏面側ガイドローラ6により、表面塗工用ダイ3と箔との距離と、裏面塗工用ダイ4と箔との距離が均等となるように箔を保持して、かつ、一対の塗工用ダイ3・4の箔搬出側に備える張力付与手段たるテンションローラ7により、ペースト塗工後の箔に弛みが生じないように張力を付与する構成とする。
(もっと読む)
101 - 120 / 314
[ Back to top ]