
Fターム[4E002AD13]の内容
Fターム[4E002AD13]に分類される特許
21 - 40 / 71
銅張積層板
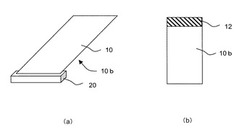
【課題】銅張積層板を配線基板として機器内に組み込む際のハンドリング性に優れ、コネクタに接続される銅張積層板を提供する。
【解決手段】銅箔の片面に樹脂が積層され、樹脂と反対側の銅箔の表面の少なくとも一部にNi下地めっき層が形成され、Ni下地めっき層上であってコネクタ20を接続する部分にAuめっき層12が形成され、Auめっき層を外側として180度密着曲げを行った場合に、銅箔の導通が遮断されるまでの曲げ回数が3回以上である銅張積層板である。
(もっと読む)
超薄膜ベリリウム箔及びその製造方法
【課題】厚さ10μm程度でありながら欠陥密度が小さく、真空気密性に優れた大面積のベリリウム箔を提供する。
【解決手段】ベリリウム箔の厚さが15〜60μmの間で定められた所定のしきい値以下になっていない場合には、第1の圧延工程を繰り返し実行し、その後、ベリリウム箔の厚さがしきい値以下になった場合には、第2の圧延工程をベリリウム箔の厚さが5〜20μmの間でしきい値より小さい値に定められた目標厚さになるまで繰り返し実行する。ここで、第1の圧延工程では、ベリリウム箔とステンレス鋼からなる一対のシースとの間に固体潤滑剤である窒化ホウ素(BN)を塗布してなる積層体を作製し、該積層体の熱間圧延加工を繰り返し行う。第2の圧延工程は、BNを塗布しない以外は第1の圧延工程と同じである。
(もっと読む)
耐折り曲げ性に優れたアルミニウム合金硬質箔およびその製造方法
【課題】耐折り曲げ性に優れ、小さい半径Rで巻いた際にも破断が生じにくいアルミニウム合金硬質箔およびその製造方法を提供する。
【解決手段】質量%で、Fe:1.0〜1.6%、Mn:0.3〜1.0%、Si:0.01〜0.20%を含有し、残部がAlと不可避不純物とからなり、前記不可避不純物中でMg:0.02%未満の組成を有し、引張強度が190〜280MPa、伸びが4〜8%であり、望ましくは、厚さが12〜35μmであるアルミニウム合金硬質箔とする。本発明の製造方法では、上記組成のアルミニウム合金材に、最終冷間圧延時の圧下率が92.5〜99.9%となる圧延を施す。
(もっと読む)
銅箔及びそれを用いた銅張積層板
【課題】銅張積層板に用いたときに曲げ性に優れた銅箔及びそれを用いた銅張積層板を提供する。
【解決手段】厚み5〜30μm、圧延平行方向の表面粗さRa≦0.1μmで、かつ350℃で0.5時間焼鈍後の加工硬化指数が0.3以上0.45以下の銅箔。更に、半軟化温度が150℃以下、又は、無酸素銅若しくはタフピッチ銅又は無酸素銅若しくはタフピッチ銅にAg及びSnの群からなる1種以上を合計500質量ppm以下含む。更に、銅箔の片面に樹脂層を積層した所定寸法の試料による180度密着曲げにおける破断するまでの曲げ回数が4回以上であること。最終冷間圧延時の総加工度が85%以上であり、かつ最終3パスでの油膜当量を以下の条件として圧延してなる銅箔。但し、最終パスの2つ前の油膜当量;25000以下、最終パスの1つ前の油膜当量;30000以下、最終パスの油膜当量;35000以下。
(もっと読む)
多孔金属箔のロール成形方法及びその方法で成形したコイル状多孔金属箔

【課題】加工が容易であり、加工コストの低減が図れ、金属箔に所定の配置・開口率で微細孔明け加工を行い、該加工での、環境または加工そのものにより発生する塵・加工屑・微粉を排除するロール成形方法及びその方法で製造された金属箔の提供。
【解決手段】厚さ50μm以下の金属箔を、表面に微細な凸型を形成した金属製の成形ロールと該金属箔を挟んで対向する弾性体受けロールにて明け等の連続加工を行うロール成形システムである。また、加工直後の第1受けロールの弾性体に埋め込まれた加工屑・微粉を、高速回転する複数の弾性繊維ブラシロールの動作で払い落とす。また成形ロールの回転方向に先方に、複数の受けロールを配設し、更には複数の弾性繊維ブラシロールを配置してハーフカットへの対応及び加工屑・箔表面付着微粉・塵を排除する。
(もっと読む)
アルミニウム合金およびその製造方法
【課題】低ヤング率を有しながら圧延加工性に優れたアルミニウム合金、該アルミニウム合金を圧延してなるアルミニウム合金箔、セラミック基板の少なくとも一方の面に該アルミニウム合金箔が接合されたセラミック配線基板、該セラミック配線基板を用いた実装構造、さらに、該アルミニウム合金、該アルミニウム合金箔、該セラミック配線基板の製造方法も提供する。
【解決手段】Al相と、Al4Ca相とを含むアルミニウム合金であって、該Al4Ca相がAl4Ca晶出物を含み、該Al4Ca晶出物の長辺の平均値が50μm以下である。該アルミニウム合金の製造方法は、AlおよびCaを含む金属を溶融する溶融工程(A)、および得られた溶融物を冷却する冷却工程(B)を含み、前記冷却工程(B)において、前記溶融物が液相線以上の温度を有するときに、前記溶融物に超音波を付与してAl4Ca晶出物を晶出させる。
(もっと読む)
拡散接合しにくいステンレス箔およびその製造方法
【課題】高温での耐酸化性に優れ、かつ拡散接合しにくいステンレス箔およびその製造方法を提供する。
【解決手段】質量%で、C:0.05%以下、Si:2.0%以下、Mn:1.0%以下、Cr:13.0〜30.0%、Al:3.0〜10.0%、N:0.10%以下、Ti:0.02%以下、Zr:0.005〜0.20%、REM:0.03〜0.20%を含み、残部がFeおよび不可避的不純物からなる組成を有し、表面には皮膜厚みが30〜200nmであり、そのうちAl2O3の皮膜厚みが全皮膜厚みの50%以上を占める酸化皮膜を有し、かつ表面粗度Raが0.5〜1.5μmであることを特徴とする拡散接合しにくいステンレス箔。
(もっと読む)
リチウム箔積層体の製造方法
【課題】フレア等の不具合の生じないリチウム箔積層体の製造方法を提供する。
【解決手段】圧延装置Aにおいて、一次箔10aを、3つの圧延ロール11a〜11cにより、順次薄くして、厚み100nm〜30μm程度のリチウム箔10を形成する。その際、揮発性物質からなる潤滑剤13を圧延ロール11a〜11c表面またはリチウム箔10表面の少なくとも一方に供給する。その後、積層装置Bにおいて、圧延されたリチウム箔10を基材フィルム30に積層する。その際、潤滑剤13は、リチウム箔10が圧延されてから、積層されるまでの領域Rcにおいて、ほぼ全てが揮発する。よって、リチウム箔10と基材フィルム30との間には、潤滑剤13がほとんど介在していない。基材フィルム30の材種の選択に際し、リチウム箔10との反応だけを避ければよいので、基材フィルム30の選択の幅が拡大する。
(もっと読む)
圧延機及び圧延銅箔並びにフレキシブルプリント基板
【課題】圧延銅箔の表面を均一に粗すことができ、圧延銅箔の低粗度化及びFPCの微細配線化が図れる圧延機及び圧延銅箔並びにフレキシブルプリント基板を提供する。
【解決手段】フレキシブルプリント基板に使用される圧延銅箔3を製造する圧延ロール4、5を有する圧延機1において、前記圧延ロール4が表面に均一な凹凸8を有する金属製圧延ロ―ルからなる。
(もっと読む)
圧延銅箔
【課題】表面を平滑にして屈曲性に優れると共に、製造が容易な圧延銅箔を提供する。
【解決手段】JIS-B0601-2001に従い接触式で表面粗さを測定したとき、{(圧延直角方向の算術平均粗さRas[μm])−(圧延平行方向の算術平均粗さRap[μm])}≧0.02[μm]であり、かつRasが0.04μmを超える圧延銅箔である。
(もっと読む)
圧延銅箔の製造方法および圧延銅箔
【課題】フレキシブルプリント配線板等の可撓性配線部材に適した高屈曲特性を有する圧延銅箔を安定して効率良く(すなわち、低コストで)製造する製造方法を提供する。
【解決手段】本発明に係る圧延銅箔の製造方法は、生地焼鈍の後で最終冷間圧延工程前の圧延銅箔において、前記圧延銅箔の圧延面に対するX線回折2θ/θ測定により得られる結果における銅結晶のX線回折ピークの強度比が「I{200}Cu / I{220}Cu ≧10」であり、最終冷間圧延工程途中の圧延銅箔、および最終冷間圧延工程の後で再結晶焼鈍前の圧延銅箔の全ての段階の銅箔において、前記銅結晶のX線回折ピークの強度比が「I{200}Cu / I{220}Cu ≧1」であることを特徴とする。
(もっと読む)
圧延銅箔およびその製造方法
【課題】 過剰品質で製造コスト高を招く虞のある従来の粗化方法を用いることなく、FPCのような高いピール強度は要求されないが所定の接合性は確保することが必要とされる場合に、それに対応可能な程度の適度な表面粗さを確保することを可能とした圧延銅箔およびその製造方法を提供する。
【解決手段】 銅箔材段階の圧延銅箔1の板厚を変動させて行く圧延を行った後、粗度調節仕上工程として、粗度調節仕上用ロール3を用いて、その銅箔材の圧延銅箔1の板厚の変動を意図することなしに、その銅箔材の圧延銅箔1の表面粗さRzを、圧延を行った後のその銅箔材の圧延銅箔1の表面粗さよりも粗くなるように粗化して、表面6を所望の表面粗さRzに調節してなる圧延銅箔1を製造する。
(もっと読む)
エンボス圧延加工用ロールおよび銅条・銅箔の製造方法
【課題】生産能率や製造歩留まりの低下を引き起こすことなく、銅条材や銅箔材の表面に所望の寸法の微細な凸状の立体パターンを常に正確かつ均一に形成することが可能なエンボス圧延加工用ロール、銅条・銅箔の製造方法を提供する。
【解決手段】エンボス凹型穴15が無限軌条状のベルト材の外周面に形成され、かつエンボス凹型穴15に連なりベルト材の厚さ方向を貫通するように伸びてその方向へと余剰な圧延油を逃がすように設定された圧延油逃し孔3が形成された金型本体ベルト1と、金型本体ベルト1の内周面に外周面が接触してその外周面の回転運動を金型本体ベルト1の内周面に伝達することで、金型本体ベルト1を無限軌条的に運動させるためのロール軸体2と、ロール軸体2と共に金型本体ベルト1に対して所定のテンションを掛け、エンボス圧延加工用ロール10を用いて、凸状の立体パターンを被加工物である銅条材の表面に形成する。
(もっと読む)
金属シート成形用ロールおよび金属シートの成形方法
【課題】金属の塑性変形を利用して金属シート表面に凸部を成形できる金属シート成形用ロールおよびそれを用いる金属シートの成形方法を提供することである。
【解決手段】 同一の軸線を有する第1胴部10、第2胴部11、12および軸部13、14を含み、第1胴部10を、その表面に複数の凹部が形成されるロール部材とし、第2胴部11、12を、第1胴部10の軸線方向の両端面20a、20bから第1胴部10に離反する方向に延び、その径が第1胴部10の軸線方向端部の径よりも小さいロール部材とし、軸部13、14を、第2胴部11、12の軸線方向の端面21a、21bから第1胴部10に離反する方向に延び、その径が第2胴部11、12の径よりも小さいロール部材とし、第1胴部10と第2胴部との間に段差がある金属シート成形用ロールを用いて金属シートを加圧成形する。
(もっと読む)
エンボス圧延加工用ロールおよび銅条・銅箔の製造方法
【課題】 生産能率や製造歩留まりの低下を引き起こすことなく、被加工物の銅条材や銅箔材の表面に所望の寸法の微細な凸状の立体パターンを常に正確かつ均一に形成する。
【解決手段】 所望の凸状の立体パターン9を被加工物(銅条材5)の表面に形成するためのエンボス凹型穴15が中空円筒状のスリーブ材の外周面に形成され、かつ前記エンボス凹型穴15に連なり前記スリーブ材の円筒中心方向へと伸びて当該方向へと余剰な圧延油8b、8cを逃がすように設定された圧延油逃し孔3が形成された金型本体スリーブ1と、外周に前記金型本体スリーブ1が同軸的に重ね合わされて、前記金型本体スリーブ1と共に回転するように設定されたロール軸体2とを備えて、圧延油8aを用いつつ前記金型本体スリーブ1の外周面を前記ロール軸体2と共に回転させながら前記被加工物である銅条材5の表面に押圧させることで、前記凸状の立体パターン9を前記被加工物(銅条材5)の表面に形成する。
(もっと読む)
圧延銅箔及びその製造方法
【課題】優れた屈曲特性を有し、同時に良好なマイクロエッチング特性を持った圧延銅箔及びその製造方法を提供する。
【解決手段】屈曲寿命が1.0×106回以上である圧延銅箔を作製し、その圧延銅箔の表面に機械研磨を施すものである。
(もっと読む)
電解コンデンサ用アルミニウム箔およびその製造方法
【課題】電解コンデンサ用アルミニウム箔をエッチングする際の粗面化率を向上させる。
【解決手段】質量比で、Si10〜30ppm、Fe10〜30ppm、Cu20〜80ppm、Pb0.6〜1.5ppm、(Zr、V、Mn、Zn、Ga、Na)のうち一種又は二種以上合計で10〜50ppm、REM0.1〜10ppmを含有し、残部が不可避不純物と99.9%以上のAlからなる組成を有し、厚さ100μm以上、125μm未満のアルミニウム箔を、不活性ガスまたは還元性ガスもしくはこれらの混合ガス雰囲気で500℃以上、6時間以上の最終焼鈍を行う。エッチングに際し、ピットを効果的かつ均一に生成して粗面化率を向上できる。
(もっと読む)
圧延銅箔およびその製造方法
【課題】フレキシブルプリント配線板等の可撓性配線部材に対する更なる高屈曲特性の要求に対応するために、優れた屈曲特性を有しかつ低コストな圧延銅箔を提供する。
【解決手段】本発明の圧延銅箔は、最終冷間圧延工程の後で再結晶焼鈍前の圧延銅箔であって、圧延面を基準としたX線回折極点図測定により得られる結果で、極点図測定のα角度=45°におけるβ走査で得られる銅結晶の{220}Cu面回折ピークがβ角度の少なくとも90±5°毎に存在して4回対称性を示す結晶粒が存在する特徴を有する。
(もっと読む)
金属箔材の製造方法
【課題】 エンボス圧延ロールのエンボス金型における凹状の立体的パターンの空間内が圧延油の充満に因って塞がれた状態となることを回避すると共に、金属箔材のエンボス金型への固着を回避して、エンボス金型における凹状の立体的パターンを転写してなる凸状のパターンを確実かつ正確に形成する。
【解決手段】 エンボス圧延プロセスに先立って、圧延油8がエンボス圧延ロールであるワークロール1のエンボス金型における凹状の立体的パターン10の空間内に所定量を超えて充満することなく、かつ金属箔材5がエンボス金型に固着することのないように、金属箔材5の表面上における圧延油8の被膜圧延油量を調節して、金属箔材5の表面に圧延油8aを塗油した状態としておき、その後、ワークロール1を回転させながら金属箔材5の表面に押圧することで、金属箔材5の表面にエンボス金型の凹状の立体的パターン10を転写してなる凸状のパターン9を含んだエンボスパターンを形成する。
(もっと読む)
電解コンデンサ電極用アルミニウム材の製造方法
【課題】厚さが125〜250μmの電解コンデンサ電極用アルミニウム材において、高い(100)面方位占有率を得て高静電容量を達成できるものを製造する。
【解決手段】Al純度が99.9質量%以上であって、Si:3〜30質量ppm、Fe:3〜18質量ppm、Cu:5〜70質量ppmを含有し、残部が不純物からなるアルミニウム材料に対して、均質化処理を施した後、熱間圧延工程において、材料温度が500℃〜610℃で圧延を開始するとともに、熱間加工率97.5〜99%で圧延を施し、その後、冷間圧延工程において、中間焼鈍を施すことなく、冷間加工率R(%)と冷間圧延上がりの厚さT(μm)とが、−40R+4000≦T≦−100R+10000(但し、125≦T≦250)の関係を満たすように圧延を施し、さらに最終焼鈍を施す。
(もっと読む)
21 - 40 / 71
[ Back to top ]