
Fターム[4E002BC05]の内容
Fターム[4E002BC05]に分類される特許
101 - 120 / 491
銅合金の製造方法及び銅合金
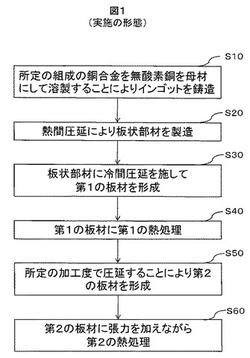
【課題】従来の銅合金に比べて高い導電率、高い強度、及び高い曲げ加工性を有すると共に、耐応力緩和性に優れた銅合金の製造方法及び銅合金を提供する。
【解決手段】本発明に係る銅合金の製造方法は、金属元素を含む銅合金を準備する原料準備工程と、金属元素を含む銅合金を溶製してインゴットを鋳造する鋳造工程と、インゴットにから板状部材を形成する板状部材形成工程と、板状部材を冷間圧延して第1の板材を形成する冷間圧延工程と、第1の板材に加熱処理を施して加熱処理済み第1板材を形成する第1の熱処理工程と、加熱処理済み第1板材に、1パスあたりの予め定められた加工度で冷間圧延を施して第2の板材を形成する圧延工程と、第2の板材に張力を加えつつ加熱処理を施す第2の熱処理工程とを備える。
(もっと読む)
板厚方向の耐疲労亀裂伝播特性に優れた厚鋼板およびその製造方法
【課題】板厚方向の耐疲労亀裂伝播特性に優れた厚鋼板およびその製造方法を提供する。
【解決手段】C:0.03〜0.15%と、Si、Mnを調整して含み、さらにTi:0.005〜0.050%、Nb:0.001〜0.1%のうちから選ばれた1種または2種を含有する鋼素材を、900〜1350℃の温度に加熱し、表面温度で1000〜850℃の、オーステナイト部分再結晶温度以上の温度域で、累積圧下率:10%以上の第一の圧延と、表面温度が900〜600℃の温度域の、表面から板厚方向に2mmの位置から板厚の3/10位置までに相当する範囲および/または前記厚鋼板の裏面から板厚方向に2mmの位置から板厚の7/10位置までに相当する範囲が二相組織となる温度域で、1パスの平均圧下率が5.0%未満でかつ累積圧下率:50%以上となる第二の圧延とからなり、該第二の圧延の圧延終了温度が表面温度で600℃以上である熱間圧延を施す。
(もっと読む)
カップ成形後の寸法精度に優れる冷延鋼板、めっき鋼板およびその製造方法
【課題】 従来の深絞り用冷延鋼板は、高い平均r値が得られるものの、r値の面内異方性も同時に小さくすることは困難であった。そのため、加工度の高い深絞り加工等を行うと、カップ成形は可能であっても、加工後の寸法精度、特にカップの縦壁部の板厚精度は機械部品の仕様を満足できないことがあった。
【解決手段】 深絞り用冷延鋼板を60%以下の冷間圧延率で製造することにより、平均r値は大きくならないが、r値の面内異方性が小さい材料とすることができる。これをカップ成形の素材として用いると、寸法精度が極めて良好な機械部品が得られる。
(もっと読む)
強度・延性バランスに優れた高張力厚鋼板およびその製造方法
【課題】船舶等に使用して好適な、板厚6mm以上の高張力厚鋼板およびその製造方法を提供する。
【解決手段】フェライト相を主相とし、残部が、パーライト、ベイナイト、マルテンサイトの1種以上からなる複合組織を有する高張力厚鋼板であって、前記フェライト相は、平均粒径:3μm以下の微細フェライト相を面積率で30%以上含み、且つ、Cuを含んだ粒径20nm未満の析出物が分散析出している鋼板。質量%で、C :0.02〜0.08%、Si:0.03〜0.50%、Mn:0.1〜2.0%、Al:0.1%以下、N:0.01%以下、Cu:0.5〜3%、必要に応じてNi,Cr,Mo、Nb,V,Tiの一種または二種以上を含有し、残部がFeおよび不可避的不純物からなる鋼片を、1000℃〜1250℃に加熱した後、板厚中心部の平均冷却速度が2℃/s以上で、(Ar3−100℃)以下まで冷却した後、(Ar3-100℃)以下、550℃以上の温度域で累積圧下率80%以上の圧延を行う。
(もっと読む)
エッチング加工用素材の製造方法及びエッチング加工用素材

【課題】 高精細パターンを形成するリードフレームやマスク用途であっても、優れたエッチング加工が可能なエッチング加工用素材の製造方法及びエッチング加工用素材を提供する。
【解決手段】 質量%で、C:≦0.01%、Si:≦0.5%、Mn:≦1.0%、Ni:30〜50%を含有し、残部がFe及び不純物を含み、板厚が0.02〜0.15mmのエッチング加工用素材の製造方法であって、仕上冷間圧延の最終パスを10%以下の圧下率とし、且つ、前記仕上圧延のロールには、円周方向に研磨痕を形成し、円周方向と直角方向の粗さがRa:0.10〜0.25μmとしたロールを用いて圧延速度を1.2m/s以上で行なうエッチング加工用素材の製造方法。
(もっと読む)
熱間圧延における変形抵抗予測方法
【課題】従来のような大域的な近似モデルは作成せず、従来に比べ精度の高い変形抵抗を予測することができる、熱間圧延における変形抵抗予測方法を提供することを課題とする。
【解決手段】熱間圧延における変形抵抗に影響を与える因子および前記変形抵抗を、それぞれ説明変数および目的変数とし、過去のそれぞれの実績データをデータベースとして蓄える、データベース作成工程と、これから予測しようとする変形抵抗に対応する前記説明変数のデータを要求点データとして入力する、要求点データ入力工程と、前記データベース内に蓄えたデータと前記要求点データとの距離計算を行い、この計算した距離が短いデータを近傍データとして選択する、近傍データ選択工程と、選択された近傍データに基づいて、要求点近傍を局所的にフィッテイングする局所モデルを作成する、局所モデル作成工程と、作成された局所モデルと前記要求点データに基づいて、変形抵抗を予測する。
(もっと読む)
優れた冷間成形性を有するマグネシウム合金板材及びその製造方法
【課題】優れた冷間成形性を有するマグネシウム合金板材及びその製造方法を提供する。
【解決手段】展伸用のマグネシウム合金であって、1.0〜5.0質量%のアルミニウムと、0.2〜2.0質量%の亜鉛と、0.05〜1.0質量%のマンガンと、残部がマグネシウムと不可避の不純物とからなるマグネシウム合金の板材を、固相線温度より50℃低い温度から固相線温度までの温度範囲で、一回又は複数回で高温圧延した後、それより低温度で仕上げ圧延を行うことを特徴とするプレス成形用マグネシウム合金板材の製造方法、及び当該方法で作製したプレス成形用マグネシウム合金材。
【効果】アルミニウム合金並みの冷間成形性を有するマグネシウム合金板材を提供することができる。
(もっと読む)
脆性亀裂伝播停止特性に優れた構造用高強度厚鋼板およびその製造方法
【課題】板厚50mm以上の船舶、海洋構造物、低温貯蔵タンク、建築・土木構造物等の大型構造物に使用して好適な脆性亀裂伝播停止特性に優れた高強度厚鋼板およびその製造方法を提供する。
【解決手段】
板厚中央部における圧延面での{100}<011>方位強度が1.7以上、かつ板厚1/4部における圧延面での{100}<011>方位強度が0.3以上の集合組織を有し、圧延方向に平行な断面の板厚中央部におけるミクロ組織のアスペクト比が4.0以下であり、板厚1/4部におけるシャルピー破面遷移温度が―40℃以下で、好ましくは鋼組成が、質量%で、C:0.03〜0.20%、Si:0.03〜0.5%、Mn:0.5〜2.0%、Al:0.005〜0.08%、P、S、N:0.0050%以下、必要に応じてTi、Nb、Cu、Ni、Cr、Mo、V、B、Ca、REMのいずれか1種、または2種以上を含有し、残部がFeおよび不可避的不純物からなる。
(もっと読む)
耐サワーラインパイプ用鋼板の製造方法
【課題】鋼片の加熱温度を低下させた場合や、鋼板の板厚が薄い場合は、熱間圧延中に温度が低下し易いため、熱間圧延の加熱温度や板厚の変動に対応することが可能な、耐サワー性に優れたラインパイプ用鋼板の製造方法を提供する。
【解決手段】C、Si、Mn、Nb、Tiを含有し、Al、P、Nを制限し、更に、Ca:0.001〜0.004%を含有し、S:0.0008%以下、O:0.0030%以下に制限し、Ca、O、及び、Sの含有量が、[Ca](1−124[O])/1.25[S]>3.0を満足する鋼片を、1000〜1250℃に再加熱後、粗圧延、仕上げ圧延、加速冷却を行う。加速冷却の冷却開始温度Tcと、C量とMn量との比[C/Mn]が、4≦Tc×[C/Mn]≦32を満足し、加速冷却の冷却速度を10〜40℃/s、停止温度を200〜500℃とする。
(もっと読む)
熱間圧延薄鋳造ストリップ品及びその製造方法
双ロール鋳造機を組立て、遊離酸素含有量が20〜75ppmで、鋳造ストリップが0.25重量%未満の炭素、0.9〜2.0重量%のマンガン、0.05〜0.50重量%のケイ素、0.01重量%超で0.15重量%以下のリン及び0.01重量%未満のアルミニウムからなるような組成を有する溶鋼の鋳造溜めを形成し、鋳造ロールを互いに逆回転させて鋼ストリップを形成し、10%及び35%圧下での機械的特性が降伏強さ、引張り強さ、破断伸びについて10%以内であるようストリップを熱間圧延し、300〜700℃の温度でストリップを巻取ることにより微細構造の大部分がベイナイトと針状フェライトで構成されることを含む段階により造られる熱間圧延鋼ストリップ。鋼は0.20〜0.60%の銅及び0.08%もの低含有量のマンガンを含んでもよい。  (もっと読む)
(もっと読む)
冷延鋼板の製造方法
【課題】冷間圧延後の製品エッジ部の性状、および、トリミングによる押し込み疵を防止して、品質が良好な冷延鋼板を安定して製造する方法を提供する。
【解決手段】酸洗前の熱延鋼板のエッジ部に対して、上下対の円形回転刃を上下から所定の深さまで押し当てて、エッジ部を未分離状態までせん断を施し、次いでそれぞれのエッジ部に設置され、エッジ部のみを挟圧可能な狭幅ロールにより挟圧してエッジ部を切り離したのち、酸洗および総圧下率30%以上の冷間圧延を施す。
(もっと読む)
厚鋼板およびその製造方法
【課題】低温での溶接熱影響部靭性と600MPa以上の高強度を両立した厚鋼板の提供
【解決手段】質量%で、C:0.02〜0.10%、Si:0.1〜0.5%、Mn:1.0〜2.0%、P:0.02%以下、S:0.01%以下、Ni:0.1〜1.0%、sol.Al:0.005〜0.08%、Ti:0.003〜0.02%、Nb:0.005〜0.03%、N:0.003〜0.007%、B:0.0002〜0.0020%およびO:0.003%以下、ならびに、Cu:0.1〜0.6%、Cr:0.05〜0.60%、Mo:0.02〜0.10%およびV:0.01〜0.05%から選択される一種以上の元素を含有し、残部が鉄および不純物からなり、Ti/Nが1.0〜3.0、下記(1)式から求められるK値が150〜250、鋼板の硬度が表面で250〜330Hv、板厚中央部で230以下である厚鋼板。 (もっと読む)
(もっと読む)
大断面鋳片からの太丸製品の製造方法
【課題】大断面鋳片から、熱間圧延により、内部欠陥の少ない優れた太丸製品を得ることができる方法を提供する。
【解決手段】断面積が4000cm2以上の大断面鋳片から熱間圧延により直径20cm以上の太丸製品を製造するに際し、大断面鋳片に均熱炉で1回目の加熱処理を行ない、次にプレス装置で二方向から1回目の圧下処理を行なった後、再び均熱炉で2回目の加熱処理を行ない、次にプレス装置で二方向から2回目の圧下処理を行なってから、熱間圧延して、太丸製品とした。
(もっと読む)
引張強さが1500MPa以上の高強度鋼板およびその製造方法
【課題】引張強さが1500MPa以上の高強度鋼板およびその製造方法を提供する。
【解決手段】成分組成として、Si+Mn:1.0%以上を含有する。主相組織は、フェライトと炭化物が層をなしており、さらに、炭化物のアスペクト比が10以上で、かつ、前記層の間隔が50nm以下である層状組織が組織全体に対する体積率で65%以上である。さらに、フェライトと層をなす炭化物のうちアスペクト比が10以上かつ圧延方向に対して25°以内の角度を有している炭化物の分率が面積率で75%以上とすることで、圧延方向の曲げ性および耐遅れ破壊特性が優れることになる。上記鋼板は、パーライト組織を主相とし、残部組織におけるフェライト相が組織全体に対する体積率で20%以下であり、パーライト組織のラメラ間隔が500nm以下である組織を有し、ビッカース硬さがHV200以上の鋼板に対して、圧延率:60%以上(好適には75%以上)で冷間圧延を施すことで得られる。
(もっと読む)
耐遅れ破壊特性および溶接性に優れる高強度厚鋼板およびその製造方法
【目的】耐遅れ破壊特性および溶接性に優れる高強度厚鋼板とその製造方法を提供する。
【解決手段】
質量%で、C:0.18%以上、0.23%以下、Si:0.03%以上、0.5%以下、Mn:1.0%以上、2.2%以下、P:0.020%以下、S:0.010%以下、Nb:0.003%以上、0.10%以下、Ti:0.005%以上、0.030%以下、Al:0.01%以上、0.10%以下、B:0.0003%以上、0.0030%以下、N:0.006%以下を含み、Pcmが0.33%以下である成分組成を有し、マルテンサイト組織分率が90%以上であり、降伏強度が1300MPa以上であり、引張強度が1400MPa〜1650MPaであり、かつ旧オーステナイト結晶粒の平均アスペクト比(AR)と引張強度(TS)との関係が、AR≧([TS]−1400)×0.004+1.8の関係を満たす。
(もっと読む)
高強度及び冷鍛性に優れた高耐食フェライト系ステンレス鋼の製造方法
【課題】 冷鍛性に優れた特性と高強度の両者を具備した、フェライト系ステンレス鋼の製造方法を提案する。
【解決手段】 質量%で、C:0.10%以下、Si:1.00%以下、Mn:1.00%以下、Ni:0.50%以下、Cr:15.00〜20.00%、N:0.02%〜0.05%を含有し、残部Feおよび不可避的不純物からなり、C+N:0.05%〜0.10%であり、且つ圧延条件について、鋼塊の加熱温度を1050℃〜1100℃とし、熱間圧延終了時の温度が1000℃以下、加工率が合計で少なくと80%となるように熱間圧延を行い、その後の冷却速度を10℃/分以上で実施し、鋼中のマルテンサイト率を20〜40%に制御すること、また、熱処理条件について、前記の圧延条件によって製造された鋼材について、熱処理温度700℃〜750℃で2〜4時間保持し、その後の冷却速度を300℃/時以下で実施することを特徴とする、高強度及び冷鍛性に優れたフェライト系ステンレス鋼の製造方法。
(もっと読む)
ニッケル冷間圧延コイル、及びニッケル冷間圧延コイルの製造方法
【課題】冷間圧延工程における圧延摩耗粉による問題を抑制し得るニッケル冷間圧延コイルを提供して、高い生産性と歩留まりをもってニッケル冷間圧延コイルを製造し得る製造方法を提供することを目的としている。
【解決手段】本発明に係るニッケル冷間圧延コイルは、質量で、99.0%以上のニッケルと、4〜100ppmのホウ素とを含有してなる熱間圧延コイルに、少なくとも1回の冷間圧延が実施されて形成されていることを特徴としている。
(もっと読む)
金属から成るストリップを製造するための方法とこの方法を実施するための生産装置
鋳造されたストリップが、粗ストリップとして、まず、保護ガス下にある組織を均質化するための第1のプロセスを通過し、次いで、粗ストリップが、その後に肉厚リダクションのための圧延プロセスを受ける前に、少なくとも1つの別の熱処理を受ける、熱間圧延された金属から成るストリップを製造するための方法及び生産装置において、肉厚リダクションの後、粗ストリップが、最後に分離装置を通過し、仕上げ圧延された熱間ストリップとして後続の粗ストリップから分離される前に、均質化もしくは組織構造の再結晶化をするための第2のプロセスを通過する。 (もっと読む)
冷延鋼板およびその製造方法
【課題】引張強度(TS)が980MPa以上1180MPa以下でありながら、降伏応力(YS)が400MPa以上700MPa以下、引張強度(TS)と全伸び(El)との積(TS×El値)が13000MPa・%以上、最小曲げ半径が2.5t以下という優れた加工性を有し、さらに耐型かじり性に優れる高強度冷延鋼板を提供する。
【解決手段】C:0.08〜0.20%、Si:0.05〜0.8%、Mn:2.0〜3.0%、P:0.020%以下、S:0.01%以下、Al:0.1%以下およびN:0.01%以下を含有し、さらに、TiおよびNbの1種または2種を下記式(1)を満たすように含有し、残部がFeおよび不純物からなる鋼組成を有し、フェライトおよびベイナイトを合計で80面積%以上ならびに残留オーステナイトを5〜20面積%含有し、前記フェライトおよびベイナイトの平均粒径が0.5〜3.0μm、前記残留オーステナイト中のC濃度が0.5〜1.2質量%、さらに前記フェライトおよびベイナイト中に存在する粒径が1〜15nmの析出物の数密度が100〜5000個/μm2である鋼組織を有し、引張強度が980〜1180MPa、降伏応力が400〜700MPaである機械特性を有し、さらに、表面粗さがRaで0.40〜1.2μmである表面性状を有することを特徴とする冷延鋼板である。
0.05≦Ti+(1/2)Nb≦0.20 ・・・・・・・(1)
この式(1)中のTiおよびNbは各元素の含有量(単位:質量%)を示す。
(もっと読む)
圧延銅箔の製造方法および圧延銅箔
【課題】フレキシブルプリント配線板等の可撓性配線部材に適した高屈曲特性を有する圧延銅箔を安定して効率良く(すなわち、低コストで)製造する製造方法を提供する。
【解決手段】本発明に係る圧延銅箔の製造方法は、生地焼鈍の後で最終冷間圧延工程前の圧延銅箔において、前記圧延銅箔の圧延面に対するX線回折2θ/θ測定により得られる結果における銅結晶のX線回折ピークの強度比が「I{200}Cu / I{220}Cu ≧10」であり、最終冷間圧延工程途中の圧延銅箔、および最終冷間圧延工程の後で再結晶焼鈍前の圧延銅箔の全ての段階の銅箔において、前記銅結晶のX線回折ピークの強度比が「I{200}Cu / I{220}Cu ≧1」であることを特徴とする。
(もっと読む)
101 - 120 / 491
[ Back to top ]