
Fターム[4E002BC05]の内容
Fターム[4E002BC05]に分類される特許
41 - 60 / 491
冷間圧延方法
【課題】圧延効率に優れた冷間圧延方法を提供する。
【解決手段】本発明の冷間圧延方法は、2以上の圧延スタンドを備える冷間タンデムミルを用い、1以上の上記圧延スタンド及び/又は被圧延材に、基油、界面活性剤及びエラストマーを含む金属圧延油組成物又はその分散物を供給し、被圧延材を冷間圧延加工する方法である。
(もっと読む)
銅合金板条およびその製造方法

【課題】高強度と良好な曲げ加工性をあわせ持つリン青銅を提供する。また上記の特性を持つリン青銅の製造方法を提供する。
非対称圧延法を用いた圧延でBrass方位またはGoss方位の方位密度を規定して高強度および良好な曲げ加工性を兼ね備えた銅合金板を提供する。
【解決手段】質量%で、Sn:2.5〜11.0%、P:0.03〜0.35%、残部がCuおよび不可避不純物からなり、Brass方位:{0 1 1}<2 −1 1>方位の方位密度が3以下を満たす銅合金板条。
(もっと読む)
自動車用アルミニウム合金板及びその製造方法
【課題】安定化処理を施すことなく、成形性及び形状凍結性に優れたAl−Mg系合金板を製造する。
【解決手段】Mg:3.0〜3.5mass%、Fe:0.05〜0.3mass%、Si:0.05〜0.15mass%を含み、さらにMn:0.1mass%未満に規制し、残部実質的に不可避的不純物とAlからなる溶湯を、双ベルト式鋳造機により1/4厚みにおける冷却速度が20〜200℃/secとなるよう厚さ5〜15mmの薄スラブを鋳造してコイルに巻き取った後、ロール粗度Ra:0.2〜0.7μmのロールにより冷延率60〜98%の冷間圧延を施し、CALにより保持温度400〜520℃で連続的に、あるいはバッチ焼鈍炉により保持温度300〜400℃で最終焼鈍を施した後、レベラーで歪矯正することを特徴とするプレス成形性、肌荒れ性および形状凍結性に優れた自動車用アルミニウム合金板の製造方法を採用する。
(もっと読む)
非調質低降伏比高張力鋼板およびその製造方法
【課題】建築構造物部材用として好適な、非調質低降伏比高張力厚鋼板を提供する。
【解決手段】C:0.05〜0.10%、Mn:1.2〜1.8%、S:0.0010〜0.0030%、Ti:0.005〜0.020%、N:0.0030〜0.0060%を含み、Ti/Nが2.0〜4.0を満足するように含有し、さらに、Cu、Ni、Cr、V、Bのうちから選ばれた1種または2種以上を含有し、さらに、不純物元素としてNb、Moを、Nb:0.004%以下、Mo:0.04%以下に制限し、Ceqが、0.35〜0.48を満足する組成とする。そして、少なくとも、表層部を、フェライトと、硬質相としてパーライト、ベイナイト、マルテンサイトのうち1種または2種以上を有し、フェライトの平均結晶粒径が4.0〜18.0μmとする組織とし、表層部の平均硬さが225HV以下で、表層部と板厚中央部との硬度差を60HV以下とする。
(もっと読む)
Al−Mg系合金熱延上り板の製造法
【課題】Mgの増量に依存することを避けながら、高強度、結晶粒微細化および表面性状に優れるだけでなく、低コストで製造できる熱間圧延板の有効な製造法を提供すること。
【解決手段】均熱鋳塊を熱間粗圧延したのち最終熱間仕上圧延し、Al−Mg系合金熱延上り板を製造する方法であって、250℃以上・400℃以下の加工温度および50%を超える圧下率の条件下において、10/s以上のひずみ速度で最終熱間仕上圧延することを特徴とするAl−Mg系合金熱延上り板の製造法。
(もっと読む)
双ロール式縦型鋳造装置及び複合材料シート製造方法
【課題】アルミニウム・ケイ素合金の縦型双ロール式鋳造法で安定的にシートを採取する方法を提供する。
【解決手段】アルミニウムシリコン合金と炭化ケイ素粉末とを混合した複合材又はケイ素含有率が7%を超えるアルミニウム・ケイ素合金をシートに製造する双ロール式縦型鋳造装置であって、間隔を空けて対向した2つの銅製又は溶湯に接触する部分の厚みが10mm以下の軟鋼製にてなる一対の水冷回転ロールと水冷回転ロール12、14と、水冷回転ロール12、14上に溶湯16を受けるための堰20とを有し、堰20が、水冷回転ロール12、14の回転軸12A、14Aと平行な2つの板状の主堰22、24と、主堰22、24の端をつなぐ横堰42、44とからなり、主堰22、24の下端が水冷回転ロール12、14の表面と接触又は2mm以下の隙間を形成し、横堰42、44の側面が水冷回転ロール12、14の表面と接触又は2mm以下の隙間とする。
(もっと読む)
リチウムイオン二次電池ラミネートケース用フェライト系ステンレス鋼箔および製造法
【課題】リチウムイオン二次電池ケース用のラミネートシートに用いるフェライト系ステンレス鋼箔であって、それを用いたラミネートシートにおいて良好なプレス成形性および熱融着部での優れた耐剥離性が発揮されるステンレス鋼箔を提供する。
【解決手段】質量%で、C:0.050%以下、Si:0.10〜1.00%、Mn:1.00%以下、Cr:11.0〜14.0%、Al:0〜0.003%、N:0.050%以下、残部Feおよび不可避的不純物からなる組成を有する厚さ40〜150μmのステンレス鋼箔であって、箔厚をt、箔中に存在する非金属介在物の箔厚方向粒子径をkとするとき、個々の非金属介在物がk/t≦0.02の関係を満たし、非金属介在物の面積割合が0.1%以下に調整された表面を箔の少なくとも片面に有するリチウムイオン二次電池ラミネートケース用フェライト系ステンレス鋼箔。
(もっと読む)
強度、導電率及び曲げ加工性に優れたチタン銅及びその製造方法
【課題】強度、導電率及び曲げ加工性に優れたチタン銅及びその製造方法を提供する。
【解決手段】0.5〜4.5質量%のTiを含有し、残部がCu及び不可避不純物からなり、Ti濃度が8.5質量%以下の粒界反応相と、Ti濃度が15質量%を超える安定相との面積比である(粒界反応相の面積)/(安定相の面積)が14以上であって、0.2%耐力が850MPa以上、導電率が18%IACS以上であり、JIS H 3130に規定するW曲げ試験を圧延方向に直角な方向に行った際、割れの生じない最小曲げ半径(MBR、単位:mm)と板厚(t、単位:mm)との比(MBR/t)が1以下であるチタン銅である。
(もっと読む)
高純度フェライト系ステンレス鋼の分塊圧延方法
【課題】丸ビレットへの分塊圧延時に、捩れや倒れが発生せず、かつ、シワ疵が発生しないようにする。
【解決手段】質量%で、C≦0.01%、N≦0.01%、Cr:17〜20%、Ni≦0.5%の高純度フェライト系ステンレス鋼製の横断面が円形でない鋳片を、孔型圧延により熱間加工し、横断面が円形の丸ビレットに分塊圧延する方法である。圧下前の鋳片の横断面の高さh0と幅b0の比h0/b0を2.0以下、鋳片の加熱温度を1000℃〜1200℃とする。下記式を満たす圧下率((圧下前の鋳片の高さh0−圧下後の鋳片の高さh1)/圧下前の鋳片の高さh0)(%)で分塊圧延する。
圧下率≦−10.619×(圧下前の鋳片の横断面の高さh0と幅b0の比h0/b0)+23.298。
【効果】捩れや倒れが発生せず、かつ、シワ疵が発生しないように高純度フェライト系ステンレス鋼を丸ビレットに分塊圧延できる。
(もっと読む)
冷延鋼板の製造方法
【課題】冷間圧延後の製品エッジ部の性状不良を防止して、品質が良好な冷延鋼板を安定して製造する方法を提供する。
【解決手段】熱間圧延後の鋼板を酸洗した後に冷間圧延して所定の寸法の冷延鋼板を製造する方法において、冷間圧延前の鋼板のエッジ部をトリミングする際に、トリマー装置のクリアランスGを鋼板の板厚hに対して、G/hが0.15以上、0.25以下の条件にてトリミングを行った後、冷間圧延の各パスの圧延荷重を、全パス中での最大値に対する最小値の比率が0.75以上となるように設定し、総圧下率85%以上の冷間圧延を施す。
(もっと読む)
可逆式圧延機の制御装置及びテーパー形状の形成方法
【課題】材先端部の口割れを修正するために実施する材先端部のテーパー処理において、所望のテーパー形状を安定して得られるようにする
【解決手段】ロールR1,R2間から圧延材Wを引き抜く際のミル速度の実績値cを取得し、予め設定したテーパー量a及びテーパー長さbとミル速度の実績値cとから計算される圧下速度dに従って圧下装置2の圧下動作を制御する。そして、圧下量が予め設定したテーパー量に達したら圧下装置2の圧下動作を停止させる。
(もっと読む)
電子部品用銅又は銅合金圧延箔及びその製造方法
【課題】従来の銅又は銅合金圧延箔より高い耐折性を持つ圧延箔を提供する。
【解決手段】厚さ200μm未満であり、EBSD法にて測定した全ての結晶粒界長さLに対する特殊粒界長さLσの比率(Lσ/L)が60%以上であり、銅又は銅合金からなる鋳塊の熱間圧延工程の後に、粗冷間圧延及びその歪みを除去する焼鈍処理を行い、その後、仕上げ圧延及び熱処理を行って、粗冷間圧延前の板厚と仕上げ圧延後の板厚から計算される総圧延率が93%以上で、厚さを200μm未満の圧延箔とする冷間圧延工程とを有するとともに、前記仕上げ圧延及び熱処理は、圧下率が5〜25%の仕上げ冷間圧延と、被加工材の再結晶温度をTs(℃)としたときに、熱処理温度Ta(℃)を(Ts−150)<Ta<(Ts+150)とし、熱処理時間を5〜3600秒とした仕上げ再結晶熱処理とを行って、圧延箔を部分再結晶化させる。
(もっと読む)
銅又は銅合金部材の製造方法とその部材並びに半導体パッケージ
【課題】本発明の目的は、表面粗さが低く、ロールスクラッチのない表面特性を有し、めっきの密着性に優れた銅又は銅合金部材の製造方法とその部材並びにこれをリードフレーム材として備える半導体パッケージを提供する。
【解決手段】本発明は、フィルムラッピング処理された算術平均粗さ(Ra)が0.02μm以上0.05μm未満である表面粗さを有するロールを用いて、圧下量を10〜50μmの範囲内で仕上げ圧延を行う銅又は銅合金部材の製造方法にあり、その製法によって得られ、材料表面に長さが50μm以上及び幅が3μm以上である突起状のロールスクラッチが存在しないこと、更に、材料表面の算術平均粗さ(Ra)が0.05μm以下及び最大高さ(Rz)が0.08μm以下である銅又は銅合金部材にある。
(もっと読む)
フレキシブルプリント配線板用銅箔及びその製造方法
【課題】屈曲部を有するFPCに好適な銅箔を提供する。
【解決手段】柔軟性樹脂基板と銅箔から形成された配線とを備え、配線の少なくとも一箇所の屈曲部における稜線が銅箔の長さ方向と2.9〜87.1°の角度を成すフレキシブルプリント配線板の配線部材として用いられる銅箔であって、360℃×6分間の熱処理を施して該銅箔を再結晶させると、厚み方向のX線回折で求めた(200)面の強度(I)が微粉末銅のX線回折で求めた(200)面の強度(I0)に対してI/I0≧25である立方体集合組織が発現し、さらに銅箔の長さ方向に対し45°方向の伸びが、銅箔の長さ方向に対し0°および90°方向の伸びの4倍以上である伸び特性が発現するフレキシブルプリント配線板用銅箔。
(もっと読む)
H形鋼の圧延設備および圧延方法
【課題】ウェブ両端部に板厚増厚部を有するH形鋼を圧延にて製造するH形鋼の圧延設備および圧延方法を提供する。
【解決手段】本発明に係るH形鋼の圧延設備1は、粗造形圧延機2と、少なくとも一つ以上の中間ユニバーサル圧延機3を有する中間圧延機群と、仕上ユニバーサル圧延機5とを備え、粗造形圧延機2の上下ロール21a、21bのウェブ圧延部分には凸状の段差部を有さず、少なくとも中間ユニバーサル圧延機3の上下水平ロール31a、31bの幅中央部分にH形鋼最終製品のウェブに付与する板厚差の1/2以上の高さの凸状段差部を有することを特徴とするものである。
(もっと読む)
塗装耐食性と疲労特性に優れた熱延鋼板およびその製造方法
【課題】スケール層を有する熱延鋼板に電着焼付塗装を施した場合であっても、スケールと地鉄との密着性を損なうことが無く、且つ、良好な化成処理皮膜を形成することが可能な、塗装耐食性と疲労特性に優れた熱延鋼板およびその製造方法を提供する。
【解決手段】スケール層中のマグネタイトの体積分率を60%以上、かつ、前記マグネタイトの平均結晶粒径を3μm以下とし、スケール/地鉄界面の粗さを平均粗さRaで1.5μm以下とする。
(もっと読む)
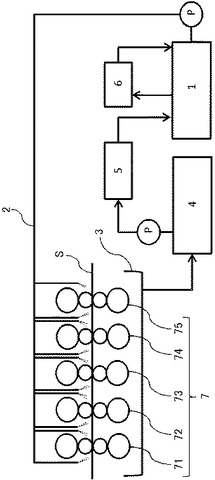
帯鋼の冷間仕上圧延方法および冷間仕上圧延装置
【課題】板厚が2.5mm以下の帯鋼を、微少な表面疵を確実に生じることなく、所要の厚みに冷間仕上圧延する帯鋼の冷間仕上圧延方法、およびこれに用いる冷間仕上圧延装置を提供する。
【解決手段】板厚tが2.5mm以下の帯鋼s1に対し、1.0〜10%の圧下率により冷間仕上圧延を施す上下一対のワークロールw1,w2と、係るワークロールw1,w2の入側INにおける上記帯鋼s1のパスラインPSの上下に対向して配置した油含有冷却液W,wのノズル管(噴射手段)6,ノズル孔(噴射手段)9と、係るノズル管6,ノズル孔9におけるワークロールw1,w2側に隣接する位置において、帯鋼s1のパスラインPSの上下にそれぞれ配置した合成ゴム製の第1ワイパ2a,2bと、ワークロールw1,w2の出側OUTにおける冷間仕上圧延後の帯鋼s2のパスラインPSの上下にそれぞれ配置した合成ゴム製の第2ワイパ12a,12bと、を含む、帯鋼s1の冷間仕上圧延装置1。
(もっと読む)
パーライト系レールの圧延方法
【課題】本発明は熱間圧延の仕上圧延工程前に意図的にレール頭部のコーナー部を冷却してから圧延を施すことで、頭頂部よりもオーステナイトを微細化することで、熱間圧延後の加速冷却にて冷却速度が速くなるコーナー部でのパーライト変態を促進させる。
【解決手段】質量%で、C:0.65〜1.40%、Si:0.10〜2.00%、Mn:0.10〜2.00%を含有し、残部がFeおよび不可避的不純物からなる組成を有するレール圧延用鋼片を再加熱後、粗圧延、中間圧延、仕上圧延を行いレールとする工程において、中間圧延後にレール頭部のコーナー部を850℃以上かつ、レール頭頂部と比較して30〜80℃低い温度に冷却し、しかる後に圧延パス数が2パス以上かつ圧延パス間を10秒以下とする連続仕上圧延を施す際に、レール頭部のコーナー部の各パスの圧下量の合計値(Rc)が頭頂部の各パスの圧下量の合計値(RT)の比(Rc/RT)が1.2以上となるように圧延を行うパーライト系レールの圧延方法。
(もっと読む)
鉄合金、鉄合金部材およびその製造方法
【課題】制振部材に用いられる加工性に優れた鉄合金、および、この鉄合金からなり優れた制振性を示す鉄合金部材を提供する。
【解決手段】本発明の鉄合金は、全体を100%としたときに、3〜8%のCrと、3〜8%のGaと、0.3〜2.1%のMnと、残部がFeと不可避不純物および/または改質元素とからなることを特徴とする。
(もっと読む)
銅張積層板
【課題】銅張積層板を配線基板として機器内に組み込む際のハンドリング性に優れ、コネクタに接続される銅張積層板を提供する。
【解決手段】銅箔の片面に樹脂が積層され、樹脂と反対側の銅箔の表面の少なくとも一部にNi下地めっき層が形成され、Ni下地めっき層上であってコネクタ20を接続する部分にAuめっき層12が形成され、Auめっき層を外側として180度密着曲げを行った場合に、銅箔の導通が遮断されるまでの曲げ回数が3回以上である銅張積層板である。
(もっと読む)
41 - 60 / 491
[ Back to top ]