
Fターム[4E002BD08]の内容
金属圧延一般 (9,037) | 圧延付帯及び関連設備 (1,845) | 加熱・保熱 (300)
Fターム[4E002BD08]に分類される特許
61 - 80 / 300
ばね用鋼の製造方法
【解決課題】
鋼材のフェライト脱炭を抑制して疲労特性を確保しつつ、しかも過冷を防止して伸線時の加工性を改善するばね用鋼の製造方法を提供することを主たる解決課題とする。
【解決手段】
C:0.35〜0.65%(質量%、以下同様)、Si:1.4〜3.0%、Mn:0.1〜1.0%、Cr:0.1〜2.0%、P:0.025%以下(0を含まない)、S:0.025%以下(0を含まない)、残部がFeおよび不可避的不純物からなる鋼材を、加熱炉抽出後、仕上前温度を1000℃未満として熱間圧延し、仕上圧延後、1000〜1150℃の範囲に5sec以下保持して巻き取った後に冷却速度2〜8℃/sで750℃以下に冷却し、その後、巻取りから150sec以上かけて600℃まで徐冷することを特徴とするばね用鋼の製造方法。
(もっと読む)
鋼板の製造方法および鋼板の製造設備
【課題】 加熱および圧延の能率を阻害することなく、種々の厚鋼板において表面疵の発生を防止することができる鋼板の製造方法およびその製造設備を提供すること。
【解決手段】 鋼板の製造方法は、連続鋳造されたスラブを高温状態で加熱炉4に装入した後に圧延するホットチャージプロセスにより鋼板を製造する方法であって、加熱炉4の入側に冷却装置2を設置し、前記冷却装置2によりスラブを強制冷却してスラブ表面をフェライト変態させてから前記加熱炉4に装入する。
(もっと読む)
厚鋼板の製造方法および製造設備

【課題】被圧延材に対する加熱位置の調整(位置合わせ)が極めて簡易であり、比較的簡素な設備でもって被圧延材の先尾端部の加熱を行うことが可能となる、厚鋼板の製造方法および製造設備を提供する。
【解決手段】加熱炉における加熱処理後の被圧延材に対し粗圧延および仕上圧延を行う厚鋼板の製造方法であって、前記粗圧延前または前記粗圧延中に前記被圧延材を90度回転させて幅出し圧延を行い、前記幅出し圧延における前記被圧延材の90度回転後に、前記被圧延材の先尾端部を再加熱する、厚鋼板の製造方法が提供される。
(もっと読む)
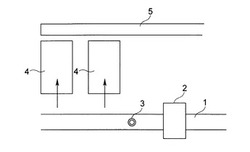
金属スラブの加熱方法
【課題】熱間圧延ラインにおいて、金属スラブ(例えば、鋼スラブ)を加熱炉で加熱するに際して、燃料原単位の低減と熱間圧延ラインの生産性向上を図ることができる金属スラブの加熱方法を提供する。
【解決手段】鋼スラブ2を加熱炉7a、7b、7cで加熱するに際して、鋼スラブ2を予備加熱するための予備加熱装置1を設置しておき、加熱炉7a、7b、7cに装入しようとする鋼スラブ2の温度が目標温度の範囲から外れている場合には、当該鋼スラブ2を予備加熱装置1で加熱して前記目標温度の範囲内にしてから、加熱炉7a、7b、7cに装入する。
(もっと読む)
マグネシウム板材のコイル圧延方法
【課題】成形性に優れるマグネシウム板材を得るための製造方法を提供する。
【解決手段】コイル状のマグネシウム板材を巻き出す工程と、巻き出された前記マグネシウム板材が圧延ロールに至るまでの間に、該マグネシウム板材を所定の温度に加熱または保温する工程と、圧延ロールの周速度を上下異なるようにして、周速比を1.05から1.40の範囲にして前記マグネシウム板材を圧延する工程と、圧延されたマグネシウム板材を巻取る工程とを有するものとし、好適には、板材のロール入口での温度を100℃から350℃とし、ロール表面温度との和を250℃超620℃未満とする。
(もっと読む)
バーリング性に優れた高降伏比型熱延鋼板及びその製造方法
【課題】強度グレードで370〜490MPa級の引張強度を得つつ、バーリング性に優れた高降伏比型熱延鋼板及びその製造方法を提供する。
【解決手段】所定範囲の成分を含み、下記数式(1)を満足するTi(重量%)を含有し、かつ、SiとMnの合計量をTi量から制限し、残部がFe及び不可避的不純物からなる鋼板であって、そのミクロ組織の90%面積以上が初析フェライトであり、平均結晶粒径が5μm〜12μmであるとともに、展伸度が1.2〜3であり、ミクロ組織の結晶粒内におけるTiC又はNbCからなる析出物の平均粒径が1.5〜3nmであるとともに、その密度が1×1016〜5×1017個/cm3である高降伏比型高バーリング熱延鋼板。 (もっと読む)
(もっと読む)
中〜高炭素鋼線材の連続加工熱処理ライン
【課題】 3方ロールの圧延機や4方ロールの圧延機で製造している中〜高炭素鋼線材よりも、さらなる高強度・高靭性の中〜高炭素鋼線材を製造することができる中〜高炭素鋼線材の加工熱処理ラインを提供すること
【解決手段】 中〜高炭素鋼線材の連続加工熱処理ラインにおいて、素線鋼材を圧延温度に加熱する第1の加熱装置の下流にトータル減面率50%以上を可能とする2方ロール圧延機群および圧延直後5秒以内に冷却を開始する圧延直後冷却装置、鋼材全断面をMf点温度以下に冷却する焼入れ冷却ジャケット、焼き戻し温度に加熱する第2の加熱装置、インデント加工用ロールダイスもしくは寸法調整のためのスキンパスロールダイスと、焼き戻し冷却ジャケットとを順に設置したことを特徴とする中〜高炭素鋼線材の連続加工熱処理ライン。
(もっと読む)
高温鋳片の保熱装置
【課題】 連続鋳造後の高温鋳片を圧延順待ち等のために、一旦貯蔵保管する仮置き用保熱装置であって、保温性能に優れ、搬入・搬出作業が簡単で、省スペースを実現できる保熱装置を提供する。
【解決手段】 高温鋳片の熱放散を防止しつつ保管する高温鋳片の保熱装置であって、高温鋳片の四側面を囲う側壁;前記側壁で構成される箱体の上面開口部を覆う、空隙率80vol%以上のエアロゲルシートを断熱本体とする可とう性を有する断熱シート;前記側壁のうち、対向する2つの側壁上縁に沿って延設されたガイド;及び前記ガイドに沿って移動可能で、且つ前記断熱シートを吊り下げている複数の支持体を備え、前記複数の支持体の移動によって前記支持体間間隔が変えられることにより、前記断熱シートが前記箱体上面開口部を開閉するものである。
(もっと読む)
耐リジング性に優れたフェライト系ステンレス鋼の製造方法
【課題】生産性を低下させることなく、耐リジング性に優れたフェライト系ステンレス鋼を製造する方法を提供する。
【解決手段】質量%で、0.040%≦C≦0.100%、0.20%≦Si≦1.00%、0.30%≦Mn≦1.00%、P≦0.040%、S≦0.010%、Ni≦0.45%、16.0%≦Cr≦18.0%、Mo≦0.50%、Cu≦0.30%、N≦0.050%と、残部がFeと不可避不純物からなり、且つ、
下記式1の値が、55%≦オーステナイト・ポテンシャル≦65%となる成分を有したスラブを1,000℃〜1,200℃の範囲で加熱した後、
粗圧延機で、1パス当たりの圧下率が30%以上の熱間粗圧延を2パス以上行い、
その後、1分以上保持させ、
然る後、仕上げ圧延機の両側に保温炉を備えた可逆式圧延機で、鋼板温度を前記保温炉にて850℃以上に維持した状態で、1パス当たり圧下率30%以上の高圧下仕上げ圧延で、3ハパス以上行って熱間仕上げ圧延を行い、
次いで、900℃以上の温度で4時間以上の均熱下でバッチ焼鈍を行った後、鋼板温度が600℃になるまで自然冷却させることを特徴とするフェライト系ステンレス鋼を製造する製造方法である。
オーステナイト・ポテンシャル(%)
=288(%C)+350(%N)+22(%Ni)+7.5(%Mn)-18.75(%Cr)-54(%Si)+338.5……式1
(もっと読む)
中高炭素鋼板ならびにその熱間圧延方法および製造設備
【課題】 機械特性のばらつきの小さい中高炭素熱延鋼板とその熱間圧延方法および製造設備を提供する。
【解決手段】 質量%でC:0.40〜1.00%を含む中高炭素鋼板について、粗圧延機2にて粗圧延した鋼板をコイルボックス3にて保温したうえ、仕上圧延機4により、最終3段の累積圧下率が25%以上で、出側圧延速度(mm/sec)×出側板厚(mm)が18000mm2/sec以下となり、最終仕上圧延温度をAr3またはArcmから850℃までとする仕上圧延を行う。
(もっと読む)
高炭素鋼レールの製造方法
【課題】高炭素含有のレール鋼片において、仕上げ圧延後にレール頭部表面を加速冷却し、その後、オーステナイト域まで昇温・保持し、更に加速冷却することにより、海外の貨物鉄道で使用されるレール靭性を向上させ、使用寿命を向上させる。
【解決手段】質量%で、C:0.60〜1.20%、Si:0.05〜2.00%、Mn:0.05〜2.00%を含有し、残部がFe及び不可避的不純物からなるレール圧延用鋼片を粗圧延、中間圧延、引き続いて仕上圧延を行い、A3又はAcm線〜1000℃の温度を有したレール頭部表面を、冷却速度2〜20℃/secで450〜680℃まで急冷し、その後、A3又はAcm線〜950℃の温度域まで昇温速度2〜50℃/secで温度上昇させ、その後、当該温度範囲内で1.0〜900sec保持し、さらにその後、冷却速度5〜30℃/secで450〜650℃まで加速冷却することを特徴とする高炭素鋼レールの製造方法。
(もっと読む)
マグネシウム合金圧延板の製造方法
【課題】強度の高いマグネシウム合金圧延板を安定して得るための製造方法を提供する。
【解決手段】マグネシウム合金板を圧延にて製造するにあたり、コイル状のマグネシウム合金板材を巻き出す工程と、その巻き出しから圧延ロールまでの間に、前記マグネシウム合金板を所定の温度に加熱または保温する工程と、加熱または保温した前記マグネシウム合金板を前記圧延ロールによって周速比1.05〜1.40で異周速圧延する工程と、該圧延をしたマグネシウム合金板を巻取る工程からなり、前記圧延ロールのうちの高速ロールに接するマグネシウム合金板材の先進率を、前記工程時にマグネシウム合金板に付与する前方張力の調整によってその値が負にならないように制御する。
(もっと読む)
板厚方向の耐疲労亀裂伝播特性に優れた厚鋼板およびその製造方法
【課題】板厚方向の耐疲労亀裂伝播特性に優れた厚鋼板およびその製造方法を提供する。
【解決手段】C:0.03〜0.15%と、Si、Mnを調整して含み、さらにTi:0.005〜0.050%、Nb:0.001〜0.1%のうちから選ばれた1種または2種を含有する鋼素材を、900〜1350℃の温度に加熱し、表面温度で1000〜850℃の、オーステナイト部分再結晶温度以上の温度域で、累積圧下率:10%以上の第一の圧延と、表面温度が900〜600℃の温度域の、表面から板厚方向に2mmの位置から板厚の3/10位置までに相当する範囲および/または前記厚鋼板の裏面から板厚方向に2mmの位置から板厚の7/10位置までに相当する範囲が二相組織となる温度域で、1パスの平均圧下率が5.0%未満でかつ累積圧下率:50%以上となる第二の圧延とからなり、該第二の圧延の圧延終了温度が表面温度で600℃以上である熱間圧延を施す。
(もっと読む)
鋼板エッジ部の誘導加熱方法
【課題】連続的に搬送される鋼板のエッジ部を誘導加熱装置で加熱するに際し、幅が異なる先行材と後行材の接合部においても目標温度域での加熱を安定的に行える鋼板エッジ部の誘導加熱方法を提供する。
【解決手段】鋼板エッジ部の誘導加熱方法において、予め求めたラップ長Lと昇温量との関係に基づき、接合部における先行材側のラップ長Lと、接合部における後行材側のラップ長Lとが、先行材側及び後材側ともに安定して圧延可能なラップ長となるように、インダクタ51a,51bの接合部における鋼板Sの幅方向の位置P3を予め定めておき、接合部がインダクタ51a,51bを通過する前に、インダクタ51a,51bを先行材定常位置P1から前記位置P3まで移動させ、接合部がインダクタ51a,51bを通過した後に、インダクタ51a,51bを前記位置P3から後行材定常位置P2まで移動させるよう制御する。
(もっと読む)
強度・延性バランスに優れた高張力厚鋼板およびその製造方法
【課題】船舶等に使用して好適な、板厚6mm以上の高張力厚鋼板およびその製造方法を提供する。
【解決手段】フェライト相を主相とし、残部が、パーライト、ベイナイト、マルテンサイトの1種以上からなる複合組織を有する高張力厚鋼板であって、前記フェライト相は、平均粒径:3μm以下の微細フェライト相を面積率で30%以上含み、且つ、Cuを含んだ粒径20nm未満の析出物が分散析出している鋼板。質量%で、C :0.02〜0.08%、Si:0.03〜0.50%、Mn:0.1〜2.0%、Al:0.1%以下、N:0.01%以下、Cu:0.5〜3%、必要に応じてNi,Cr,Mo、Nb,V,Tiの一種または二種以上を含有し、残部がFeおよび不可避的不純物からなる鋼片を、1000℃〜1250℃に加熱した後、板厚中心部の平均冷却速度が2℃/s以上で、(Ar3−100℃)以下まで冷却した後、(Ar3-100℃)以下、550℃以上の温度域で累積圧下率80%以上の圧延を行う。
(もっと読む)
脆性亀裂伝播停止特性に優れた構造用高強度厚鋼板およびその製造方法
【課題】板厚50mm以上の船舶、海洋構造物、低温貯蔵タンク、建築・土木構造物等の大型構造物に使用して好適な脆性亀裂伝播停止特性に優れた高強度厚鋼板およびその製造方法を提供する。
【解決手段】
板厚中央部における圧延面での{100}<011>方位強度が1.7以上、かつ板厚1/4部における圧延面での{100}<011>方位強度が0.3以上の集合組織を有し、圧延方向に平行な断面の板厚中央部におけるミクロ組織のアスペクト比が4.0以下であり、板厚1/4部におけるシャルピー破面遷移温度が―40℃以下で、好ましくは鋼組成が、質量%で、C:0.03〜0.20%、Si:0.03〜0.5%、Mn:0.5〜2.0%、Al:0.005〜0.08%、P、S、N:0.0050%以下、必要に応じてTi、Nb、Cu、Ni、Cr、Mo、V、B、Ca、REMのいずれか1種、または2種以上を含有し、残部がFeおよび不可避的不純物からなる。
(もっと読む)
ラインパイプ用鋼材の製造方法
【課題】歪時効後において引張強度が760MPa以上で、かつ一様伸びに優れるラインパイプ用鋼材を製造する方法を提供する。
【解決手段】C、Si、Mn、Cu、Ni、Mo、Nb、TiおよびAlを所定量含有し、残部はFeおよび不純物からなり、不純物中のP、S、NおよびOが所定量以下である化学組成を有する鋼片または鋼塊を用いて、(1)式から求められるP値が5.9以上で、かつ加速冷却停止温度が400℃以下となる条件で、加熱、圧延および加速冷却を行う。
P=24+66C+2Si−2Mo−0.005Th−0.02Tr−0.002Tc (1)
但し、(1)式中の元素記号(C、SiおよびMo)は、それぞれの元素の鋼中含有量(質量%)、Thは、圧延前の加熱温度(℃)、Trは、圧延仕上温度(℃)、Tcは、加速冷却停止温度(℃)をそれぞれ意味する。
(もっと読む)
耐サワーラインパイプ用鋼板の製造方法
【課題】鋼片の加熱温度を低下させた場合や、鋼板の板厚が薄い場合は、熱間圧延中に温度が低下し易いため、熱間圧延の加熱温度や板厚の変動に対応することが可能な、耐サワー性に優れたラインパイプ用鋼板の製造方法を提供する。
【解決手段】C、Si、Mn、Nb、Tiを含有し、Al、P、Nを制限し、更に、Ca:0.001〜0.004%を含有し、S:0.0008%以下、O:0.0030%以下に制限し、Ca、O、及び、Sの含有量が、[Ca](1−124[O])/1.25[S]>3.0を満足する鋼片を、1000〜1250℃に再加熱後、粗圧延、仕上げ圧延、加速冷却を行う。加速冷却の冷却開始温度Tcと、C量とMn量との比[C/Mn]が、4≦Tc×[C/Mn]≦32を満足し、加速冷却の冷却速度を10〜40℃/s、停止温度を200〜500℃とする。
(もっと読む)
靭性に優れた厚肉耐サワーラインパイプ用鋼板の製造方法
【課題】板厚が25mm以上である鋼板の、耐サワー特性及び落重引裂特性の両立を可能とする、耐サワー性に優れたラインパイプ用鋼板の製造方法を提供する。
【解決手段】C、Si、Mn、Nb、Tiを含有し、Al、P、Nを制限し、更に、Ca:0.001〜0.004%を含有し、S:0.0008%以下、O:0.0030%以下に制限し、Ca、O、及び、Sの含有量が、[Ca](1−124[O])/1.25[S]>3.0を満足する鋼片を、1000〜1150℃の範囲内の、T1≧−7970/(log([Nb]×[C])−3.31)−170を満足する加熱温度T1に加熱し、粗圧延、仕上げ圧延、加速冷却を行う。仕上げ圧延は、板厚が25mm以上になるように、仕上げ温度を800℃以上とし、950℃以下の圧下比を3以上として行い、加速冷却の冷却速度を10〜30℃/s、停止温度を200〜500℃とする。
(もっと読む)
厚鋼板およびその製造方法
【課題】低温での溶接熱影響部靭性と600MPa以上の高強度を両立した厚鋼板の提供
【解決手段】質量%で、C:0.02〜0.10%、Si:0.1〜0.5%、Mn:1.0〜2.0%、P:0.02%以下、S:0.01%以下、Ni:0.1〜1.0%、sol.Al:0.005〜0.08%、Ti:0.003〜0.02%、Nb:0.005〜0.03%、N:0.003〜0.007%、B:0.0002〜0.0020%およびO:0.003%以下、ならびに、Cu:0.1〜0.6%、Cr:0.05〜0.60%、Mo:0.02〜0.10%およびV:0.01〜0.05%から選択される一種以上の元素を含有し、残部が鉄および不純物からなり、Ti/Nが1.0〜3.0、下記(1)式から求められるK値が150〜250、鋼板の硬度が表面で250〜330Hv、板厚中央部で230以下である厚鋼板。 (もっと読む)
(もっと読む)
61 - 80 / 300
[ Back to top ]