
Fターム[4E002BD08]の内容
金属圧延一般 (9,037) | 圧延付帯及び関連設備 (1,845) | 加熱・保熱 (300)
Fターム[4E002BD08]に分類される特許
101 - 120 / 300
圧延機および圧延機の張力制御方法
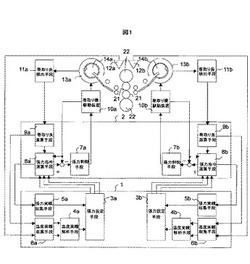
【課題】巻き取り開始後の設定張力を適切に変化させることにより、被圧延材の幅縮み等を抑制して生産安定性を高める。
【解決手段】熱間圧延機(21,22)の入側および出側のそれぞれに被圧延材を巻き取る巻き取り機(13a,13b)を備え、被圧延材を前記巻き取り機内のマンドレルに巻き付け、前記圧延機と巻き取り機との間で前記被圧延材に所定の張力を印加しながら被圧延材を繰り返し圧延する圧延機の張力制御方法において、 前記被圧延材に印加する張力を、被圧延材の両端部において、張力制御が開始される被圧延材の先端部から中間部に向けての所定距離に渡って漸減するように設定した。
(もっと読む)
耐圧潰性に優れた溶接鋼管およびその製造方法
【課題】管の真円度および変形性能を低下させることなく、高生産性かつ低コストで製造できる、耐圧潰性に優れた溶接鋼管を提供する。
【解決手段】質量%で、C:0.03〜0.08%、Si:0.01〜0.50%、Mn:0.50〜1.75%、Al:0.08%以下、Nb:0.005〜0.060%およびTi:0.005〜0.040%を含有し、残部Feおよび不可避的不純物の成分組成を有する溶接鋼管であって、第2相組織の体積分率を2%以下、管の表層と管厚み方向中心部とのビッカース硬さの差を40以内、かつ管周方向の圧縮降伏応力を周方向の引張降伏応力の0.85倍以上とする。
(もっと読む)
軸受鋼鋼材の製造方法

【課題】連続圧延のままで球状化組織を有し、長時間球状化熱処理の省略あるいは短縮が可能な高い量の炭素とクロムを含む軸受鋼鋼材の製造方法を提供する。
【解決手段】C:0.7〜1.2%、Cr:0.8〜1.8%、Mn:0.2〜1.2%、S≦0.015%を含み、Mn/S:20〜170の被圧延材をAe1点〜Aem点に加熱した後、2以上の圧延工程と、最初の圧延工程から最後の圧延工程までの間に1以上の中間冷却工程とを備える全連続式熱間圧延方法により圧延する際、(1)各圧延工程中の被圧延材の表面温度が、680℃〜(Aem点−30℃)、(2)中間冷却工程において、冷却開始から冷却終了後被圧延材の表面温度がAe1点以上に復熱するまでの時間が10s以下、(3)総減面率≧30%、の全てを満足し、さらに圧延終了後、400℃までの温度域を冷却速度を5℃/s以下として最終冷却する。
(もっと読む)
疲労特性と曲げ成形性に優れた機械構造鋼管用熱延鋼板とその製造方法
【課題】疲労特性と曲げ成形性に優れた機械構造鋼管用熱延鋼板とその製造方法を提供する。
【解決手段】本発明の機械構造鋼管用熱熱延鋼板は、鋼の表層部において、ミクロ組織の80%以上がベイナイトであり、ビッカース硬さHvが210以上300以下であり、ベイナイトの長軸長さの平均値が5μm以下であり、平均粒界炭化物粒径が0.5μm以下である。疲労及び曲げ成形での割れの起点となる表層部組織が均一微細ベイナイト主体組織であるので、疲労特性と曲げ成形性が共に優れる。
(もっと読む)
Cu−Ga合金の圧延方法
【課題】Gaの組成比が比較的大きいCu−Ga合金であっても、ヒビが入ったり、割れたり欠けたりすることなく所望の厚さに圧延(加工)することができるCu−Ga合金の圧延方法を提供する。
【解決手段】Cu−Ga合金板の表面温度を380℃〜520℃の範囲内に調節しながら、Cu−Ga合金板の厚さが徐々に薄くなるように、厚さaから厚さb(a>b)まで段階的に複数回、圧延工程を行う。圧延パス(圧延ローラ10・10間の距離)は、1回の圧延工程における、「{(圧延前の厚さ−圧延後の厚さ)/圧延前の厚さ}×100」で表される圧下率が2%以上、9%以下の範囲内になるように設定することが好ましい。或る圧延工程と次の圧延工程との間に、Cu−Ga合金板を再加熱する再加熱工程や、Cu−Ga合金板の反りを除去する反り除去工程を行ってもよい。
(もっと読む)
18−8系ステンレス鋼における加熱炉設定温度変更による圧延時の割れ疵防止方法
【課題】 18−8系ステンレス鋼の熱間圧延のために加熱するブルームの加熱炉の在炉時間に対応して、加熱炉における設定温度を適切に変更することにより熱間圧延温度を変更し、熱間圧延時のブルームコーナー部のフェライト生成量を抑えることで割れの発生を防止する方法を提供する。
【解決手段】 18−8系ステンレス鋼のブルームを熱間圧延のため加熱するために加熱炉の在炉時間が2.5時間以上〜3.5時間未満の場合、加熱炉の設定温度を予熱帯で1160℃〜1180℃、加熱帯で1330℃〜1350℃、均熱帯で1330℃〜1340℃とし、在炉時間が3.5時間〜6.0時間の場合は、予熱帯では上記と同温度とするが、加熱帯で1320℃〜1340℃、均熱帯で1320℃〜1330℃とし、加熱帯及び均熱帯の温度を在炉時間の3.5時間未満の場合に比してそれぞれ10℃ずつ下方に下げてブルームコーナー部の熱間圧延時の割れ疵を防止する。
(もっと読む)
成形加工用マグネシウム合金板およびその製造方法
【課題】 弱電製品等に使用する成形加工用Mg合金板として、深絞り性に優れたものを提供する。
【解決手段】板厚方向表層部と中心部でX線回折による{0002}面の最大集積強度がそれぞれ18未満かつ表層部/中心部の比が0.85〜1.2であるマグネシウム合金板。その製法として、熱間圧延後の帯状板を目標板厚まで薄肉化する際、帯状板は180〜350℃に加熱し、ロール温度は室温〜350℃として、コイル圧延時の入側の設定張力値を、各材料温度における引張耐力の50〜90%とし、その張力を付与した温間圧延工程の中で、周速比1.05〜1.7の異周速圧延を少なくとも1パス以上含み、該異周速圧延における圧下量比率を合計で10%以上とする。
(もっと読む)
熱間圧延設備における鋼材の搬送制御装置及び方法
【課題】全体の搬送効率をできるだけ低下させないで、粗圧延後の粗バーの先端部を加熱できるようにする。
【解決手段】熱間圧延設備では、粗圧延機101、誘導加熱装置103、粗圧延後の鋼材(粗バー)100のクロップを剪断する剪断機104、及び仕上圧延機105が順に配置されている。搬送制御装置200は、粗バー100の搬送速度を剪断機104に通板させるために減速させる際に、減速完了時における粗バー100の先端位置が、誘導加熱装置103の入側位置又はそれよりも上流位置となるように制御する。この場合に、搬送制御装置200では、減速完了時における粗バー100の先端位置が、予め設定した減速完了位置となるように、現在の搬送速度V1と、予め設定した剪断速度V2と、所定の加減速率αとに基づいて減速開始位置を演算する。
(もっと読む)
高疲労寿命焼入れ・焼戻し鋼管およびその製造方法
【課題】素材コストおよび製造コストの増大を抑えなが、高強度化と疲労寿命の一層の向上を図った鋼管であって、特に軽量化が求められる機械構造部材に適した鋼管を提供する。
【解決手段】質量%で、C:0.1〜0.4%、Si:0.5〜1.5%、Mn:0.3〜2%、P:0.02%以下、S:0.01%以下、Cr:0.1〜2%、Ti:0.01〜0.1%、Nb:0.01〜0.1%、Al:0.1%以下、B:0.0005〜0.01%、N:0.01%以下であり、必要に応じてNi:0.5%以下、Ca:0.02%以下、Mo:0.5%以下、V:0.5%以下の1種以上を含有し、残部Feおよび不可避的不純物の組成を有し、鋼管長手方向となる方向に対し直角方向(C方向)の表面粗さRaが0.5μm以下である平滑化表面を少なくとも片面に有する素材鋼板を、その平滑化表面が鋼管の内面になるように溶接造管したのち焼入れ・焼戻し処理して得られる高疲労寿命鋼管。
(もっと読む)
高靱性鋼の製造方法
【課題】マイクロアロイの添加量を増加させることなく低温靱性の優れた鋼を提供する。
【解決手段】質量%で、C:0.01〜0.20%、Si:0.01〜0.80%、Mn:0.20〜2.0%、P:0.020%以下、S:0.0070%以下、sol.Al:0.003〜0.100%を含有し、残部がFeおよび不可避的不純物からなる組成を有する鋼素材を、オーステナイト温度域でかつ1200℃以下に加熱し、オーステナイト再結晶温度域において圧延後、未再結晶上限温度以下、Ar3点以上の温度域での圧延を行うにあたり、当該圧延を2回以上の工程に分け、2回目およびそれ以降の圧延前に、圧延機に近接した誘導加熱装置により、2℃/sec以上の急速加熱を実施して温度補償することにより、未再結晶上限温度以下、Ar3点以上の温度域で70%以上の累積圧下を加え、Ar3点以上の温度から600℃以下に加速冷却することを特徴とする高靱性鋼の製造方法。
(もっと読む)
曲げ加工性および低温靭性に優れる高張力鋼材ならびにその製造方法
【課題】引張強度が600MPa以上の鋼材として好適な曲げ加工性および低温靱性に優れる高張力鋼材ならびにその製造方法を提供する。
【解決手段】旧オーステナイト粒のアスペクト比が20以下、かつ析出物および/または介在物が1000個/μm3以下、かつ、セメンタイトの平均粒子径が60nm以下で、鋼板の板厚1/4位置の{110}面の集積度が0.3〜1.8、鋼板の板厚1/4位置の{211}面の集積度が0.9〜2.4で、質量%で、C、Si、Mn、Al、N、P、S、Oを含有し、必要に応じて、Mo、Nb、V、Ti、Cu、Ni、Cr、W、B、Ca、REM、Mgの一種または二種以上、残部がFeおよび不可避的不純物からなる鋼。上記成分の鋼を、未再結晶域で圧下率が70%以下の熱間圧延後、Ar3変態点以上から2℃/秒以上の平均冷却速度で350℃以下の温度まで冷却し、平均昇温速度1℃/s以上で400℃以上、Ac1変態点以下に焼戻す。
(もっと読む)
曲げ加工性および低温靭性に優れる高張力鋼材ならびにその製造方法
【課題】引張強度が600MPa以上の鋼材として用いて好適な曲げ加工性および低温靱性に優れる高張力鋼材ならびにその製造方法を提供する。
【解決手段】鋼板のミクロ組織において旧オーステナイト粒のアスペクト比が20以下、かつ析出物および/または介在物が1000個/μm3以下で、鋼板の板厚1/4位置の{110}面の集積度が0.3〜1.8、鋼板の板厚1/4位置の{211}面の集積度が0.9〜2.4で、質量%で、C、Si、Mn、Al、N、P、S、Oを含有し、必要に応じて、Mo、Nb、V、Ti、Cu、Ni、Cr、W、B、Ca、REM、Mgの一種または二種以上、残部がFeおよび不可避的不純物からなる鋼。上記成分の鋼を鋳造後、未再結晶域で圧下率が70%以下の熱間圧延によって所定の板厚とし、引続きAr3変態点以上から2℃/秒以上の平均冷却速度で350℃以下の温度まで冷却した後、板厚中心部をAc1変態点以下に焼戻す。
(もっと読む)
靭性および変形能に優れた板厚:25mm以上の高強度鋼管用鋼材およびその製造方法
【課題】板厚:25mm以上の厚肉鋼材あっても、高強度、低降伏比および高靭性を有し、高い衝撃吸収エネルギーと高変形性が得られる鋼管用鋼材を提供する。
【解決手段】C:0.04〜0.08%、Si:0.01〜0.50%、Mn:1.5〜3.0%、P:0.030%以下、S:0.010%以下、sol.Al:0.003〜0.100%、Nb:0.010〜0.040%およびTi:0.010〜0.020%を含有させ、かつCu、Ni、Cr、Mo、VおよびBのうちから選んだ1種または2種以上を含有させ、さらに0.38≦{[%C]+[%Mn]/6+([%Cu]+[%Ni])/15+([%Cr]+[%Mo]+[%V])/5}≦0.60を満足させ、ベイナイトと島状マルテンサイトの合計の面積率が90%以上で、かつ該島状マルテンサイトの面積率が5〜15%を満足させ、さらに該島状マルテンサイトの平均粒径を1.5μm以下とする。
(もっと読む)
超大入熱溶接熱影響部靭性に優れた低降伏比高張力厚鋼板の製造方法
【要 約】
【課 題】 土木,建築,橋梁等の分野で使用される590MPa以上の引張強さと80%以下の降伏比を有するとともに、超大入熱溶接によって高靭性のHAZが得られる超大入熱溶接熱影響部靭性に優れた低降伏比高張力厚鋼板の製造方法を提供する。
【解決手段】 所定量のC,Si,Mn,P,S,Al,Cr,Nb,Mo,V,B,Ti,Ca,N,Oを含有し、さらにCuおよびNiのうちの1種以上を含有し、かつCeqが0.44〜0.49を満足し、Pcmが0.21以下を満足し、ACRが0.2〜0.8を満足し、残部がFeおよび不可避的不純物からなる組成を有する鋼素材を、1000〜1250℃の温度に加熱し、圧延仕上温度を850℃以上とする熱間圧延を施して厚鋼板とし、引き続き加速冷却処理を施し、さらに(Ac1+20℃)〜(Ac1+80℃)の2相域温度に加熱して30分以上保持した後、2相域焼入れ処理を施し、さらに400〜600℃の温度に加熱して保持する焼戻し処理を施す。
(もっと読む)
耐震性に優れた建築構造用590MPa級高降伏比円形鋼管およびその製造方法
【課題】建築鉄骨用途では高強度クラスに位置する引張強度:590MPa級の鋼管について、高強度のまま円形鋼管固有の課題である、引張応力場となる鋼管外面側の硬さを低減することにより、耐震性向上に寄与できる円形鋼管を提供する。
【解決手段】本発明の円形鋼管は、所定の関係式を満足しつつ化学成分組成を調整すると共に、下記(A)〜(C)の要件を満足するものである。
(A)鋼板のミクロ組織は、少なくともアスペクト比が3以上のベイナイトの面積分率が50%以上であり、転位密度ρが1.0×105(m-2)以上、6.0×105(m-2)以下である、
(B)鋼板の表・裏面の夫々から深さ2mmまでの表層部を除く中央部の平均ビッカース硬さHvが180〜280である、
(C)鋼板の表・裏面の夫々から深さ2mmまでの表層部の平均ビッカース硬さHvが、前記中央部の平均ビッカース硬さHvの1.4倍以下である。
(もっと読む)
冷延鋼板およびその製造方法
【課題】クラッチプレートやリング、クラッチディスク等に用いて好適な、高い硬度を備え、また打ち抜き加工時における端面性状および温度上昇時における平坦度に優れた冷延鋼板を提供する。
【解決手段】質量%で、C:0.01〜0.15%、Si:0.03%以下、Mn:0.10〜0.70%、P:0.025%以下、S:0.025%以下、Al:0.01〜0.05%およびN:0.008%以下を含有し、かつこれらの成分が、(C%)+0.15×(Mn%)+0.85×(P%)≧0.21の関係を満足し、残部はFeおよび不可避的不純物の組成にすると共に、フェライト平均粒径が2〜10μmで、未再結晶率が25%以上90%以下の部分再結晶組織とすることにより、硬度をロックウェル硬さHRBで83以上とする。
(もっと読む)
合金の潤滑圧延方法および合金の潤滑圧延装置
【課題】同一種類の潤滑油を用いながら被圧延材の噛み込み性を向上させることができるようにする。
【解決手段】粗圧延機3において潤滑圧延が行われる前に、被圧延材10であるアルミニウム合金の先端部が加熱炉2により加熱される。これにより、アルミニウムおよびマグネシウムの拡散係数や酸化物の生成しやすさ等から、先端部の最表層にマグネシウムが偏析される。よって、粗圧延機3における潤滑圧延時に潤滑油が用いられた際に、先端部の最表層の油性効果が変化され、先端部の摩擦係数が高くなる。
(もっと読む)
棒鋼の製造方法
【課題】従来冷間加工前にオフラインで施されていた熱処理を省略することができる棒鋼の製造方法を提供する。
【解決手段】C:0.05質量%以下を含有するオーステナイト系ステンレス鋼からなる圧延素材を加熱炉及び/又は誘導加熱炉にて加熱し、粗圧延機、中間圧延機及び仕上圧延機にて圧延し、切断機で所定長さに切断する棒鋼の製造方法であって、前記各種圧延機の入り側または出側もしくは前記粗圧延機または前記中間圧延機内のスタンド間の位置において一ヶ所または二ヶ所以上に設置した誘導加熱装置により鋼材温度を上昇させ、前記切断機入り側における鋼材温度を1030℃以上とするとともに、切断後の鋼材を水冷設備にて急速冷却することにより、その後の熱処理工程を省略することを特徴とする棒鋼の製造方法。
(もっと読む)
棒鋼の製造設備
【課題】従来冷間加工前にオフラインで施されていた熱処理を省略することができる棒鋼の製造設備を提供する。
【解決手段】加熱炉及び/又は誘導加熱炉の後段に、粗圧延機、中間圧延機、仕上圧延機及び切断機を有する棒鋼の製造設備であって、前記各種圧延機の入り側または出側もしくは前記粗圧延機または前記中間圧延機内のスタンド間の位置において一ヶ所または二ヶ所以上に誘導加熱装置を有するとともに、前記切断機の出側に切断後の棒鋼を急速冷却する水冷設備を有することを特徴とする棒鋼の製造設備。
(もっと読む)
スケール密着性に優れた鋼材の製造方法
【課題】スケールと地鉄との界面に微細な割れが発生しないスケール密着性に優れた鋼材の製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.20%、Si:0.80%以下、Mn:0.4〜2.5%、P:0.03%以下、S:0.01%以下、Al:0.15%以下を含有し、残部がFeおよび不可避不純物からなる鋼片を950℃以上に加熱後、熱間圧延を施し、800℃以上で仕上げ圧延終了後、直ちに、圧延仕上げ温度から750℃以下までの冷却過程において、冷却温度幅が50℃以下の冷却と5秒以上の復熱過程とからなる熱サイクルを2回以上繰り返して、鋼板表面温度を750℃以下まで冷却することを特徴とするスケール密着性に優れた鋼材の製造方法。
(もっと読む)
101 - 120 / 300
[ Back to top ]