
Fターム[4E002BD08]の内容
金属圧延一般 (9,037) | 圧延付帯及び関連設備 (1,845) | 加熱・保熱 (300)
Fターム[4E002BD08]に分類される特許
21 - 40 / 300
厚中板の製造方法。
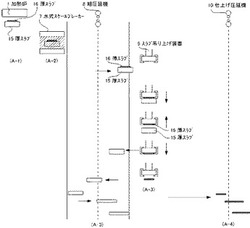
【課題】 薄く長いスラブを使用して、スラブを転回することなく厚中板を製造するに当たり、加熱炉在炉中にスラブの熱間撓みが大きくならないようにすることで、加熱炉抽出に支障が出ないようにしてスラブを加熱し、加熱炉から抽出したスラブの圧延時間を短くして圧延温度を高くし、ミスロールの発生を抑制した厚中板の製造方法を提供する。
【解決手段】 ウォーキングビーム式加熱炉に装入して加熱した2段重ねのスラブを加熱炉から抽出して、2段重ねのスラブのまま脱スケールした後、スラブ吊上げ装置で上段の厚中板用薄スラブを吊上げ、下段の厚スラブは粗圧延機に移送して熱間圧延し、下段の厚スラブを移送した後、スラブ吊上げ装置で吊上げていた上段の厚中板用薄スラブを降ろして仕上圧延機に移送して厚中板に熱間圧延することを特徴とする厚中板の製造方法。
(もっと読む)
加熱炉の制御方法及び厚鋼板の製造方法

【課題】表面スケール疵を発生させることなく厚鋼板に適切な機械的特性を与えることが可能な、加熱炉の制御方法及び厚鋼板の製造方法を提供する。
【解決手段】R基の加熱炉が稼働中の連続加熱炉で複数のスラブを加熱し、スラブを圧延して厚鋼板を製造する際に、圧延後に厚鋼板に表面スケール疵が発生しない目標在炉時間を決定し、圧延能率及び目標在炉時間から、スラブに表面スケール疵が発生しない目標炉内スラブ数を計算し、スラブが加熱炉群に装入される際に加熱炉群内に存在するスラブ数を予測し、予測したスラブ数が、目標炉内スラブ数のα×R/(R−1)倍以上であれば少なくとも1基の加熱炉の加熱能力を低減し、それ以外の場合にはR基の加熱炉の加熱能力を維持し、予測したスラブ数が目標炉内スラブ数以下となるようにスラブの間隔を調整する加熱炉の制御方法とし、該制御方法で制御される加熱炉を用いて厚鋼板を製造する厚鋼板の製造方法とする。
(もっと読む)
橋梁用鋼板の製造方法
【課題】表面疵のない美麗な橋梁用鋼板を製造する。
【解決手段】Si、及び、Nbを含有するスラブを加熱した後、熱間圧延を施して橋梁用鋼板を製造する製造方法において、加熱炉で前記スラブを加熱する際、下記式(1)で定義する過加熱度DOHを、1.1以下に制御することを特徴とする橋梁用鋼板の製造方法。
過加熱度DOH=∫t1t2f(t)dt/{(1170)・(t2−t1)}・・・(1)
f(t):スラブ表面の温度上昇曲線、t1:スラブ表面の温度が1170℃に達した時間、t2:スラブを加熱炉から抽出した時間
(もっと読む)
マグネシウムストリップを製造するための最終圧延装置及びマグネシウムストリップの製造方法
【課題】マグネシウムストリップを最終圧延装置の範囲内でより効果的に加熱する。
【解決手段】薄いマグネシウムストリップ30を製造するための最終圧延装置10に、ロールギャップ31を定義する2つの加工ロール32,33を収容するロール架台11と、コイル29を収容してロールギャップ31にマグネシウムストリップ30を供給するための第1コイラー13と、マグネシウムストリップ30がロールギャップ31を貫通した後、マグネシウムストリップ30を巻くための第2コイラー12とを設ける。予熱炉15による予熱プロセスの後、第1コイラー13及びロール架台11に熱放射からコイル29又はマグネシウムストリップ30を守るフード装置21,22と加熱装置27,37とを設ける。第1コイラー13のフード装置21がコイル29をロール架台11の外方を向くそのハウジング側上のフード装置21に導入するためのコイル通過孔23の役割をする。
(もっと読む)
鋼板エッジ部の加熱方法
【課題】圧延機入り側に設けた誘導加熱装置により、圧延に備えて鋼板エッジ部を加熱する際に、誘導加熱装置及び圧延機間におけるエッジ部の抜熱量を考慮して加熱を行う。
【解決手段】鋼板エッジ部Sa、Sbについて、クーラントによる抜熱量、誘導加熱装置5から第1圧延スタンド6aまでの搬送途中における空冷による抜熱量及びエッジ部から鋼板センター部への熱伝達による抜熱量、誘導加熱装置5から第1圧延スタンド6aまでの間に設けられた蛇行防止用等のロール10と鋼板Sとの接触による抜熱量のそれぞれを演算し、これらの総和を総抜熱量とする。第1圧延スタンド6aのロールバイト温度目標値Tr* と総抜熱量に応じた温度低下分とをもとにエッジヒータ出側温度目標値Thout * を演算し、エッジヒータ入り側の鋼板Sの温度とエッジヒータ出側温度目標値Thout * との差分相当の昇温を行うようにエッジヒータ5a、5bの投入電力を演算する。
(もっと読む)
スケール密着性に優れた熱延鋼板、その製造方法、及びスケール密着性に優れた熱延鋼板の製造設備列
【課題】大がかりな設備や薬剤を使用することなく、鋼板エッジ部において、スケール密着性に優れた熱延鋼板、その製造方法、及び熱延鋼板の製造設備列を提供する。
【解決手段】鋼材を熱間で圧延し、コイル状に巻き取って製造される熱延鋼板の製造方法であって、粗圧延された鋼板に850〜1050℃で仕上圧延を施し、次いで、仕上圧延された熱延鋼板を、500〜650℃の巻取温度でコイル状に巻き取りながら、熱延鋼板の両端面を、端面における温度が巻き取り開始から5分以内に480℃以下となるように冷却し、その後、端面における温度を480℃以下に維持し、次いで、コイル状のまま、端面における温度が400〜480℃の時点から徐冷することを特徴とするスケール密着性に優れた熱延鋼板の製造方法。
(もっと読む)
マグネシウム合金コイル材
【課題】平坦性及び塑性加工性に優れるマグネシウム(Mg)合金コイル材、及びその製造方法、このコイル材を用いたマグネシウム合金部材及びその製造方法を提供する。
【解決手段】Mg合金からなる板状材が円筒状に巻き取られたコイル材であり、その内径が1000mm以下である。このコイル材は、曲げ半径が小さい曲げが加えられた状態でありながら平坦性に優れる。上記板状材の残留応力が30MPa超であり、圧延時に導入された歪みが十分に存在して、塑性加工性に優れる。このコイル材は、Mg合金からなる連続鋳造材に圧延を施した圧延板に矯正加工を施し、得られた加工板を円筒状に巻き取ることで製造される。矯正加工は、圧延板に30MPa〜150MPaの張力を加えた状態で冷間で行う。冷間加工により巻き癖がつき難く、上記歪みが十分に存在し、かつ張力を加えることで割れなどがなく、平坦性・表面性状・塑性加工性に優れるコイル材が得られる。
(もっと読む)
耐食性に優れた低降伏比鋼材およびその製造方法
【課題】490MPa以上の引張強度、80%以下の降伏比及び−20℃以下の破面遷移温度を有し、高騰するエネルギーコストを抑えて安価に製造できる耐食性に優れたに優れた低降伏比鋼材の提供。
【解決手段】質量%で、C:0.05〜0.20%、Si:0.10〜0.50%、Mn:1.0〜2.0%、P:0.05%以下、S:0.02%以下、Nb:0.01%以下、Al:0.003〜0.050%およびSn:0.03〜0.50%を含有し、残部がFeおよび不純物からなる化学組成を有し、ミクロ組織が、平均結晶粒径が3μmを超えて20μm以下のフェライト相、平均アスペクト比が10未満である硬質相および不可避的形成相からなり、かつ、該フェライト相の割合が40%以上で、さらに不可避的形成相の割合が5%以下であることを特徴とする耐食性に優れた低降伏比鋼材。
Cu、Ni、Cr、Mo、Vの1種以上を含有する化学組成を有するものであってもよい。
(もっと読む)
珪素含有鋼スラブの熱間圧延方法
【課題】ある特定の成分系の珪素含有鋼スラブを素材とした熱延板において発生する表面疵を低減する有利な熱間圧延方法を提案する。
【解決手段】C:0.03mass%以下、Si:2.0〜5.0mass%、Mn:0.005〜1.0mass%、sol.Al:0.040mass%以下、N:0.0005〜0.0150mass%、S+Se:0.030mass%以下を含有し、残部がFeおよび不可避的不純物からなる成分組成を有する鋼スラブを再加熱し、熱間圧延するに当たり、上記再加熱における鋼スラブの昇温速度を、再加熱開始から750℃までをR1(℃/分)、750℃〜1050℃までをR2(℃/分)とするとき、R1およびR2が下記式;
20℃/分≧R2≧R1≧2℃/分
の関係を満たすように再加熱した後、熱間圧延する。
(もっと読む)
ステッケルミルの振動を軽減する方法及び装置
【課題】本発明の目的は、調整の観点における振動の軽減のための既知の方法を単純化することである。
【解決手段】本発明は、ステッケルミルにおけるステッケルロールのフラットスポットによって生じる振動を軽減するための方法及び対応する装置に関する。調製可能なロール(3)は、ステッケルファーネスのステッケルロール(1)と圧延機スタンド(5)の駆動装置(2)との間に取り付けられ、圧延素材(6)に接触することができる。本発明は、ロール(3)によって圧延素材(6)上に加えられる力が規定された値に調整されることを特徴としている。
(もっと読む)
非調質低降伏比高張力鋼板およびその製造方法
【課題】建築構造物部材用として好適な、非調質低降伏比高張力厚鋼板を提供する。
【解決手段】C:0.05〜0.10%、Mn:1.2〜1.8%、S:0.0010〜0.0030%、Ti:0.005〜0.020%、N:0.0030〜0.0060%を含み、Ti/Nが2.0〜4.0を満足するように含有し、さらに、Cu、Ni、Cr、V、Bのうちから選ばれた1種または2種以上を含有し、さらに、不純物元素としてNb、Moを、Nb:0.004%以下、Mo:0.04%以下に制限し、Ceqが、0.35〜0.48を満足する組成とする。そして、少なくとも、表層部を、フェライトと、硬質相としてパーライト、ベイナイト、マルテンサイトのうち1種または2種以上を有し、フェライトの平均結晶粒径が4.0〜18.0μmとする組織とし、表層部の平均硬さが225HV以下で、表層部と板厚中央部との硬度差を60HV以下とする。
(もっと読む)
高純度フェライト系ステンレス鋼の分塊圧延方法
【課題】丸ビレットへの分塊圧延時に、捩れや倒れが発生せず、かつ、シワ疵が発生しないようにする。
【解決手段】質量%で、C≦0.01%、N≦0.01%、Cr:17〜20%、Ni≦0.5%の高純度フェライト系ステンレス鋼製の横断面が円形でない鋳片を、孔型圧延により熱間加工し、横断面が円形の丸ビレットに分塊圧延する方法である。圧下前の鋳片の横断面の高さh0と幅b0の比h0/b0を2.0以下、鋳片の加熱温度を1000℃〜1200℃とする。下記式を満たす圧下率((圧下前の鋳片の高さh0−圧下後の鋳片の高さh1)/圧下前の鋳片の高さh0)(%)で分塊圧延する。
圧下率≦−10.619×(圧下前の鋳片の横断面の高さh0と幅b0の比h0/b0)+23.298。
【効果】捩れや倒れが発生せず、かつ、シワ疵が発生しないように高純度フェライト系ステンレス鋼を丸ビレットに分塊圧延できる。
(もっと読む)
鋼板内の材質均一性に優れた高強度高靭性厚肉鋼板及びその製造方法
【課題】鋼板の板厚方向および板幅方向の硬さのばらつきを効果的に軽減して、鋼板内の材質均一性を向上させた高強度鋼板を提供する。
【解決手段】質量%で、C:0.02〜0.15%、Si:0.01〜1.0%及びMn:0.5〜2.0%を含有し、残部がFeおよび不可避的不純物の組成とし、鋼組織をフェライトとベイナイト組織とし、さらに板厚方向の硬さのばらつきをビッカース硬さΔHVで50以下、かつ板幅方向の硬さのばらつきをビッカース硬さΔHVで50以下とする。
(もっと読む)
連続鋳造鋳片の脱水素方法
【課題】省スペースでかつ効率的に鋳片に脱水素処理を施すことが可能な、連続鋳造鋳片の脱水素方法を提供する。
【解決手段】連続鋳造鋳片の脱水素方法であって、バーナーを設置した徐冷カバー内に複数の鋳片を収容し、前記鋳片の鋼種に応じ、前記バーナーによって前記徐冷カバー内の雰囲気を加熱して、前記鋳片の温度をAr3点よりも低い温度で、かつ水素の拡散係数の値がAr3点における値よりも大きくなる温度に保持しながら、前記鋳片を徐冷して脱水素を行うことを特徴とする連続鋳造鋳片の脱水素方法。前記バーナーの雰囲気加熱により前記鋳片をAr3点よりも100〜300℃低い温度に保持することが好ましい。また、前記バーナーの雰囲気加熱により前記鋳片を前記所定の温度に保持する時間は、前記鋳片を圧延して得られる鋼板において要求される水素濃度に応じて設定することが好ましい。
(もっと読む)
異形断面条材の製造方法
【課題】コイル交換後の作業開始時に生じる板厚変動を低減することにより、仕上げ圧延時の不良発生を防ぎ、歩留を向上させ製造コストを低減することができる異形断面条材の製造方法を提供する。
【解決手段】圧延加工面が先端側からV字状に末広がりとなっている突起部61a,61bを有する平盤状V型ダイス60と、平盤状V型ダイス60の圧延加工面に対向して設けられた遊星圧延ロール71とを備えた異形断面条材製造装置70を用い、平盤状V型ダイス60と遊星圧延ロール71との間に平板状条材73を導入して平板状条材73を異形断面条材82へ圧延加工する異形断面条材の製造方法において、平盤状V型ダイス60に温度調整機構1を設け、異形断面条材製造装置70の停止時に平盤状V型ダイス60の温度低下を防止する方法である。
(もっと読む)
マグネシウム合金コイル材
【課題】平坦性に優れるマグネシウム合金コイル材及びその製造方法、このコイル材を用いたマグネシウム合金部材及びその製造方法を提供する。
【解決手段】マグネシウム合金からなる板状材が円筒状に巻き取られたコイル材であり、その内径が1000mm以下である。このコイル材から切り取った反り量用試験片1を水平台100に載置したとき、試験片1の幅wに対する、両者1,100の隙間110における鉛直方向の最大距離hの割合が0.5%以下である。このコイル材は、マグネシウム合金を連続鋳造した鋳造材に圧延を施し、得られた圧延板に温間矯正加工を施し、得られた加工板を円筒状に巻き取るとき、巻き取り直前の温度を100℃以下にしてから巻き取ることで製造できる。巻き取り直前に十分に低温にすることで、巻き取り後の板状材は、巻回数が多い場合でも幅方向の反りが生じ難い上に、巻き取り径が小さい場合でも巻き癖がつき難く平坦性に優れる。
(もっと読む)
マグネシウム合金コイル材の製造方法
【課題】マグネシウム合金からなる長尺な圧延板を巻き取ったコイル材であって、その全長に亘って厚さのばらつきが小さいマグネシウム合金コイル材、マグネシウム合金コイル材の製造方法、マグネシウム合金用圧延装置、及びマグネシウム合金板を提供する。
【解決手段】繰出しドラム17に配置した素材コイル材を巻き戻して、素材板100の両縁部に切断手段12により切り込みを入れて製品領域部1と細帯部2とに区切り、製品領域部1の両側に細帯部2を沿わせた状態で圧延ロール11に導入して製品領域部1及び細帯部2に温間圧延を施す。圧延が施された製品領域部1(圧延板)及び細帯部2は、巻取りドラム18により同時に巻き取られて、長尺な圧延板が巻き取られてなるマグネシウム合金コイル材が得られる。細帯部2が製品領域部1の幅方向の展伸抑制材及び保温材として機能することで、圧延板の縁部の割れを抑制することができる。
(もっと読む)
低温用厚鋼板およびその製造方法
【課題】低温環境下でも9%Ni鋼並みの耐破壊安全性に優れたNi低減型の低温用厚鋼板を低コストで提供する。
【解決手段】質量%で、C:0.01〜0.12%、Si:0.01〜0.3%、Mn:0.4〜2.0%、P:0.05%以下、S:0.008%以下、Ni:5.0%を超え8.0%未満、Al:0.002〜0.08%、N:0.0050%以下を含有し、残部はFeおよび不純物からなり、常温での降伏強度が590MPa以上である厚鋼板であって、板厚(1/4)t位置での残留γ量が3.0体積%以上であり、かつ平均有効結晶粒径が5.5μm以下であり、次の(1)式で示される値が1.3以上であることを特徴とする耐破壊安全性に優れた低温用厚鋼板およびその製造方法。。
σy,−165℃/σy,RT ・・・・・・(1)式
ここで、σy,−165℃は−165℃における降伏強度[MPa]を、そして、σy,RTは常温における降伏強度[MPa]を、それぞれ表す。
(もっと読む)
鋼帯の誘導加熱方法
【課題】鋼帯の冷間圧延時に破断の発生原因となる耳割れが鋼帯のエッジ部に発生することをエマルジョンの温度をあらかじめ高くしたり誘導加熱装置の加熱量を高めに設定したりすることなく防止することのできる鋼帯の誘導加熱方法を提供する。
【解決手段】鋼帯2を冷間圧延する連続圧延ライン6の入側に配置された誘導加熱装置5により鋼帯2のエッジ部を誘導加熱するに際して、鋼帯2の圧延機入側厚さ、圧延機出側厚さ、圧延機出側速度および圧延機出側温度を測定した後、鋼帯2の圧延機噛み込み直前温度を圧延機入側厚さ、圧延機出側厚さ、圧延機出側速度および圧延機出側温度の各測定値と鋼帯2の冷間圧延条件とから求め、圧延機噛み込み直前温度が鋼帯2の延性/脆性遷移温度以上となるように誘導加熱装置5の出力を制御装置18でフィードバック制御して鋼帯2のエッジ部を誘導加熱する。
(もっと読む)
圧延製品の製造方法および製造プラント
【課題】薄型スラブの技術により、鋳造鋼の全ての品質の製造を可能とするプラントの配置を提供するとともに、小規模のメンテナンス、ロールの交換および/または事故のための長い中断をしないで管理することが可能な圧延方法及びその設備を提供する。
【解決手段】30〜140mmの厚みの薄型スラブに鋳造される全ての品質の鋼材が用いられ、0.7〜20mmの間で変化する厚みの帯状板を得るための圧延ライン10であって、連続鋳造機11と、均質化および必要に応じて加熱を行うトンネル炉15と、荒削りトレイン18a、18b、18cと、急加熱ユニット20と、仕上げトレイン21a〜21eとを備え、荒削りトレインと仕上げトレインを形成するスタンドの数が、前記製品の厚みと薄型スラブの速度との関数として計算され、コイル−トゥ−コイル、準エンドレスまたはエンドレスの3つのモードのうちから1つを選択できる。
(もっと読む)
21 - 40 / 300
[ Back to top ]