
Fターム[4E002BD08]の内容
金属圧延一般 (9,037) | 圧延付帯及び関連設備 (1,845) | 加熱・保熱 (300)
Fターム[4E002BD08]に分類される特許
41 - 60 / 300
熱間圧延ラインにおける圧延ピッチ制御方法
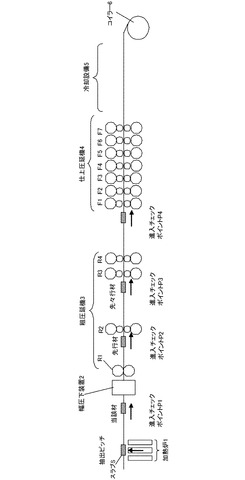
【課題】仕上圧延機に入るスラブの間隔が開かないようにしつつ、歩留落ちや材質異常を引き起こさずに生産性を向上させる。
【解決手段】加熱炉1、幅圧下装置2、粗圧延機3、仕上圧延機4、の各設備によりスラブの加熱および圧延をする際に、各設備のネックピッチの最大値よりも常に早くスラブを抽出する熱間圧延ラインの圧延ピッチ制御。粗圧延上流スタンドR2手前と粗圧延下流スタンドR3手前にスラブの待機ポイントを設け、上流スタンドR2手前の待機ポイントに到達した当該スラブの位置と、圧延中または搬送中の先行スラブの位置から、当該スラブの粗圧延工程での必要待機時間を算出し、粗圧延機出側のスラブ温度の予測値と当該スラブに必要な目標温度との差に基づいて、必要待機時間を、下流スタンド手前の待機時間と上流スタンド手前の待機時間とに分配して前記スラブを各待機ポイントで待機させることにより、スラブの温度を目標温度に制御する。
(もっと読む)
熱延鋼板の製造方法及び溶融亜鉛めっき鋼板の製造方法

【課題】熱間圧延で鋼板表面に酸化スケール(黒皮スケール)の生成を抑制できる熱延鋼板の製造方法を提供する。また、Si含有熱延鋼板に対して、赤スケールに起因する表面欠陥の発生を防止して、良好な外観を有する熱延鋼板の製造方法を提供する。また、不めっきや赤スケールに起因する外観不良の発生を防止して美麗な外観を有する溶融亜鉛めっき鋼板の製造に適した熱延鋼板の製造方法を提供する。また、CGLの加熱炉の形式に係わらず、不めっきや赤スケールに起因する外観不良が発生せず、美麗な外観を有する溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】鋼スラブをスラブ加熱炉にて加熱するスラブ加熱工程、加熱した鋼スラブを粗圧延機及び仕上圧延機で熱間圧延してストリップとする工程、ストリップを巻取り機で巻き取る巻取り工程を行なう熱延鋼板の製造方法において、スラブ加熱工程〜巻取り工程までの工程の雰囲気を非酸化性雰囲気にする。
(もっと読む)
冷間圧延方法
【課題】タンデム式冷間圧延において、ノッチ部を付与した鋼板の耳割れの発生を低減することができる冷間圧延方法を提供する。
【解決手段】先行材と後行材との接合部の幅方向両エッジ部の温度を、誘導加熱装置6によって300℃〜800℃の範囲に加熱することで、当該接合部にせん断加工によってノッチ部を形成したことにより生じる残留歪を回復させる。その後、冷間タンデム圧延機7の入側で噴射するクーラントによって、上記接合部の幅方向両エッジ部の温度を100℃以下まで冷却してから圧延する。これにより、鋼板中央部とエッジ部との温度差を低減し、鋼板の幅方向の変形抵抗差を抑えた状態で、鋼板Sを圧延することができる。
(もっと読む)
鋼板の製造方法
【課題】ブリスターなどの表面欠陥が生じにくい高品質の鋼板を安定して製造することができる鋼板の製造方法を提供する。
【解決手段】各々1対の上部磁極と下部磁極を備えた連続鋳造機を用い、上部磁極と下部磁極に各々印加される直流磁界により溶鋼流を制動しつつ、鋼の連続鋳造を行うことによりスラブを鋳造し、このスラブを熱間圧延して熱延鋼板とし、この熱延鋼板を酸洗した後、冷間圧延するに際し、下記(1)式を満足するように、時間t又は/及び鋼板の最高表面温度Tを制御する。但し、Ho:酸洗終了直後の鋼板中の水素濃度(質量ppm)、Hc:冷間圧延条件により決まる、ブリスターによる表面品質不良が発生する冷間圧延直前の鋼板中の臨界水素濃度(質量ppm)、t:酸洗終了後、冷間圧延開始までの時間(秒)、T:酸洗終了後、冷間圧延開始前における鋼板の最高表面温度(K)である。
Hc/Ho> exp{−0.002×(T+t/100)} …(1)
(もっと読む)
圧延機及び圧延方法
【課題】コイル状に巻かれた長尺の金属板を圧延することに適した圧延機で、金属板の繰り出し端を圧延ロールにまで確実に案内できる圧延機と圧延方法とを提供する。
【解決手段】長尺の金属板Mが巻回される巻き胴12を有するコイラ10と、前記巻き胴12に設けられて金属板Mの端部を保持する端部保持機構12Hと、このコイラ10を収納する箱体12と、コイラ10の金属板Mを所定の温度に加熱する加熱手段と、金属板が箱体の内外に渡るための挿通孔とを有するヒートボックス20と、前記コイラから繰り出された金属板を所定の圧下率に圧延する圧延ロール60とを備える。さらに、巻き胴に巻回された金属板の繰り出し端部をめくり上げるオープナー30と、このオープナーでめくり上げた金属板の繰り出し端部を前記挿通孔に案内する繰り出しガイド部と、前記繰り出し端部近傍の金属板の浮き上がりを押える繰り出しスナバロール40とを備える。
(もっと読む)
厚鋼板の製造設備および複数の厚鋼板の同時製造方法
【課題】厚鋼板のような多サイズ・多品種の鋼板を製造する際に、大幅な圧延能率向上効果を得ることが可能な、厚鋼板の製造設備および複数の厚鋼板の同時製造方法を提供する。
【解決手段】圧延機1及び制御冷却装置2を有する厚鋼板の熱間圧延ラインにおいて、圧延機1の上流側に、圧延途中の圧延材を切断する熱間切断装置3と、圧延途中の圧延材の加熱又は冷却を行う温度調整装置4とを備えている。
(もっと読む)
条鋼の製造方法
【課題】表面の脱炭を抑制すると共に、スケール剥離性にも優れた条鋼を製造するための有用な方法を提供する。
【解決手段】本発明の製造方法は、Si:0.10質量%以上および/またはCr:0.1質量%以上を含有する鋼材を圧延して条鋼を製造する方法であって、複数の圧延機で熱間圧延を行う前に、加熱炉内にて、鋼材の表面温度を900℃以下となるように加熱し、且つ加熱炉抽出から1パス目の熱間圧延までの冷却速度を30℃/秒以下として操業する。
(もっと読む)
Si含有鋼板の製造方法
【課題】鋼板表面温度のバラツキや冷却ムラを低減し、表面性状に優れたSi含有鋼板を製造することのできる有用な方法を提供する。
【解決手段】C:0.02〜0.6%、Si:0.2〜3.0%、Mn:0.2〜3.5%、P:0.02%以下(0%を含まない)、S:0.02%以下(0%を含まない)、Al:0.15%以下(0%を含まない)を夫々含有する鋼材を、加熱炉内の水蒸気濃度を15〜40体積%、酸素濃度を1.0体積%以下とした雰囲気中において、1173〜1300℃で15〜40分加熱し、デスケーリングした後粗圧延を行い、その後仕上げ圧延直前までの雰囲気を、酸素濃度が10体積%以下の窒素雰囲気として酸化する。
(もっと読む)
厚肉低降伏比高張力鋼板の製造方法
【課題】40mmを超える引張強さが550MPa以上の厚肉高張力鋼板において、Q’プロセスを必要とせずに、板厚方向の特性差が小さく1/4t位置と1/2t位置の双方において低降伏比かつ高強度を達成することができる低降伏比高張力鋼板の製造方法を提供すること。
【解決手段】スラブを1000〜1300℃に加熱し、熱間圧延した後、500℃以下の温度まで水冷により加速冷却し、その後Ac1変態点以下の温度で焼戻しを行って、質量%で、C:0.01〜0.18%、Si:0.01〜0.5%、Mn:0.3〜2.5%を含有し、残部がFeおよび不可避不純物からなる板厚40mm以上の厚肉高張力鋼板を製造するにあたり、加速冷却時の板厚方向1/4t位置と板厚方向1/2t位置の少なくとも700〜500℃の温度帯の冷却速度の差が15%以内となるように鋼板の表面からの冷却を制御する。
(もっと読む)
高強度熱延鋼板およびその製造方法
【課題】TSが690〜980MPa、Elが27%以上、λが50%以上で、かつ鋼板内におけるTSのばらつきΔTSが安定して15MPa以下となる高強度熱延鋼板及びその製法を提供する。
【解決手段】高強度熱延鋼板が、質量%で、C:0.060〜0.150、Si:0.1以下、Mn:0.8〜1.8、P:0.030以下、S:0.005以下、Al:0.005〜0.1、N:0.005以下、Ti:0.032〜0.120を含み、残部Fe及び不可避的不純物からなり、C、Ti、Nを数式で規定し、フェライト(F)相とマルテンサイト(M)相を含む第二相とからなり、F相の面積率が65〜80%で、F相とM相の合計の面積率が95%以上であり、F相の面積率のばらつきΔSFが2%以下で、F相と第二相のビッカース硬度差ΔHvが250以下であるミクロ組織を有する。
(もっと読む)
高強度熱延鋼板およびその製造方法
【課題】TSが590〜880MPa、Elが32%以上、λが70%以上で、かつ鋼板内おけるΔTSが安定して15MPa以下となる高強度熱延鋼板及びその製造方法を提供する。
【解決手段】高強度熱延鋼板が、質量%で、C:0.060〜0.150、Si:0.1以下、Mn:0.8〜1.8、P:0.030以下、S:0.005以下、Al:0.005〜0.1、N:0.005以下、Ti:0.032〜0.120、残部がFe及び不可避的不純物からなり、C、Ti、Nを数式で規定し、フェライト(F)相と、ベイナイト(B)相を含む第二相とからなり、組織全体に占めるF相の面積率が65〜80%で、組織全体に占めるF相とB相の合計の面積率が95%以上であり、F相の面積率のばらつきΔSFが2%以下で、F相と第二相のビッカース硬度差の絶対値|ΔHv|が150以下であるミクロ組織を有する。
(もっと読む)
高圧縮強度高靭性ラインパイプ用溶接鋼管及びその製造方法
【課題】鋼板の金属組織を最適化することで、バウシンガー効果による降伏応力低下を抑制し、母材および溶接熱影響部の靱性にも優れた、厚肉のラインパイプ用溶接鋼管を提供することを目的とする。
【解決手段】質量%で、C:0.03〜0.08%、Si:0.10%以下、Mn:1.00〜2.00%、P:0.010%以下、S:0.0030%以下、Al:0.06%以下、Nb:0.005〜0.020%、Ti:0.005〜0.025%、N:0.0010〜0.0060%を含有し、Ti(%)/N(%)が2〜4であり、Ceq値が0.30以上であり、残部がFe及び不可避的不純物からなる鋼管であり、母材の金属組織のベイナイト、島状マルテンサイト(MA)、セメンタイトの分率等と溶接熱影響部の金属組織を特定したことを特徴とする、高圧縮強度高靱性ラインパイプ用溶接鋼管およびその製造方法。
(もっと読む)
純銅板の製造方法及び純銅板
【課題】熱間鍛造や熱間圧延後の、冷間鍛造や冷間圧延、及び、その後の熱処理が不要でシンプルな純銅板の製造方法、及び、その製造方法により得られた微細で均質な残留応力の少ない加工性の良好な、特に、スパッタリング用銅ターゲット素材に適した純銅板を提供する。
【解決手段】純度が99.96wt%以上である純銅のインゴットを、550℃〜800℃に加熱して、総圧延率が85%以上で圧延終了時温度が500〜700℃である熱間圧延加工を施した後に、前記圧延終了時温度から200℃以下の温度になるまで200〜1000℃/minの冷却速度にて急冷する。
(もっと読む)
マグネシウム合金圧延板の矯正方法および矯正機、マグネシウム合金圧延板の製造方法
【課題】 歩留まり良くマグネシウム合金圧延板の製造を可能とする矯正方法、矯正機を提供する。
【解決手段】
コイル形状のマグネシウム合金の圧延板を繰り出し可能に準備するサプライ準備工程と、繰り出された圧延板を加熱した状態で複数のロールにより矯正する温間矯正工程と、前記矯正された板材を巻き取る巻き取り工程とを有するマグネシウム合金の矯正方法であって、前記温間矯正工程の前に、前記繰り出された圧延板の両側端部を連続的に裁断する端部除去工程を備えるようにした。
(もっと読む)
金属の鋳造及び圧延をするための装置及び方法
本発明は、本質的に、金属の鋳造及び圧延をするための装置及び方法に関する。少なくとも、スラブを鋳造するための第1の鋳造ライン及び第2の鋳造ラインと、鋳造したスラブを圧延するための圧延ラインとが設けられ、第1の鋳造ラインが、水平型の薄スラブ鋳造装置(1)として形成されており、この水平型の薄スラブ鋳造装置が、溶湯用の少なくとも1つの供給容器(5)と、この少なくとも1つの供給容器(5)の鋳造方向後方に水平に延在する移送ベルト(6)とを有し、第2の鋳造ラインが、同様に水平型の薄スラブ鋳造装置(1)として形成されている、及び/又は、垂直型の薄スラブ鋳造装置(2)として形成されており、この垂直型の薄スラブ鋳造装置が、スラブを垂直鋳造するための少なくとも1つの鋳型(4)と、垂直鋳造したスラブを水平な姿勢に曲げて矯正するための曲げ矯正装置(7)とを有し、少なくとも2つの鋳造ラインの後に、鋳造したスラブを圧延するための圧延ライン(11)が配設されており、少なくとも2つの鋳造ラインが、少なくとも2つの鋳造ラインのそれぞれ一方によって鋳造したスラブを圧延ライン(11)に供給できるように形成されている。 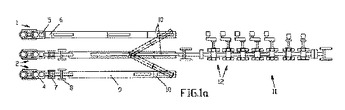 (もっと読む)
(もっと読む)
引張強さが1500MPa以上の高強度鋼板およびその製造方法
【課題】圧延方向および圧延直角方向の曲げ性および耐遅れ破壊特性に優れた引張強さが1500MPa以上の高強度鋼板およびその製造方法を提供する。
【解決手段】フェライトと炭化物が層をなしており、炭化物のアスペクト比が10以上で、かつ、前記層の間隔が50nm以下である層状組織が組織全体に対する体積率で65%以上である。さらに、炭化物のうちアスペクト比が10以上かつ圧延方向に対して45°以内の角度を有している炭化物の分率が面積率で30%以上60%以下である。上記鋼板は、パーライト組織を主相とし、残部組織におけるフェライト相が組織全体に対する体積率で20%以下であり、パーライト組織のラメラ間隔が500nm以下である組織を有し、ビッカース硬さがHV200以上の鋼板に対して、圧延方向を90°回転させて圧延を繰り返し行うクロス圧延にて圧延率:70%以上で冷間圧延を施すことで得られる。
(もっと読む)
厚鋼板の熱処理装置及び方法並びに厚鋼板の製造方法及びその製造ライン
【課題】厚鋼板の長手方向の温度分布が予定したものにすることを目的とする。
【解決手段】矯正装置1と、誘導加熱装置2とをライン上に備えた厚鋼板の熱処理装置において、誘導加熱装置2の出側に該誘導加熱装置により熱処理された厚鋼板5の変形又はスリップを防止するための所定の圧下力を有する押しつけロール3を搬送ロール4に対向させて設ける。熱処理により厚鋼板5が変形したとしても、その厚鋼板5の変形は押しつけロール3によって矯正されるため、目標の搬送速度が維持されることとなり、加熱時間も一定となって厚鋼板5がその長手方向において目標の温度で加熱される。厚鋼板5の変形は、押しつけロール3によって矯正されるため、誘導加熱装置2を用いても、厚鋼板5の搬送が阻害されることなく目標とする熱処理を行うことができ、厚鋼板5をより高い生産性で安定製造することができる。
(もっと読む)
マグネシウム合金薄板熱間圧延装置
【課題】 マグネシウム合金薄板の熱間圧延中の温度変動による製品の品質低下を防止、歩留まり向上、生産量を向上させる。
【解決手段】 本発明は、加熱可能で、マグネシウム合金薄板Sを巻出し巻取り可能な第1の巻取装置11と、前記第1の巻取り装置から送出される前記マグネシウム合金薄板を圧延して薄化する、加熱可能な圧延ロールを供えた圧延機13と、加熱可能で、前記圧延機から送出される前記マグネシウム合金薄板を巻取り巻出し可能な第2の巻取装置15と、前記第2の巻取装置15から送出される前記マグネシウム合金薄板の両側端部を切り取るトリマー18と、前記トリマーから送出される前記マグネシウム合金薄板を巻き取る第3の巻取装置19を備えたことを特徴とする前記マグネシウム合金薄板の製造装置である。
(もっと読む)
厚板の製造方法
【課題】新たな設備増強をすることなく、まくれ込み量を減少させることが可能な、厚板の製造方法を提供する。
【解決手段】加熱炉にてスラブを加熱した後、熱間圧延して製造する厚板の熱間圧延工程において、端面がダブルバルジ形状である先行被圧延材の圧延方向に沿う端面の形状を測定し、先行被圧延材の表面側のまくれ込み量d1が先行被圧延材の裏面側のまくれ込み量d2よりも大きい場合には、加熱炉におけるスラブの裏面側の加熱量を上げて、先行被圧延材の表面側のまくれ込み量d1が先行被圧延材の裏面側のまくれ込み量d2よりも小さい場合には、加熱炉におけるスラブの裏面側の加熱量を下げて、後続スラブを加熱した後、圧延する、厚板の製造方法とする。
(もっと読む)
ばね用鋼の製造方法
【解決課題】
鋼材のフェライト脱炭を抑制して疲労特性を確保しつつ、しかも過冷を防止して伸線時の加工性を改善するばね用鋼の製造方法を提供することを主たる解決課題とする。
【解決手段】
C:0.35〜0.65%(質量%、以下同様)、Si:1.4〜3.0%、Mn:0.1〜1.0%、Cr:0.1〜2.0%、P:0.025%以下(0を含まない)、S:0.025%以下(0を含まない)、残部がFeおよび不可避的不純物からなる鋼材を、加熱炉抽出後、仕上前温度を1000℃未満として熱間圧延し、仕上圧延後、1000〜1150℃の範囲に5sec以下保持して巻き取った後に冷却速度2〜8℃/sで750℃以下に冷却し、その後、巻取りから150sec以上かけて600℃まで徐冷することを特徴とするばね用鋼の製造方法。
(もっと読む)
41 - 60 / 300
[ Back to top ]