
Fターム[4E004AA09]の内容
連続鋳造 (7,741) | 鋳型本体及びその付属部 (443) | 付属部 (245) | 電磁誘導子を持つもの (198)
Fターム[4E004AA09]に分類される特許
1 - 20 / 198
シリコンインゴットの連続鋳造方法
【課題】冷却ルツボの内面が損耗するのを軽減できるシリコンインゴットの連続鋳造方法を提供する。
【解決手段】軸方向の一部が周方向で複数に分割された無底の冷却ルツボ7を誘導コイル8内に配置し、誘導コイル8による電磁誘導加熱により、冷却ルツボ7内に投入されたシリコン原料を溶解させて溶融シリコン13を形成し、冷却ルツボ7から引き下げながら凝固させてシリコンインゴット3を連続鋳造する方法において、誘導コイル8に供給される交流電流の周波数を、その標準偏差を0.025〜0.050kHz、かつ、その平均値を25〜35kHzにして変動させることを特徴とするシリコンインゴットの連続鋳造方法である。本発明は、誘導コイルに供給される交流電流の周波数を変動させる際、誘導コイルに供給8される交流電流の周波数に応じ、冷却ルツボ7内に連続投入するシリコン原料の投入速度を調整して変動させるのが好ましい。
(もっと読む)
多結晶シリコンの連続鋳造方法および連続鋳造装置

【課題】シリコン原料の初期溶解時において溶融シリコンの差し込みを発生させることなく、多結晶シリコンインゴットの円滑な引き下げを可能とする多結晶シリコンの連続鋳造方法および連続鋳造装置を提供する。
【解決手段】シリコン原料の初期溶解時に、無底冷却ルツボ内のダミーブロックと前記無底冷却ルツボ側壁とで形成される隙間に不燃性部材を装入する。前記不燃性部材を石英ウールとすれば、不燃性部材による溶融シリコン中への汚染を最小限にすることができる。この方法は、前記ダミーブロックと前記無底ルツボとで形成される隙間に、不燃性部材が装入されていることを特徴とする本発明の多結晶シリコンの連続鋳造装置により容易に実施することができる。
(もっと読む)
攪拌装置付き連続鋳造用鋳型装置
【課題】発熱量を抑えメンテナンスも容易で安価で実際上使いやすい攪拌装置付き連続鋳造用鋳型装置を提供する。
【解決手段】少なくとも鋳造空間内の液相状態にある溶湯M中に電流を流すことのできる第1電極32A1及び第2電極32Bを有する電極部と液相状態にある前記溶湯に磁場をかけるための永久磁石31Aを有する磁場発生装置31とを備え、前記磁場発生装置は鋳型2における磁場発生装置収納室22a(2)に収納されて中心方向に向かって横向きに磁力線を発生させ前記磁力線を前記鋳型の側壁の一部を貫通させて前記鋳造空間に至らせ、前記溶湯に前記電流と交差する横向きの磁力線を与え得るものとして構成されている攪拌装置とを備えるものとして構成される。
(もっと読む)
連続鋳造装置及びその溶湯状態判断方法
【課題】ルツボ内の溶湯の状態を簡単に判断できる連続鋳造装置を提供する。
【解決手段】被溶解材料13が投入されるルツボ10と、被溶解材料13を投入する材料投入部63と、前記ルツボ10の外周に位置し、投入された被溶解材料13を加熱して溶湯14とする誘導加熱コイル18と、前記誘導加熱コイル18に電流を供給する溶解電源装置50と、前記溶湯14の一部が凝固して形成されたインゴットを下方に引き抜く底板昇降部Lと、前記ルツボ10内の溶湯14の表面位置を検知するために設けられた、前記誘導加熱コイル18への供給電流の周波数を検出する周波数検出部52と、周波数の検出値に基づいて鋳造の制御を行う制御部40とを備える連続鋳造装置である。
(もっと読む)
連続鋳造設備における電磁場発生装置の異常診断装置及び異常診断方法、並びに連続鋳造方法
【課題】連続鋳造機に設置された電磁場発生装置の電磁コイルの絶縁診断を短周期で実施可能とする、連続鋳造設備における電磁場発生装置の異常診断装置及び連続鋳造方法を提供する。
【解決手段】連続鋳造機1の操業中に、鋳片7が電磁コイル15による電磁場印加領域であるモールド4から抜けたことを検出することで、電磁コイル15による電磁場の印加が不要となる鋳込間の開始タイミングを検出する。そして、そのタイミングで電磁コイル15と電磁場発生用電源17との接続を切断し、直流電圧発生器21から電磁コイル15に一定の直流電圧(試験電圧)を印加して、電磁コイル15の絶縁試験を行う。
(もっと読む)
鋼の連続鋳造方法
【課題】気泡性欠陥やフラックス性欠陥などが少ない高品質の鋳片を得る。
【解決手段】鋳型長辺部を挟んで対向する1対の上部磁極と1対の下部磁極を備え、且つ溶鋼吐出孔の水平方向から下向きの溶鋼吐出角度が30°以上50°未満の浸漬ノズルを備えた連続鋳造機を用い、上部磁極と下部磁極に各々印加される直流磁界により溶鋼流を制動しつつ、鋼の連続鋳造を行う方法において、浸漬ノズルの各溶鋼吐出孔の開口面積を3600〜8100mm2とするとともに、鋳造速度を1.0m/分以上とし、且つ鋳造するスラブ幅と鋳造速度に応じて、上部磁極と下部磁極に各々印加する直流磁界の強度および両直流磁界の強度比を最適化することにより、従来問題とされてきたような非金属介在物やモールドフラックスによる欠陥だけでなく、微小な気泡やモールドフラックスによる欠陥が少ない高品質の鋳片を得る。
(もっと読む)
チタンまたはチタン合金からなるスラブの連続鋳造装置
【課題】表面に欠陥が少ないスラブを鋳造することができるようにする。
【解決手段】プラズマトーチ7が発生させるプラズマアークで、鋳型2内に注入された溶湯12の湯面を加熱する。また、鋳型2の側方に設けられたEMS8で、溶湯12の湯面もしくは湯面近傍を電磁攪拌する。
(もっと読む)
浸漬ノズル及びこれを用いた鋼の連続鋳造方法
【課題】浸漬ノズルに吹き込まれたアルゴンガスによるスリバーの発生を抑制することができる浸漬ノズル及びこれを用いた鋼の連続鋳造方法を提供する。
【解決手段】メニスカスよりも上方位置にアルゴンガスの供給部5を備え、ノズルの断面形状がモールドの長手方向に長辺が位置する扁平形状であり、長辺方向のノズル内径幅Wが100mm以上である浸漬ノズルを用いる。これを連続鋳造設備のモールド6内に浸漬し、ノズルの内部空間7にアルゴンガスを供給するとともに、吐出孔10の近傍に電磁ブレーキを強く作用させながら溶鋼を供給し、連続鋳造する。
(もっと読む)
連続鋳造用鋳型内の磁束密度測定装置
【課題】 スラブ連続鋳造機の鋳型背面に配置される交流移動磁場発生装置や直流静磁場発生装置から鋳型内部空間に印加される交流移動磁場や直流静磁場の磁束密度を短時間で且つ磁束密度の最大値及び最小値を正確に測定する。
【解決手段】 本発明の磁束密度測定装置1は、スラブ連続鋳造機の鋳型背面に設置された交流移動磁場発生装置または/及び直流静磁場発生装置から鋳型内部空間に印加される交流移動磁場または/及び直流静磁場の磁束密度を測定する磁束密度測定装置であって、磁束密度を測定するための磁束測定素子2と、該磁束測定素子を保持するためのガイド3と、該ガイドを保持し、ガイドを保持した状態で手動操作による鋳型長辺方向への移動が可能な移動架台4と、該移動架台を支持するための固定架台5と、を有する。
(もっと読む)
連続鋳造用鋳型の温度測定方法及び装置
【課題】正確な鋳型温度を得る。
【解決手段】鋳型内溶鋼の電磁攪拌装置3を備えた連続鋳造機の鋳型温度を熱電対2で測定するに際し、熱電対2からの電圧信号を温度信号に変換した後、電磁攪拌装置3から発せられる電磁ノイズが原因の前記温度信号に変換した後の信号における周期的なノイズ波形をローパスフィルタ5で除去する鋳型温度測定方法において、電磁攪拌開始後における任意時刻のローパスフィルタ5からの出力値と鋳型温度との間の偏差を、電磁攪拌開始直前と同開始直後と前記任意時刻におけるローパスフィルタ5からの出力値を用いて算出して前記任意時刻におけるローパスフィルタ5の出力値から除去し、当該任意時刻の鋳型温度とする。
【効果】電磁ノイズがあっても、連続鋳造用鋳型の温度を熱電対により正確に測定できるので、鋳型の温度分布または温度測定値の時間変動を用いたブレイクアウトの予知や鋳型内溶鋼流動の推定が可能になる。
(もっと読む)
連続鋳造鋳片の製造方法
【課題】 鋳片に軽圧下を付与しながら溶鋼を連続鋳造するにあたり、軽圧下の効率を高め、近年の厳しい品質要求にも対処可能な中心偏析の軽微な鋳片を製造する。
【解決手段】 連続鋳造用鋳型5の下端と鋳片12の液相線クレータエンドとの間の凝固シェル13に、意図的にバルジング力を作用させて、鋳片内部の未凝固層14の厚みを増大させ、次いで、鋳片の厚み中心部の固相率が少なくとも0.4以下の時点から0.7以上になる時点まで、0.5〜1.5mm/分の範囲内の圧下速度で軽圧下帯16にて圧下して鋳片を製造する方法であって、鋳型内溶鋼流動の制御により鋳型内溶鋼湯面から0.75mないし0.85m下方での溶鋼の最大下降流速を0.05〜0.3m/秒に制御して固相線クレータエンドの鋳片幅方向形状の平滑度を上げるとともに、鋳片長辺面のコーナー部を除く中央部側の鋳片表面温度を750〜1000℃に制御して鋳片を圧下する。
(もっと読む)
鋳造装置、鋳造方法及びマグネシウム合金ビレットの製造方法
【課題】溶湯の湯面から介在物や雰囲気中のガス等が巻き込まれる量を低減することである。
【解決手段】本発明の一態様は、溶湯100を受けるメタル受け内筒102と、前記内筒の下に配置され、前記内筒から前記溶湯が導入される鋳型106と、前記鋳型の外周の外側に配置され、前記鋳型に導入された溶湯を攪拌する電磁誘導攪拌機構108と、前記鋳型内で凝固された金属を前記鋳型の下方の外側に移動させる移動機構と、を具備し、前記受け部の内径は、前記鋳型の内径より小さいことを特徴とする鋳造装置である。
(もっと読む)
鋳片の製造方法及び表面品質の優れた鋳片
【課題】スラブの表層から離れた位置における気泡や介在物を低減し、気泡や介在物に起因する製品欠陥の発生を回避する。
【解決手段】鋳型内溶鋼に鋳型幅方向の電磁攪拌流を付与する連続鋳造において、鋳型4長辺の外側に配置する電磁攪拌コイル1における磁極鉄芯1aのメニスカス2位置より鋳造方向下流側の長さLが、浸漬ノズル3の吐出孔3aから鋳型長辺の下端までの長さNの0.8倍以上とした電磁攪拌装置で、鋳型内溶鋼に電磁攪拌を行いながら鋳造することで、炭素含有率が0.004質量%以下の極低炭素鋼薄板用鋳片に対し、面積が0.005mm2以上の気泡及び非金属介在物の、鋳片表層から10〜50mm以内の鋳片中に存在する数の合計が0.020個/mm3以下である鋳片を製造する。
【効果】表面品質に優れたスラブを安定して製造することが可能となる。
(もっと読む)
連続鋳造用鋳型
【課題】補強材の温度上昇を抑制することによって連続鋳造鋳型の破損や変形を防止して鋳型寿命を延長させるとともに、電磁撹拌能力を最大限に発揮させた連続鋳造操業を安定して実現する。
【解決手段】対向配置された長辺側鋳型銅板と長辺側鋳型銅板の間に対向配置された短辺側鋳型銅板とからなる鋳型内壁と、上記鋳型内壁を構成するそれぞれの鋳型銅板の外側に配設されたモールドフレームと、上記モールドフレームの内部に設置された補強材と、上記モールドフレーム内の補強材間に配設された電磁コイルとからなる電磁撹拌機能を有する連続鋳造用鋳型において、上記補強材に冷却装置を設けることによって好ましくは補強材の温度を200℃以下に冷却する。
(もっと読む)
多結晶シリコンウェーハ及びその製造方法
【課題】高効率な発電パネル用の多結晶シリコンウェーハを提供する。
【解決手段】一辺が118mm以上の四角形である多結晶シリコンウェーハであって、第1乃至第4の外周領域a1〜a4と、いずれも外周領域にも属さない中央領域bとを含み、第1の外周領域a1におけるライフタイムは、中央領域bにおけるライフタイムよりも短く、第2及び第3の外周領域a2,a3におけるライフタイムは、中央領域bにおけるライフタイムと実質的に等しく、中央領域bにおけるライフタイムは、30μs以上である。本発明によれば、多結晶シリコンインゴットの断面をマトリクス状に4分割又は6分割することによって切り出すことができるとともに、ライフタイムが30μs以上である領域を全体の1/3以上とすることができる。これにより、16%以上の変換効率を確保することが可能となる。
(もっと読む)
シリコンの電磁鋳造装置
【課題】保温装置の外枠の溶損等を防止して、金属不純物による汚染のない、太陽電池の基板材として好適な多結晶シリコンを製造することができるシリコンの電磁鋳造装置を提供する。
【解決手段】無底冷却モールドと、加熱用誘導コイルと、前記モールドの下方に配置され、凝固したシリコンを徐冷する保温装置を有し、前記誘導コイルによる電磁誘導加熱により溶融したシリコンを下方に引き下げ凝固させるシリコンの電磁鋳造装置であって、前記保温装置13の外枠16の構成部材として非導電性部材が使用されている電磁鋳造装置。前記非導電性部材を、特に溶損の大きい外枠の特定の面のみ、または外枠全面の上部のみに使用することもできる。非導電性部材としては、アルミナ、炭化珪素が望ましい。
(もっと読む)
攪拌装置付き連続鋳造用鋳型装置
【課題】発熱量を抑え、メンテナンスも容易で、安価な攪拌装置付き連続鋳造用鋳型装置の提供。
【解決手段】導電性材料の溶湯の攪拌装置付連続鋳造用鋳型装置であって、上方に位置する第1電極32Aとそれよりも下方に位置する第2電極32Bとを有する電極部と、液相状態にある前記溶湯に磁場をかけるための永久磁石を有する磁場発生装置31と、を備え、前記第1電極は液相状態にある前記溶湯と電気的に導通可能に設けられ、前記第2電極は固相状態にある前記鋳造品と電気的に導通可能に設けられ、前記第1電極及び前記第2電極はこれらの間に前記溶湯及び前記鋳造品を介して上下方向に通電可能に構成され、前記磁場発生装置は鋳型2の外部に設けられ、横向きに磁力線を発生させ、前記磁力線を前記鋳型を貫通してその内部に達して前記溶湯に前記電流と交差する横向きの磁力線を与える。
(もっと読む)
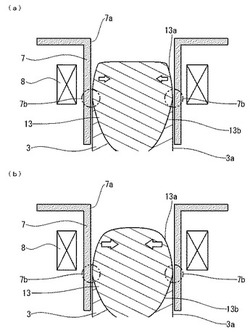
シリコンインゴットの電磁鋳造装置
【課題】電磁鋳造法による連続鋳造の際に、チャンバー内で自然対流する雰囲気ガスに起因して、溶融シリコンが金属不純物で汚染されることを防止できるシリコンインゴットの電磁鋳造装置を提供する。
【解決手段】チャンバー1内に配置した無底冷却ルツボ7にシリコン原料11を装入し、誘導コイル8からの電磁誘導加熱によりシリコン原料11を融解させ、この溶融シリコン12を冷却ルツボ7から引き下げながら凝固させてシリコンインゴット3を連続鋳造する電磁鋳造装置において、チャンバー1の側壁の上部と下部に連結され、冷却ルツボ7の上方の雰囲気ガスを導入して冷却ルツボ7の下方に送り出す通気管15を備え、この通気管15の経路に集塵機20および磁選機21を設ける。
(もっと読む)
連続鋳造方法、連続鋳造の制御装置及びプログラム
【課題】モールドパウダー層の厚みの変動状態に伴う操業トラブルを回避できるようにする。
【解決手段】溶鋼1から鋳型用の冷却水までの間に凝固シェル2、モールドパウダー層3、鋳型4の各熱伝導体が存在する連続鋳造において、凝固シェル2と鋳型4との間の熱伝達係数α、及び、溶鋼1と凝固シェル2との間の熱伝達係数βを求めて、熱伝達係数βが2000〜100000W/m2・Kの場合であって、熱伝達係数αが2000W/m2・K以上のときに、例えば鋳造速度を増加させる。熱伝達係数αが2000W/m2・K以上の場合、鋳型4〜凝固シェル2間のモールドパウダーの流入不足により、モールドパウダー層3が薄くなったものと推定されるので、鋳造速度を増加させることにより、モールドパウダーの溶融、滓化を促進させて、鋳型4〜凝固シェル2間のモールドパウダーの流入量を増大させる。
(もっと読む)
連続鋳造装置および連続鋳造方法
【課題】電磁ブレーキを使用する連続鋳造装置において、浸漬ノズルの吐出孔から吐出される溶鋼流中の気泡の鋳型内への流出自体を抑える方法を提供する。
【解決手段】タンディッシュ3からの溶鋼を鋳型幅方向側面に形成された吐出孔11、11から鋳型内に吐出させる浸漬ノズル10は、注入部10aと本体部10bとによって構成されている。本体部10b内における吐出孔11の上縁から上方には、少なくとも鋳型幅方向における長さLがスライディングゲート5の注入口5dの下端内直径Dよりも大きい、気泡回収部Sが形成され、1.5D≦L≦4Dである。気泡回収部S内は、ガス供給部31から供給されるArガスによって、一定の正圧である。
(もっと読む)
1 - 20 / 198
[ Back to top ]