
Fターム[4E004FB10]の内容
Fターム[4E004FB10]に分類される特許
1 - 20 / 85
連続鋳造用浸漬ノズル及びその設計方法
【課題】浸漬ノズルにおいて整流板ノズル本体の破壊を防ぐための構造を有した連続鋳造用浸漬ノズルを提供する。
【解決手段】ノズル本体の膨張係数をM1α[×10−6/℃]、ノズル本体の弾性率をM1E[MPa]、ノズル本体の管壁の厚さをTnzl[mm]、整流板の弾性率をM2E[MPa]、ノズル本体の曲げ強さをσb[MPa]、ノズル本体が破壊しない応力強度比指数の最大値をSest/σbとするとき、全部分板の固定部間のノズル軸方向の長さ距離Lspan[mm]を、次式(1a)により規定される範囲内の長さとする。0<Lspan≦{−b−(b2−4ac)1/2}/2a・・・(1a)、ただし、a=c18/σb、c18=−4.83886×10−5とする。
(もっと読む)
鋳片の連続鋳造方法
【課題】鋳片全幅にわたって中心偏析を皆無とすることが可能な連続鋳造方法を提供する。
【解決手段】浸漬ノズルから鋳型内に溶鋼を供給し、供給した溶鋼を凝固させながら引き抜き、未凝固部を含む鋳片を凝固完了までに圧下ロールを用いて圧下する連続鋳造方法において、前記浸漬ノズルとして、側面に溶鋼の吐出孔を1個有する浸漬ノズルを2本用い、各浸漬ノズルは前記吐出孔から吐出される溶鋼が互いに衝突するように前記鋳型の幅方向に配置されるとともに、前記吐出孔からの溶鋼の吐出方向が、鋳型内の溶鋼湯面に対して鋳込み方向下向きに5°〜25°の角度に傾斜しており、前記各浸漬ノズルにArガスを1本当たり5NL/min以上15NL/min以下の流量で吹き込みながら、前記吐出孔からArガスが混入した溶鋼を吐出させる。
(もっと読む)
連続鋳造用ノズル

【課題】ロングノズル等の連続鋳造用ノズルにおいて、とくに通鋼初期の破壊を防止すること。
【解決手段】溶融金属が通過する内孔2を軸中心に有し、軸対称に形成された管状耐火物構造体1からなる連続鋳造用ノズルにおいて、管状耐火物構造体1の軸中心を通過する縦方向断面において、その下端部外周が、内孔2の下端のエッジから下方向にdy、外周方向にdxの任意の点を基点として二次曲線の形状を有し、この二次曲線の形状における発生応力の応力低減率が、管状耐火物構造体1の下端部外周の縦方向断面が直角形状である場合の発生応力を基準として17%以上であることを条件とする。
(もっと読む)
浸漬ノズルの浸漬深さ変更方法
【課題】鋳造初期及び鋳造末期に、鋳型内の溶鋼の湯面変動を起こりにくくする。
【解決手段】連続鋳造において、鋳造開始後から鋳造速度が定速に達する前まで、浸漬ノズルの鋳型内の溶鋼への浸漬深さを深くする。そして、鋳造開始後に鋳造速度が連続鋳造の定速に達した時の浸漬ノズルの浸漬深さを、鋳造開始後から鋳造速度が定速に達する前までの浸漬ノズルの浸漬深さより浅くする。その後、鋳造速度が定速であり且つ鋳造終了時に近い状態にかけて、浸漬ノズルの浸漬深さを、徐々に深くする。鋳造開始後に鋳造速度が連続鋳造の定速に達した時の浸漬ノズルの浸漬深さは、連続鋳造中の浸漬深さの中のうち最も浅くする。
(もっと読む)
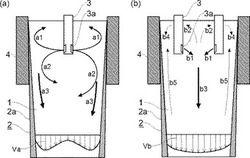
アルミニウム合金のDC鋳造方法およびアルミニウム合金DC鋳造用の溶湯分配器
【課題】中央逆偏析の防止により優れるアルミニウム合金のDC鋳造方法およびアルミニウム合金DC鋳造用の溶湯分配器を提供する。
【解決手段】第1側面113と第1底面111とを有する上段溶湯分配器11とその下方に配置され第2側面123と第2底面121とを有する下段溶湯分配器12を用いるアルミニウム合金のDCスラブ鋳造方法において、スパウト14から供給されるアルミニウム合金の溶湯LAを上段溶湯分配器の第1底面で受け止め、上段溶湯分配器はその第1側面から溶湯を水平方向に放出し、下段溶湯分配器は水平方向から放出された溶湯を受け、その一部を下段溶湯分配器の第2側面から水平方向に放出し、上段溶湯分配器の第1底面と下段溶湯分配器の第2底面間に導かれた後、第2底面又は第2側面から下方又は斜め下方に前記溶湯を放出する。
(もっと読む)
鋼の連続鋳造方法
【課題】浸漬ノズルの内壁面にアルミナが付着するのを効果的に抑制し、浸漬ノズルの閉塞を防止することができる鋼の連続鋳造方法を提供する。
【解決手段】浸漬ノズル6の内壁のうち、吐出孔13の上端より少なくとも500mm上方の位置から下方の領域の全てを、質量%で、CaOを2%以上5%未満、SiO2を20%以下で含有するアルミナ−グラファイト質耐火物で構成した浸漬ノズル6を用い、この浸漬ノズル6内にArガスを吹き込み、浸漬ノズル内でのArガスの流量を0.8〜8Nl/minとしつつ、25〜200cm/sの流速で溶鋼2を通過させて吐出孔13から鋳型14に供給し、連続鋳造を行う。
(もっと読む)
連続鋳造用ノズル
【課題】ノズル内孔の内孔面に対する酸化防止剤の結合性を増大させ、酸化防止被膜に部分的な膨れ、縮み、剥がれ等が発生することを防止した連続鋳造用ノズルを提供する。
【解決手段】本発明の連続鋳造用ノズル1は、ノズル本体2と、ノズル本体2内を貫通して形成され溶鋼が流通するためのノズル内孔3とを有し、ノズル内孔3の内孔面3aには、その総面積の50%以上に亘って、互いに交差して格子状に形成された溝4が設けられている。これによって、酸化防止被膜の部分的な膨れ、縮み、剥がれ等を抑制することができる。
(もっと読む)
下ノズルと鋳造用ノズルの接合部構造
【課題】下ノズルに亀裂が発生したとしても、外部からの空気が亀裂を通じてノズル孔内に進入しにくい下ノズルと鋳造用ノズルの接合部構造を提供すること。
【解決手段】スライディングノズル装置の下プレート2の下部に接合される下ノズル3と、この下ノズル3の下部に接合される鋳造用ノズル4との接合部構造において、下ノズル3のノズル孔3aの内径よりも鋳造用ノズル4のノズル孔4aの内径を小さくした。
(もっと読む)
鋼の連続鋳造方法
【課題】浸漬ノズルの内壁面にアルミナが付着するのを効果的に抑制し、浸漬ノズルの閉塞を防止することができる鋼の連続鋳造方法を提供する。
【解決手段】主成分としてアルミナを50〜80質量%およびカーボンを11〜40質量%で含有し、CaOを1質量%以上5質量%未満およびZrO2を10質量%未満で含有する耐火物で構成される浸漬ノズル6を用い、浸漬ノズル6が負極で溶鋼2が正極となる電圧を印加して、浸漬ノズル6における平均電流密度の絶対値が0.5〜20mA/cm2となる通電を行いながら、耐火物中のZrO2含有率[ZrO2]と浸漬ノズル内の溶鋼平均流速Vとが下記(i)または(ii)を満足する条件で連続鋳造する。
Vが1.8m/s未満の場合、[ZrO2]が7質量%未満 …(i)
Vが1.8m/s以上の場合、[ZrO2]が2質量%以上10質量%未満 …(ii)
(もっと読む)
溶湯通過ノズルおよびその製造方法
【課題】耐火物層に対する溶湯の差込を抑制させ、寿命を長くするのに有利な溶湯通過ノズルおよびその製造方法を提供する。
【解決手段】溶湯通過ノズルは、軸長方向に沿って延設された耐火物で形成され軸長方向に沿った溶湯通過孔10を有する筒状をなす耐火物層1と、耐火物層1の上端部を覆う鉄皮4とを有する。耐火物層1のうち少なくとも鉄皮4に覆われている耐火物部分は、使用時における昇温に伴い軸長方向における熱膨張量を増加できるように、常温領域において軸長方向(矢印P方向)において圧縮状態とされている。
(もっと読む)
浸漬ノズル及びこれを用いた連続鋳造方法
【課題】MHD対向流による鋳片のセンター部の表面欠陥発生率を効果的に減少させることができ、しかも構造が簡単でメンテナンスも容易な浸漬ノズル及びこれを用いた連続鋳造方法を提供する。
【解決手段】本発明の浸漬ノズル2は、連続鋳造用モールド1内に溶鋼を注湯するノズル本体の両側に、連続鋳造用モールド1の長手方向に延びる分散防止板6を、吐出孔3を挟んで取り付けたことを特徴とする。この浸漬ノズル2を用い電磁ブレーキ4による静磁場を印加しつつ溶鋼の連続鋳造を行えば、吐出孔3に向かうMHD対向流は2枚の分散防止板6に挟まれた中央の流路を通じて湯面5に向かって上昇し、センター部の凝固界面との接触が生じにくくなる。このためセンター部における表面欠陥発生指数を大幅に低減することができる。
(もっと読む)
注入ノズル、及び注入ノズルと内部ノズルの組立体
本発明は、上流端(32)において頂面(16)及び底面を有する略矩形状のプレート(34)を備えた注入ノズル(30)に関する。ノズル(30)は、軸(40)がプレート(34)の頂面(16)に略直交するチューブ(38)を有する。チューブ(38)は、プレート(34)の底面からノズルの下流端(36)まで延びる。ノズルは、プレート(34)の表面(16)を貫通して形成された入口オリフィス(18)と、プレート(34)の内腔と、チューブ(38)の内腔(50)とから構成される注入路を含み、チューブの下流端(36)は閉鎖され、注入路は下流端(36)近傍においてチューブ(38)の側壁に形成された出口(46,46´)を通って抜け、プレートのオリフィス(18)、プレートとチューブの内腔、及び出口は流体連通する。出口(46,46´)はチューブ(38)の軸線(40)の両側に対称配置される。軸線(40)の両側に設けられた出口(46,46´)の中心は、チューブ(38)の軸線(40)と略直交する出口の軸線(48)を規定する。出口の軸線はプレート(34)の一対の辺と略平行している、オリフィス(18)は長円形で、長軸(42)及び短軸(44)を有する。オリフィス(18)の短軸(44)は出口の軸線(48)と平行している。他の目的によれば、本発明は、内部ノズルを有するノズルの組立体に関する。本発明のノズルと、内部ノズルを有する組立体は、タンディッシュから連続鋳造鋳型に向けて鋼を連続的に注入するために使用される。 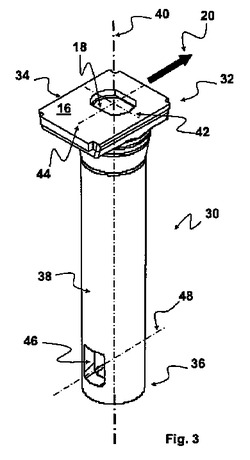 (もっと読む)
(もっと読む)
連続鋳造用浸漬ノズル
【課題】吐出孔から吐出する溶鋼流の偏流及び湯面変動が小さいことに加え、流路面への溶鋼内介在物の付着を抑制して鋳造可能時間を延ばすことが可能な連続鋳造用浸漬ノズルを提供する。
【解決手段】上端部が溶鋼の流入口13とされ、流入口13から下方に延びる流路12が内部に形成された、底部15を有する管体11の下がわ側面部に、流路12と連通する一対の吐出孔14が対向して形成された連続鋳造用浸漬ノズル10において、一対の吐出孔14間に在って流路12を画成する内壁18に、内方に突出し内壁18を水平方向に横断する突条部16が対向配置されている。また、一対の吐出孔14の上端より下方に位置する流路面の一部又は全部の対象領域25に、対象領域25以外の領域に配設された耐火物に比べて、溶鋼内介在物の付着を抑制する機能に優れる耐火物が配設されている。
(もっと読む)
ストッパー制御型浸漬ノズル
【課題】ストッパー制御型浸漬ノズルにおいて、嵌合部からの空気の侵入を防止し、しかも嵌合部の熱膨張に伴うノズル本体の亀裂発生を抑制すること。
【解決手段】ノズル本体11の上端部の内孔側に、上部に拡径部17aを有する段差部17が形成され、段差部17に嵌合リング13が配置され、嵌合リング13の外周面側に、嵌合リング13と拡径部17aの底面とで底面が構成される溝14が形成され、溝14に、押さえブロック15が、嵌合リング13と拡径部17aの底面を跨ぎ、かつ浮上防止手段によってノズル本体11に固定されるように挿入され、押さえブロック15と嵌合リング13との間、及び嵌合リング13の外周面と段差部17との間に可縮性モルタル18が充填されているストッパー制御型浸漬ノズルである。
(もっと読む)
溶融金属排出用ノズル
【課題】本発明は、溶融金属排出用ノズルの内孔の形状に着目し、エネルギー損失の少ないスムーズ(一定)な溶鋼の流れを作り出すことで、付着物の発生を抑えることが可能な内孔形状を備えた溶融金属排出用ノズルを提供する。
【解決手段】内孔11の軸方向長さをLとしたとき、内孔上端12の半径r(0)が内孔下端13の半径r(L)の1.5倍以上であり、内孔の軸に沿って切断した内孔壁面14の断面形状に屈曲点がなく、内孔上端から下方へ距離zの位置における内孔の半径r(z)が、
[〔L/{(r(0)/r(L))1.5-1}+L〕/〔L/{(r(0)/r(L))1.5-1}+z〕]1/1.5×r(L)と、
[〔L/{(r(0)/r(L))6-1}+L〕/〔L/{(r(0)/r(L))6-1}+z〕]1/6×r(L)
の範囲内にある形状とする。
(もっと読む)
鋼の連続鋳造方法
【課題】浸漬ノズルの内壁面にアルミナが付着するのを効果的に抑制し、浸漬ノズルの閉塞を防止することができる鋼の連続鋳造方法を提供する。
【解決手段】主成分としてアルミナを50〜85質量%およびカーボンを10〜40質量%で含有し、CaOを1質量%以上7質量%未満で含有するアルミナ−グラファイト質の耐火物で構成される浸漬ノズル6を用い、溶鋼中のトータル酸素濃度[O](質量ppm)、耐火物中のアルミナ含有率[Al2O3](質量%)、および耐火物中のCaO含有率[CaO](質量%)が下記(i)式を満足する条件で連続鋳造を行う。
90<[O]×[Al2O3]/[CaO]<600 ・・・(i)
(もっと読む)
アルミニウムの連続鋳造用スパウト
【課題】内部の閉塞を防止でき、さらに、破損して破片がアルミニウム溶湯中に混入することがなく、さらには、アルミニウム溶湯を汚染することのないスパウトを提供する。
【解決手段】本発明のスパウト1は、アルミニウム連続鋳造でアルミニウム溶湯を供給する円筒状のスパウトにおいて、鋳型内のアルミニウムと接触するスパウト先端11は、窒化珪素系セラミックス、サイアロン系セラミックス、炭化珪素系セラミックスのいずれかの単一層で形成し、それより上側のスパウト上部12は、二層又は三層の断熱構造としたことを特徴とする。
(もっと読む)
連続鋳造用ノズルおよび連続鋳造用ノズルにおけるガス供給管接続用ネジの固定方法
【課題】ガス供給管の接続に伴ってガス供給管接続用ネジが回転してしまうことがない回り止め構造を備えた連続鋳造用ノズルおよび連続鋳造用ノズルにおけるガス供給管接続用ネジの固定方法を提供する。
【解決手段】本発明の連続鋳造用ノズル1は、ノズル本体2内に設けられノズル内孔3にガスを供給可能なガス導入路4と、ガス導入路4内にガスを供給するガス供給管20をノズル本体2に接続するためのガス供給管接続用ネジ5と、ガス供給管接続用ネジ5の取り付け部位付近のノズル本体2に巻回された鉄皮6とを有した連続鋳造用ノズルであって、ガス供給管接続用ネジ5は外形に角部5Aを備えた頭部フランジ5aを有し、鉄皮6はガス供給管接続用ネジ5の頭部フランジ5aと係合して頭部フランジ5aを回転不能とする頭部フランジ嵌入穴6aを有している。
(もっと読む)
連続鋳造用ノズル
【課題】ロングノズル等の連続鋳造用ノズルにおいて、とくに通鋼初期の破壊を防止すること。
【解決手段】溶融金属が通過する内孔2を軸中心に有し、軸対称に形成された管状耐火物構造体1からなる連続鋳造用ノズルにおいて、管状耐火物構造体1の軸中心を通過する縦方向断面において、その下端部外周が、内孔2の下端のエッジから下方向にdy、外周方向にdxの任意の点を基点として二次曲線の形状を有し、この二次曲線の形状における発生応力の応力低減率が、管状耐火物構造体1の下端部外周の縦方向断面が直角形状である場合の発生応力を基準として17%以上であることを条件とする。
(もっと読む)
連続鋳造用浸漬ノズル
【課題】ガス供給用耐火物の局所的な溶損進行を抑制でき、不活性ガスの吹込みを、周方向で均等かつ安定に行うことが可能な連続鋳造用浸漬ノズルを提供する。
【解決手段】ガス供給用耐火物で形成した溶鋼流入口11に配置されたストッパー12で、タンディッシュからの溶鋼の流量制御を行い、ガス供給用耐火物から溶鋼中へ不活性ガスを吹込みながら、溶鋼流路13の溶鋼を吐出孔部14からモールドへ注湯する連続鋳造用浸漬ノズル10であり、ストッパー12との当接位置Pよりも下方で、かつ吐出孔部14の高さ位置での溶鋼流路の内径をDとした場合、溶鋼流入口11の上端位置T1より下方への距離Hが40mm以上、(1.1×D+78)mm以下である範囲R内の稼動面17の少なくとも一部が、ガス供給用耐火物で形成され、ストッパー12との当接位置Pよりも下方で、範囲R内の稼動面17の一部に、溶損防止用耐火物18を配置した。
(もっと読む)
1 - 20 / 85
[ Back to top ]