
Fターム[4E016AA02]の内容
圧延ロール、圧延スタンド、圧延機の駆動 (1,476) | 圧延後の製品形状 (272) | 板、箔 (139)
Fターム[4E016AA02]の下位に属するFターム
ストリップ (65)
Fターム[4E016AA02]に分類される特許
1 - 20 / 74
圧延機のロールギャップのゼロ点設定方法及び圧延機
【課題】圧延機のレベリング操作でワークロールにダメージを与えない圧延機のロールギャップのゼロ点設定方法及び圧延機を提供する。
【解決手段】上下ワークロール2、3と上下バックアップロール4、5とを備え、上下ワークロール2、3で連続する材料を圧延する圧延機のロールギャップのゼロ点設定方法において、圧延開始時のロールギャップのゼロ点調整時の上下ワークロール2、3を締め込む前に、上下ワークロール2、3の両端部のロール縮径部21、31にスペーサー10を挿入してゼロ点を調整するものである。
(もっと読む)
圧延ロール

【課題】圧延ロールのロール軸方向における温度分布を均一化させる優れた技術を提供する。
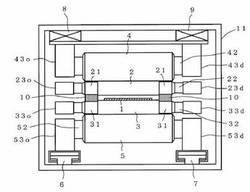
【解決手段】圧延ロール1は、ロール本体2と、ロール本体2を支持するためのジョイント側軸部3(軸部)及び反ジョイント側軸部4(軸部)と、を備える。圧延ロール1は、ロール本体2のロール軸方向として第1方向A(第1の方向)と、第1方向Aと反対の第2方向B(第2の方向)と、を有する。圧延ロール1には、冷媒(媒体)が流れる冷媒流路9(媒体流路)が形成されている。冷媒流路9は、ロール本体2のロール面5の近傍で冷媒を第1方向Aに流す複数の上流側冷却流路部10(第1流路部)と、ロール本体2のロール面5の近傍で冷媒を第2方向Bに流す複数の下流側冷却流路部11(第2流路部)と、を含む。複数の上流側冷却流路部10と複数の下流側冷却流路部11は、ロール本体2の周方向で略交互に配置されている。
(もっと読む)
耐疲労性に優れた熱間圧延用遠心鋳造製ロール外層材および熱間圧延用遠心鋳造製複合ロール
【課題】ロール表層の耐疲労性に優れた熱間圧延用遠心鋳造製ロール外層材を提供する。
【解決手段】質量%で、C:2.3〜2.9%、Si:0.2〜0.8%、Mn:0.2〜1.0%、Cr:5.0〜7.5%、Mo:4.4〜6.5%、V:5.3〜7.0%、Nb:0.6〜1.5%を、14.0≦(Mo+1.7V)≦17.0(ここで、Mo、V:各元素の含有量(質量%))を満足するように含み、さらにAl:0.001〜0.03%および/またはREM:0.001〜0.03%を含有する組成を有し、炭化物を面積率で13〜40%含有する遠心鋳造製ロール外層材とする。これにより、表層の耐疲労性が顕著に向上する。また、このロール外層材に軸材を溶着一体化し、複合ロールとすることにより、表層の耐疲労性にも優れた、熱間仕上圧延用ロールとして好適な、遠心鋳造製複合ロールとなる。
(もっと読む)
製鉄設備用ロールの製造方法
【課題】耐摩耗性や靭性に優れる他、皮膜の長寿命化に優れる製鉄設備用ロールを提供する。
【解決手段】ロール表面に、4〜10質量%のCoと残部WCからなるWC−Coサーメット溶射材料を溶射して製鉄設備用ロールを製造する際に、η相の含有率が10質量%以下であるWC−Co溶射材料を、フレーム温度を3000℃以下としかつ、粒子速度を300m/s以上とする高速フレーム溶射法によってWC−Co溶射皮膜を被覆成形するロールの製造方法。
(もっと読む)
圧延銅箔、並びにこれを用いた負極集電体、負極板及び二次電池
【課題】タフピッチ銅または無酸素銅を素材とする圧延銅箔を改良することにより、リチウムイオン二次電池をはじめとする二次電池の負極集電体材料として好適な、充放電サイクル寿命に優れる圧延銅箔、並びにこれを用いた負極集電体、負極板及び二次電池を提供する。
【解決手段】本発明は、200℃で30分間焼鈍することにより、引張強さが250MPa以下に低下し、Cube方位{001}<100>面積率が30%以上、Brass方位{110}<112>面積率が20%以下、Copper方位{112}<111>面積率が20%以下なる結晶方位が発現し、オイルピットの面積率が3〜20%であり、圧延方向と直交する方向の算術平高さRaが0.05〜0.12μmであることを特徴とする、良好なサイクル特性を有する二次電池の負極集電体用銅箔である。
(もっと読む)
圧延用複合ロール及びその製造方法
【課題】駆動機構に連繋される駆動軸側の強度を高め、圧延機により受ける曲げ応力、ねじり応力に対処することのできる圧延用複合ロールを提供する。
【解決手段】外層30と、該外層が周面に形成される胴部22と、該胴部の回転軸方向の一端に駆動機構に連繋される駆動軸24、他端に非駆動側機構に連繋される従動軸26が突設された軸芯20と、を具える圧延用複合ロールにおいて、前記軸芯は、駆動軸が従動軸よりも引張強度を50MPa以上高くした。
(もっと読む)
表面に凹凸模様を有する鋼板の製造方法
【課題】意匠性や滑り止めなどの機能性が要求される凹凸模様鋼板を多段圧延によって製造するにあたり、凹凸模様形状によらずワークロールの耐久性を落とすことなく、低コストでの凹凸模様鋼板の工業生産を可能とする方法を提案する。
【解決手段】表面に凹凸部を有したワークロールを用いた多段圧延機で圧延して金属帯板表面に凹凸模様を形成する際、胴長方向の一部を小径化した部位に凹凸部を有するロールを少なくとも一方のワークロールとして用いた多段圧延機で圧延する。
ワークロールとしては、ロールの胴長方向の両側部を残し中央部のみ小径化したロールを用いることが好ましい。
(もっと読む)
冷間圧延工業の要件を満たす鍛造ロールおよび該ロールの製造方法
【課題】この発明は、鍛造ロールの分野および鍛造ロールの製造に概して関する。より詳細には、本発明は、冷間圧延工業での使用のための鍛造ロールに関する。
【解決手段】本発明は、冷間圧延工業での使用のための鍛造ロール、およびこのようなロールの製造のための方法に関する。前記鍛造ロールは、鋼組成物、ならびに、体積あたり5%未満の残留オーステナイト比率を有する焼戻しマルテンサイトと、体積あたり5%未満の共晶炭化物を有する開口した共晶炭化物ネットワークと、を含む微細構造を含み、780HV〜840HVの間の硬度と、絶対値で−300MPa〜−500MPaの間の内部圧縮応力とを示す。
(もっと読む)
グラフェン製造用銅箔及びそれを用いたグラフェンの製造方法
【課題】大面積のグラフェンを低コストで生産可能なグラフェン製造用銅箔及びそれを用いたグラフェンの製造方法を提供する。
【解決手段】圧延平行方向及び圧延直角方向の60度光沢度が共に500%以上であり、1000℃で1時間加熱後の平均結晶粒径が200μm以上であるグラフェン製造用銅箔である。
(もっと読む)
耐スポーリング性に優れた亜鉛めっき鋼板用圧延ロール
【課題】耐スポーリング性に優れた亜鉛めっき鋼板用圧延ロールを提供すること。
【解決手段】C:0.8〜1.0%、Si:0.3〜1.5%、Mn:1.0%以下(0%を含まない)、Cr:3.0〜3.9%、Mo:0.01〜0.34%、Ni:0.15〜0.49%を含み、残部が鉄及び不可避的不純物からなり、かつロール軸に対して垂直に切断した断面において、硬化深さが、ロール外周から100mm以上存在すると共に、ロール外周から100mmまでにおいて残留γ量が5〜11.0体積%であり、かつ該残留γ中の固溶C量が0.85〜1.70原子%である亜鉛めっき鋼板用圧延ロール。
(もっと読む)
圧延銅箔
【課題】銅箔表面を適度に粗くして取り扱い性を向上し、さらに屈曲性に優れるとともに、表面エッチング特性が良好な圧延銅箔を提供する。
【解決手段】銅箔表面で圧延平行方向に長さ175μmで測定した表面粗さRaと、前記銅箔の厚みtとの比率Ra/tが0.004以上0.007以下であり、200℃で30分間加熱して再結晶組織に調質した状態において、圧延面のX線回折で求めた(200)面の強度(I)が、微粉末銅のX線回折で求めた(200)面の強度(I0)に対し、I/I0≧50であり、銅箔表面で圧延平行方向に長さ175μmで、かつ圧延直角方向にそれぞれ50μm以上離間する3本の直線上で、オイルピットの最大深さに相当する各直線の厚み方向の最大高さと最小高さの差の平均値dと、銅箔の厚みtとの比率d/tが0.1以下であり、コンフォーカル顕微鏡で測定したときのオイルピットの面積率が6%以上15%以下である圧延銅箔である。
(もっと読む)
粗度転写効率に優れた調質圧延機および調質圧延方法
【課題】金属ストリップが所望とする表面粗度、特に軟質材、さらには硬質材の金属ストリップが所望とする表面粗度を有する金属ストリップを効率的に製造するができるダルワークロールを用いた調質圧延機を提供する。
【解決手段】表面粗度が1μmRa以上、ロール径が1000mm以上、1400mm以下のダルワークロール1、2を備え、0.2%耐力が350MPa以下の金属ストリップSを伸び率0.2%以上、3.0%以下で圧延する調質圧延機である。また、表面粗度が1μmRa以上、ロール径が1000mm以上、1400mm以下、且つ、ロール表層のヤング率が450GPa以上のダルワークロール1、2を備え、0.2%耐力が350MPaを超える金属ストリップSを伸び率0.2%以上、3.0%以下で圧延する調質圧延機である。
(もっと読む)
2段圧延機
【課題】より効果的かつ精密にクラウンコントロールを行うことができ、全体にわたって圧延材を高精度形状に圧延することができる2段圧延機を提供する。
【解決手段】ワークロール12、13が上下2段に配設された2段圧延機10は、上上ベンディング装置90および下ベンディング装置91が設けられる。また、各ベンディング装置90、91は、油圧押圧装置92、93と、胴長が各ワークロールに比べて短小とされる小径サポートロール96、97と、小径サポートロール96、97およびワークロール12、13の間に設けられる、胴長が各ワークロール12、13と略同一の長さを有し、それらの中央部で各ワークロール12、13にベンディング力を付与する小径中間ロール98、99とを組み合わせて構成されるバックアップロール100、101を備える。
(もっと読む)
差厚板の製造方法及び圧延機
【課題】、ワークロールの1周分に対応する板長さ間で所望の板厚偏差パターンが付与された差厚板を製造する。
【解決手段】本発明は、周方向に半径の異なるワークロール2を備えた4段以上の多段圧延機により差厚板を製造するものであって、ワークロール2と接するバックアップロール4又はワークロール2と接する中間ロールを、ワークロール2からオフセンタ(オフセット)させることにより、ワークロール2の1周分に対応する差厚寸法を備えた差厚板を製造する。ワークロール2からオフセンタしているバックアップロール4が2本以上、又はワークロール2からオフセンタしている中間ロールが2本以上あってもよい。
(もっと読む)
鋼帯の調質圧延方法及び調質圧延設備。
【課題】引張強度が1470MPa以上の高張力鋼についても、従来圧延機で対応可能な圧延負荷の範囲内で、所定の伸び率を確保し形状矯正を可能とする鋼帯の調質圧延方法を提供する。
【解決手段】直径が300mm以下でかつ表面平均粗さRaが3.0〜10.0μmであるワークロール1を用いて、鋼帯4を調質圧延することにより、引張強度1470MPa以上の高張力鋼でも、大がかりな設備や煩雑な管理を必要とすることなく、鋼帯の形状を矯正することが可能となる。
(もっと読む)
帯板製造設備とその方法
【課題】 一定幅の薄板スラブに発生する幅端部の凹凸形状を連続圧延中に容易かつ迅速に矯正して偏平形状の帯板を製造でき、設備コストの低減化が図れる帯板製造設備とその方法を提供する。
【解決手段】 上部に配置されるタンディシュ2から鋳造湯3を供給され一定幅のスラブ5を連続鋳造する双ロール又は単ロールの連続鋳造機6と、連続鋳造機の下流側近傍に配置されかつ一対の上下作業ロール7、8が軸線に沿って互いに反対方向に移動可能な単体の仕上圧延機11からなる。
(もっと読む)
圧延方法
【課題】高次関数ロールを用いてクラウン制御能力の高い圧延を安定して行うに好適な手段を提供する。
【解決手段】ワークロールとこれに接触するバックアップロールとのすべり率と、ワークロールとこれに接触するバックアップロールとの間の線圧の1/2乗と、ミル中心からの距離の積をワークロールとバックアップロールとの接触域全幅にわたって積分した時の積分値が0となるように、ロールバレル外形を決定する。
(もっと読む)
疲労強度に優れたダル表面金属ストリップの調質圧延方法およびダル表面金属ストリップ
【課題】表層部の機械的材質の劣化や製造コストの大幅な上昇をもたらさず、疲労強度に優れたダル表面金属ストリップの調質圧延による製造方法およびその圧延方法で製造されたダル表面金属ストリップを提供する。
【解決手段】連続焼鈍された金属ストリップを、ワークロールの表面粗さが算術平均粗さで2μmRa以上4μmRa以下のダルワークロールを用い、摩擦係数で0.15以下の圧延潤滑条件で伸び率0.3%以上、0.9%以下の調質圧延をする。
(もっと読む)
作業ロールシフト機能を具備した圧延機
【課題】一端が先細り状に形成される作業ロールをその軸方向にシフトさせ、圧延材のエッジドロップを制御する際に、圧延材の幅方向両端部による作業ロールへの磨耗傷の発生を抑えることにより、その表面に転写傷のない高品質の圧延材を圧延することができる作業ロールシフト機能を具備した圧延機を提供する。
【解決手段】ロール先端に向かうに従ってロール径が漸次小さくなる先細り部31b,32bをロール胴部31a,32aの一端に有し、且つ、先細り部31b,32bがその軸方向において反対側に位置するように圧延材1を挟持する上下一対の作業ロール22a,22bと、作業ロール22a,22bをその軸方向にシフトさせるロールシフト装置40,50とを有するリバース圧延機11であって、作業ロール22a,22bにおけるロール胴部31a,32aの表面を、セラミックス材または超硬合金材で形成する。
(もっと読む)
熱間仕上圧延機用ワークロール、熱間仕上圧延機列と圧延方法
【課題】本発明は、熱延鋼板の熱間仕上圧延において、ワークロールに発生するサーマルクラウンを抑えて、そのことにより、通板性が良好で安定した圧延と鋼板の形状品質の向上を可能とする熱間仕上圧延機用ワークロール、該ロールを組み込んだ複数の熱間仕上圧延機からなる圧延機列および該圧延機列による圧延方法を提供する。
【解決手段】仕上げ圧延機に組み込むワークロールは、炭素鋼製または合金鋼製の軸材、Fe−Ni合金製の中間層およびハイス系材料製の外層からなる複合ロールであり、ワークロールバレル部において、軸材はロール胴長方向の中央部の外周に凹部を有し、中間層は該凹部に形成されて、軸材と中間層とで円柱状をなしており、かつ中間層は胴長方向断面が台形状に形成されている。
(もっと読む)
1 - 20 / 74
[ Back to top ]