
Fターム[4E016AA03]の内容
圧延ロール、圧延スタンド、圧延機の駆動 (1,476) | 圧延後の製品形状 (272) | 板、箔 (139) | ストリップ (65)
Fターム[4E016AA03]に分類される特許
1 - 20 / 65
金属板材の圧延機および圧延方法
【課題】上下作業ロールチョックの安定性と上下作業ロール間の開度を両立し、応答性が高く、圧延中の外乱に対しても板クラウン・形状制御範囲の大きい圧延機を提供する。
【解決手段】上下作業ロールにそれぞれインクリースベンディング力を負荷する油圧シリンダーが、圧延機ハウジングの内側に突出したプロジェクトブロックに配備され、前記下作業ロール胴部に負荷される圧延方向力が、前記プロジェクトブロックと下作業ロールチョックとの接触面によって支持され、前記上作業ロール胴部に負荷される圧延方向力が、前記プロジェクトブロックの上方に位置する圧延機ハウジングウィンドウと上作業ロールチョックとの接触面によって支持され、前記上下作業ロールそれぞれが、同一形状の凹凸状のイニシャルクラウンを、互いに点対称となるべく付与され、かつ、上下作業ロールチョックを、軸方向で互いに相反する方向に相対移動させるロールシフト手段を有する。
(もっと読む)
冷延鋼板の製造方法

【課題】表面光沢度の均一な冷延鋼板を製造することのできる冷延鋼板の製造方法を提供する。
【解決手段】鋼帯Sを冷間圧延する圧延機として圧延スタンドST1〜ST5を有するタンデム圧延機を用い、圧延スタンドST1〜ST5のうち第3圧延スタンドST3のワークロールWR1,WR2としてロール周面を円筒研磨加工された研磨ロールを用いると共に、第4圧延スタンドST3のワークロールWR1,WR2としてロール周面をダル加工されたダルロールを用い、ダルロールの平均表面粗さを0.8μm以下に設定して鋼帯を冷間圧延する。
(もっと読む)
熱間圧延用遠心鋳造製ロール外層材および複合ロール
【課題】耐摩耗性、およびロール表層の耐疲労性に優れた熱間圧延用遠心鋳造製ロール外層材および遠心鋳造製複合ロールを提供する。
【解決手段】外層を、質量%で、C:2.2〜2.8%、Si:0.2〜0.7%、Mn:0.2〜0.7%、Cr:5.0〜8.0%、Mo:4.4〜6.0%、V:5.3〜7.0%、Nb:0.6〜1.3%、Ti:0.002〜0.1%、Cu:0.01〜0.2%を、10.4<(Mo+V)≦12.5、および0.6≦(C−0.24V−0.13Nb−0.25Ti)≦1.3(ここで、Mo、V、C、Nb:各元素の含有量(質量%))を満足するように含有し、残部Feおよび不可避的不純物からなる組成を有する遠心鋳造製外層材とし、該外層材に軸材を溶着一体化した複合ロールとする。これにより、耐摩耗性に優れるとともに、表層の耐疲労性にも優れた、熱間仕上圧延後段用ロールとして好適な遠心鋳造製複合ロールとなる。
(もっと読む)
使用済圧延用複合ロールの再生方法及びこの方法によって製造された再生複合ロール
【課題】短工期でかつ安価に行える使用済圧延用複合ロールの再生方法を提供する。
【解決手段】鋼系材料からなる芯材11を有し、連続鋳掛け法によって胴部15に硬質の第1の鉄系外層材13が形成された使用済圧延用複合ロール14の再生方法であって、胴部15の表面を機械加工して素地を露出させ、その周囲に、質量%で、C:0.5〜3.0%、Si:0.2〜2.0%、Mn:0.2〜2.0%、V:0.5〜10.0%、Cr:3.0〜10.0%を含有し、更にMo:2.0〜10.0%及びW:2.0〜10.0%のいずれか一方又は双方を有し、残部がFe及び不可避的不純物からなる第2の鉄系外層材16を、連続鋳掛け法を用いて形成し、再生複合ロール10を製造する。
(もっと読む)
圧延機および圧延方法
【課題】軸方向位置において上下で互いに補完し合うS字形状のロールクラウンを有し、互いに逆向きに軸方向に移動させてロールギャップの修正を行うことができる一対のワークロールを備える4重式圧延機の圧延において、狭幅材の圧延においては高いクラウン制御能力を保つことができ、広幅材の圧延においては逆クラウンを防止し、安定な通板が可能となる圧延機および該圧延機を使用した圧延方法を提供する。
【解決手段】一対のワークロールのロールクラウンが4次以上の高次関数で規定されるS字形状であると共に、該上下一対のワークロールの軸方向への移動量が0である時のロールギャップ形状が、ロール端部においてロールギャップが最大かつ該ギャップの変化率(勾配)がほぼ0となるようにロールクラウンを形成する。
(もっと読む)
板圧延機、タンデム式板圧延機及び板圧延方法
【課題】ワークの板厚分布不良を低減でき、エッジドロップの局部制御が可能な板圧延機、タンデム式板圧延機及び板圧延方法の提供。
【解決手段】軸方向一方側において漸次縮径するテーパー部を備えると共に軸方向にシフト可能なワークロールと、上記ワークロールと径方向側で隣接し、軸方向の上記テーパー部とは他方側に、軸方向のどのシフト位置でもバックアップロールと接しないように縮径されている延長バレル部を備えると共に、上記延長バレル部に寄った位置に凸中心を置いて径方向に膨出する膨出部を備えて、軸方向にシフト可能な中間ロールと、を備える板圧延機を採用する。
(もっと読む)
電気光学的または電気機械的な構造部材または摺動部材
本発明は、CuまたはCu合金帯板、AlまたはAl合金帯板、FeまたはFe合金帯板、TiまたはTi合金帯板、NiまたはNi合金帯板または特殊鋼帯板からなる金属帯板またはそれから製造された薄板の圧延された金属基体からなる、電気光学的または電気機械的な構造部材、特にLED、コネクタあるいはリードフレーム、または摺動部材に関する。この表面の構造は、高い反射性の表面被覆の場合であっても、光学的な方法での接合を可能にし、同時に使用中の部材の機能性を改善する。 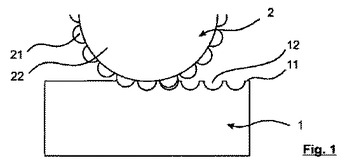 (もっと読む)
(もっと読む)
方向性電磁鋼板の製造方法
【課題】鉄損特性に優れる方向性電磁鋼板の有利な製造方法を提案する。
【解決手段】方向性電磁鋼板用熱延鋼板を、1回あるいは中間焼鈍を挟む2回以上の冷間圧延で最終板厚の冷延鋼板とし、その後、一次再結晶焼鈍し、二次再結晶焼鈍する一連の工程からなる方向性電磁鋼板の製造方法において、最終冷間圧延における1パス以上を、ロール周方向に対して2°以上90°未満傾斜した研磨目と、上記研磨目とは逆向きに0°以上90°未満傾斜した研磨目とからなるクロス研磨目を有するワークロールを用いて圧延することを特徴とする方向性電磁鋼板の製造方法。
(もっと読む)
表面光沢に優れたフェライト系ステンレス冷延鋼帯の製造方法
【課題】表面光沢に優れたフェライト系ステンレス鋼帯を安定して製造する方法を提供する。
【解決手段】冷間圧延、焼鈍、あるいはさらに酸洗をこの順に施した鋼帯を、調質圧延により表面仕上げするステンレス冷延鋼帯の製造方法において、鋼ロールの表面にCrめっきを施した後、ロール幅方向の平均粗さRaが0.003μm以上0.010μm以下に研磨したロールを用い、無潤滑にて、伸び率が0.8%以上2.0%以下となるように前記調質圧延を行う。
(もっと読む)
熱間圧延用遠心鋳造製複合ロール
【課題】耐摩耗性、およびロール表層の耐疲労性に優れた熱間圧延用遠心鋳造製ロール外層材および遠心鋳造製複合ロールを提供する。
【解決手段】外層を、C:2.2〜2.6%、Si:0.2〜0.7%、Mn:0.2〜0.7%、Cr:5.0〜8.0%、Mo:4.4〜6.0%、V:5.3〜7.0%、Nb:0.6〜1.3%を、10.0<(Mo+V)≦12.5および0.6≦(C−0.24V−0.13Nb)≦1.3(ここで、Mo、V、C、Nb:各元素の含有量(質量%))を満足するように含有し、さらにCo:0.1〜4%およびB:0.01〜0.06%を含み、残部Feおよび不可避的不純物からなる組成を有する遠心鋳造製外層材とし、該外層材に軸材を溶着一体化した複合ロールとする。これにより、耐摩耗性に優れるとともに、表層の耐疲労性にも優れた、熱間仕上圧延後段用ロールとして好適な、遠心鋳造製複合ロールとなる。
(もっと読む)
薄い熱間ストリップを製造するための装置および方法
【解決手段】 本発明は、エンドレスプロセス内において、鋳造圧延によって、薄い熱間ストリップ1を製造するための装置であって、このエンドレスプロセスが、先ず第一に、その鋳造機械内において薄スラブ3が鋳造される該鋳造機械2と、その圧延ライン内において上記薄スラブ3が鋳造工程の一次熱の利用のもとで圧延される、上記鋳造機械2の内の少なくとも1つの鋳造機械に後置された該圧延ライン4、5と、および、それら仕上げロールスタンド内において熱間ストリップ1がワークロール8でもって最終厚さへと圧延される、上記熱間ストリップ1の搬送方向Fにおいて後方の領域6内に設けられた多数の該仕上げロールスタンド7とを備える様式の上記装置に関する。エンドレスプロセス内における、薄い熱間ストリップの製造製造を改善するために、本発明において、仕上げロールスタンド7のワークロール8が、摩耗の少ないロール表面を有している。更に、本発明は、エンドレスプロセス内において、鋳造圧延によって、薄い熱間ストリップ1を製造するための方法に関する。 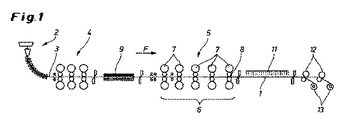 (もっと読む)
(もっと読む)
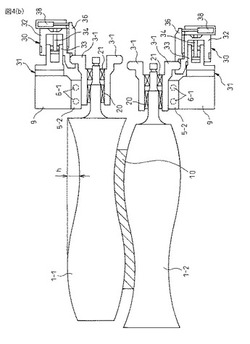
圧延機及びそれを備えたタンデム圧延機
【課題】硬質材及び薄板材圧延のため、より小径の作業ロールを使用可能とし、高い生産性や高い製品品質の帯板を得ることができる圧延機及びそれを備えたタンデム圧延機を提供する。
【解決手段】帯板1を圧延する上下1対の作業ロール2と、この上下1対の作業ロール2を支持する各々上下1対の中間ロール3と、この上下1対の中間ロール3を支持する各々上下1対の補強ロール4から成り、前記作業ロールの圧延可能な板幅内,外に支持ロールを有しない6段式の圧延機や中間ロールの無い4段式の圧延機において、前記作業ロールが駆動されると共に、同作業ロールは、小径で超硬合金やセラミックス等の高い縦弾性係数の材質を使用した。
(もっと読む)
長寿命冷延ロール
【課題】優れた表面性状を備える缶用鋼板を製造することができ、かつ、寿命の長い冷延ロールを提供する。
【解決手段】ロール表面にレーザーを照射し、円周方向及びロール軸方向に、所定の間隔で穴を形成した冷延ロールにおいて、(i)穴の半径rと深さdが下記式(1)を満たし、かつ、(ii)穴の周縁が平坦であることを特徴とする長寿命冷延ロール。
0.90・r≦d≦1.20・r(30μm≦r≦125μm)・・・(1)
(もっと読む)
熱間圧延用遠心鋳造製複合ロール
【課題】耐摩耗性、ロール表層の耐疲労性に優れた熱間圧延用遠心鋳造製ロール外層材および遠心鋳造製複合ロールを提供する。
【解決手段】外層を、C:2.2〜2.6%、Si:0.2〜0.7%、Mn:0.2〜0.7%、Cr:5.0〜8.0%、Mo:4.4〜6.0%、V:5.3〜7.0%、Nb:0.6〜1.3%を、10.0<(Mo+V)≦12.5および0.6≦(C−0.24V−0.13Nb)≦1.3(ここで、Mo、V、C、Nb:各元素の含有量(質量%))を満足するように含有し、さらにB:0.01〜0.07%含み、残部Feおよび不可避的不純物からなる組成を有し、残部Feおよび不可避的不純物からなる組成を有する遠心鋳造製外層材とし、該外層材に軸材を溶着一体化した複合ロールとする。これにより、耐摩耗性に優れ、表層の耐疲労性にも優れた、熱間仕上圧延後段用ロールとして好適な、遠心鋳造製複合ロールとなる。
(もっと読む)
靭性に優れた鍛鋼製冷間圧延ロール
【課題】高価なマイクロアロイ等の元素を使用したり、特殊な製法等を採用したりすることがなくても、優れた靭性を確保することができ、高負荷環境時でも圧延時に割れが発生することがない靭性に優れた鍛鋼製冷間圧延ロールを提供することを課題とする。
【解決手段】質量%で、C:0.6〜1.2%、Si:0.4〜0.8%、Mn:0.4〜1.0%、Ni:0.4〜1.0%、Cr:3.0〜6.0%、Mo:0.2〜0.5%、を含有し、残部がFe及び不可避的不純物からなる鍛鋼製冷間圧延ロールであって、表層部の金属組織に分散した炭化物の平均粒径が1μm以下且つ、分散した炭化物の面積分率が5〜30%である。
(もっと読む)
金属帯の冷間圧延方法および冷延鋼帯の製造方法ならびに冷間圧延用圧延ロール
【課題】
焼き付き(ヒートスクラッチ)の発生限界圧下率・圧延速度を上げて、強圧下・高速圧延の可能で、かつ効率性の良い安定した金属帯の冷間圧延方法、冷延鋼帯の製造方法および冷間圧延用圧延ロールを提供することにある。
【解決手段】
圧延油(エマルション圧延油あるいはニート油)を供給しつつ、表層が鍛鋼材からなり、該層の内側に永久磁石層を有する圧延ロールにより、該圧延ロールと金属帯との間に磁界を印加しながら、冷間圧延をする。金属帯の材質として鋼、ステンレス鋼、非鉄金属等が挙げられる。圧延機は冷間タンデム圧延機でもリバース式冷間圧延機でもよい。
(もっと読む)
冷間圧延方法
【課題】特にワークロールに表面粗さが小さいものを使用する場合に、焼付きの発生を防止しながら、ロールバイトへの導入油量が小さくても、ワークロールの表面粗さの変化が抑制され、表面粗さの小さい金属帯を安定して製造するための方途について、提供する。
【解決手段】表面の算術平均粗さが0.05〜0.4μmのワークロールを使用して冷間圧延を行うに当たり、平均粒子径:0.01〜0.2μmの固体粒子が含有された圧延油を循環使用する。
(もっと読む)
使用済圧延用複合ロールの再生方法及びこの方法によって製造された再生複合ロール
【課題】短工期でかつ安価に行える使用済圧延用複合ロールの再生方法及びこの方法によって製造された再生複合ロールを提供する。
【解決手段】鋼系材料からなる芯材11を有し、連続鋳掛け法によって胴部15に硬質の第1の鉄系外層材13が形成された使用済圧延用複合ロール14の再生方法であって、胴部15の表面を機械加工して素地を露出させ、その周囲に、質量%で、C:0.5〜3.0%、Si:0.2〜2.0%、Mn:0.2〜2.0%、V:0.5〜10.0%、Cr:3.0〜10.0%を含有し、更にMo:2.0〜10.0%及びW:2.0〜10.0%のいずれか一方又は双方を有し、残部がFe及び不可避的不純物からなる第2の鉄系外層材16を、連続鋳掛け法を用いて形成し、再生複合ロール10を製造する。
(もっと読む)
ステンレス鋼または高炭素鋼の冷間圧延方法
【課題】水系の潤滑剤を用いてステンレス鋼や高炭素鋼などの金属帯を高速圧延する場合に、均一な表面光沢を得ることができる冷間圧延方法を提供する。
【解決手段】ステンレス鋼や高炭素鋼の冷間圧延に際し、ワークロールとしてロール径が150mm以下のものを用いると共に、クーラントとして、重量平均分子量が500〜4000のポリアルキレングリコール:1〜15質量%および炭素数が18〜22の脂肪酸のアミン塩:1〜8質量%を含有する水溶液を使用する。
(もっと読む)
熱間圧延鋼帯の製造方法と仕上圧延機
【課題】シートバーがハイテンのように高強度鋼の場合や僅かな材質ムラにより圧延荷重が大きく変動する場合でも仕上圧延機内での蛇行量を小さく抑えながら熱間圧延鋼帯を製造することのできる熱間圧延鋼帯の製造方法と仕上圧延機を提供する。
【解決手段】粗圧延されたシートバー2を仕上圧延機3により仕上圧延して熱間圧延鋼帯1を製造するに際して、仕上圧延機3の複数の圧延スタンド4A〜4Gのうちワークロール5がクロスした圧延スタンドとして、ワークロール周面部が超硬合金で形成された圧延スタンド4Gを用いて熱間圧延鋼帯1を製造する。
(もっと読む)
1 - 20 / 65
[ Back to top ]