
Fターム[4E024DD20]の内容
Fターム[4E024DD20]に分類される特許
1 - 20 / 30
ロール偏芯除去方法及びロール偏芯除去制御装置
【課題】非圧延時においてロール偏芯を解析するとともに、圧延時におけるロール偏芯の解析をも加味してロール偏芯を除去する。
【解決手段】非圧延時においてロール偏芯を解析してロール偏芯除去制御値Aを設定し、圧延時においては、当初は制御値Aに基づきロール偏芯除去制御を実行し、その後所定の期間を超えたときには、圧延機で測定されるバックアップロール対の回転角度、圧延荷重およびワークロール間の距離と板厚計にて測定される鋼板の板厚実績値とに基づいて、圧延しつつロール偏芯を解析してロール偏芯除去制御値Cを設定して当該設定したロール偏芯除去制御値Cを制御に反映する。
(もっと読む)
圧延機の動特性を考慮した板厚制御方法

【課題】圧延材の板厚を目標値に確実に近づけることができる圧延機の板厚制御方法を提供する。
【解決手段】圧延材を圧延する圧延機のロールギャップを制御する板厚制御方法において、圧延機の動特性を考慮しつつゲージメータ式を満足する圧延荷重変動値ΔP’を算出する。その上で、算出された動特性圧延荷重変動値ΔP’を用いて、ロールギャップの修正量ΔSを求め、得られたロールギャップの修正量ΔSを前記圧延機に適用する。
(もっと読む)
制御装置、制御方法及び制御プログラム
【課題】簡易な装置構成で、適正なピックアップ量を設定する。
【解決手段】搬送テーブル10aから粗圧延機107へ圧延材200が入射する角度を入射角として、圧延材200に反り及び噛み込み不良が発生しないような入射角と、粗圧延機107が圧延するための圧延条件とを関連づけて、入射角情報として記憶する入射角情報記憶部13と、初期サイズ及び目標サイズに基づいて、圧延条件を計算する圧延条件計算部12と、計算された圧延条件と、記憶された入射角情報とに基づいて、幾何学的および力学的関係からピックアップ量を計算するピックアップ量計算部14と、ピックアップ量計算部14により計算されたピックアップ量になるように、ピックアップ量変更部9を制御するピックアップ量変更制御部16とを備える。
(もっと読む)
圧延機でのキス圧延状態の判定方法
【課題】箔圧延を行っている圧延機でのキス圧延状態を確実に判定する方法を提供する。
【解決手段】本発明の圧延機でのキス圧延状態の判定方法は、圧延材Wを圧延するワークロール2を備えた圧延機1を用いて圧延を行っている際に、圧延材Wの圧延形状の差を圧延荷重の差で除した単位荷重変化当たりの形状変化Δεを算出すると共に、圧延材Wの板厚や材質による影響を考慮するための形状緩和係数αを求め、ワークロール2のたわみであるh・Δε/αを算出し、算出されたたわみh・Δε/αの分布曲線が、予め設定した曲線パターンとなる場合にキス圧延状態と判断する。
(もっと読む)
熱間圧延鋼板のループ検知方法および装置並びに巻取制御方法および巻取制御装置
【課題】ホットランテーブル上での熱間圧延鋼板へのループの発生を検知することにある。
【解決手段】仕上圧延機から巻取機までの間に配置されたホットランテーブル上で鋼板の長手方向にループが発生したことを検知する方法において、前記ホットランテーブルのテーブルローラ5を駆動する駆動用電動機6の電流値を継続的に検出し、前記電流値が所定値以下に低下した場合に鋼板Sの長手方向にループが発生したと判断することを特徴とする熱間圧延鋼板のループ検知方法である。
(もっと読む)
制御装置及び制御方法
【課題】一方の測定器から他方の測定器へ切り替えられた場合においても、測定値を突然変化させることなく熱間圧延装置の制御を適切に継続する。
【解決手段】第1のプロセス値として測定するマルチゲージ123(第1の測定部)と、第2のプロセス値として測定する平坦度計127(第2の測定部)と、マルチゲージ123(第1の測定部)の異常を検出する異常検出部12と、プロセス情報を記憶するプロセス情報記憶部2と、第2のプロセス値を補正するための学習項Zを算出する学習項算出部13と、学習項Zを記憶する学習項記憶部3と、補正板幅値(補正プロセス値)を生成する補正部14と、異常が検出された時点以前における第1のプロセス値と、異常が検出された時点以降における補正板幅値(補正プロセス値)とを選択する選択部15と、選択されたプロセス値及び補正プロセス値に基づいて、圧延ラインの制御を行う機器制御部16とを備える。
(もっと読む)
圧延機の制御方法および装置
【課題】圧延操業中に発生する10数〜20数Hzの振動を未然に防ぐ圧延機の制御方法および装置を提供すること。
【解決手段】圧延中に時々刻々と変化する圧延速度に基づいて圧延ロールの回転周波数を逐次演算し、圧延ロールの回転周波数がロール軸の固有振動周波数を中心とする予め定めた所定の帯域に入ったときに、圧延ロールの回転周波数を前記所定の帯域から外す圧延ロールの回転周波数の目標値を演算し、次いで、得られた圧延ロールの回転周波数の目標値に基づいて圧延速度の目標値を演算し、次いで、得られた圧延速度の目標値に基づいてミルモータの回転速度を制御して、圧延ロールが回転することによって生じる圧延ロールの振動とロール軸がねじれることによって生じるロール軸の振動との共振によって発生する圧延機の振動を未然に防ぐ。
(もっと読む)
金属板材の圧延機および圧延方法
【課題】上下作業ロール間の開度を大きく取ることができ、かつ強力なロールベンディング力を付与についても容易に達成できるとともに、キャンバー及び反りのない金属板材を安定して製造でき、高精度の零点調整を可能とする圧延機、及び圧延方法を提供する。
【解決手段】上下作業ロールにそれぞれインクリースベンディング力を負荷する油圧シリンダーが、圧延機ハウジングの内側に突出したプロジェクトブロックに配備され、
上作業ロール胴部に負荷される圧延方向力が、前記プロジェクトブロックの上方に位置する圧延機ハウジングウィンドウと上作業ロールチョックとの接触面によって支持され、
前記作業ロールチョックの圧延方向入側、出側のいずれか一方に、該作業ロールチョックを該圧延機ハウジングウィンドウとの接触面に圧延方向に押しつけるための装置を有すること等を特徴とする、金属板材の圧延機、及びこの圧延機を用いた圧延方法。
(もっと読む)
圧延制御方法
【課題】圧延材を連続圧延する状況下における先進率モデルを構築した上で、この先進率モデルを用い、冷間圧延される圧延材の板厚及び/又は張力を確実に制御する。
【解決手段】本発明に係る圧延制御方法は、圧延実施時における先進率の状況を摩擦係数μを用いて表現した先進率モデルを用い、圧延の制御を行う圧延制御方法において、先進率モデルを「摩擦係数μ=」の形に変形することで分数形式とすると共に、この分数形式で表現された先進率モデルの分母に補正関数Cを導入し、補正関数Cが導入された先進率モデルを用い、冷間圧延される圧延材の板厚及び/又は張力を制御する。
(もっと読む)
圧延方法
【課題】高次関数ロールを用いてクラウン制御能力の高い圧延を安定して行うに好適な手段を提供する。
【解決手段】ワークロールとこれに接触するバックアップロールとのすべり率と、ワークロールとこれに接触するバックアップロールとの間の線圧の1/2乗と、ミル中心からの距離の積をワークロールとバックアップロールとの接触域全幅にわたって積分した時の積分値が0となるように、ロールバレル外形を決定する。
(もっと読む)
板圧延機およびその制御方法
【課題】圧延材の反りによる通板トラブル、あるいはうねり、全波、小波等の板幅方向に貫通した波形状による平坦度不良を、ロールの異常回転、スリップを生ずることなく解消できる板圧延機およびその制御方法を提供する。
【解決手段】上下一対の作業ロール2、3と、前記一対の作業ロール2、3をそれぞれ独立に駆動する一対の電動機5、6を有し、一方の電動機はロール回転速度を制御目標値として制御するロール回転速度制御電動機であり、他方の電動機は該電動機で駆動される作業ロールから圧延材に加えられる圧延トルクが略一定になることを制御目標として制御する駆動トルク制御電動機であり、該駆動トルク制御電動機を駆動トルクを制御量として制御する制御手段を備えた板圧延機であって、前記駆動トルク制御電動機のロール回転速度に上限値及び/又は下限値を設定する制御手段を備えている。
(もっと読む)
ロールショップ管理システム
【課題】ロールショップ作業の運用制御を効率的に行なうことを可能とするロールショップ管理システムを提供する。
【解決手段】ロールショップ管理システム1は、旧ロールに表面加工を施す第一研磨機31、第二研磨機32及びダル加工装置41と、新ロールを使用して被加工物の圧延処理を実行するZM圧延機2と、各設備機器間でのロールの搬送を制御するクレーン制御盤78及び周辺制御盤79と、ロールショップ作業の運用制御を司る管理サーバ3と、を備えている。各ロールには無線タグが取り付けられており、作業者が無線HT6で無線タグを読み取ると、管理サーバ3で当該無線タグが取り付けられたロールに関する情報が更新される。
(もっと読む)
油圧システムにおける圧力振動を能動的に抑制するための方法および装置
本発明は、冷間圧延ラインあるいは熱間圧延ラインの油圧システム、あるいは鉄材料、鋼材料あるいはアルミニウム材料のためのストリップ処理設備の油圧システムにおける、圧力振動あるいは圧力脈動を能動的に抑制するための方法と装置とに関する。本発明の課題は、冷間圧延ラインあるいは熱間圧延ラインの油圧システム、もしくはストリップ処理設備の油圧システムにおける、圧力振動あるいは圧力脈動を能動的に抑制するための方法と装置とを提供することであり、当該方法と装置とによって、出現する圧力振動もしくは圧力脈動は、単純かつ価格的に有利な装置を用いて特に効果的に抑制され得る。この課題は、以下の方法ステップが実施される方法によって解決される。すなわち、a)油圧システムにおける圧力を永続的に測定することによって、圧力センサを用いて圧力信号を検出するステップと、b)圧力信号の交流成分を算出するステップと、c)少なくとも一つの目標値と交流成分とを考慮に入れて、時間的に可変の少なくとも一つの動作変数を、レギュレータを用いてリアルタイムで算出するステップと、d)少なくとも一つのアクチュエータに動作変数を適用するステップであって、アクチュエータは、動作変数に対応しかつ油圧システムと関連する容量を変化させ、それによって油圧システムにおける圧力振動が抑制されるステップと、である。 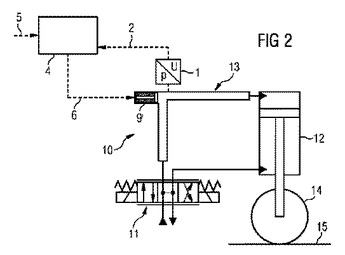 (もっと読む)
(もっと読む)
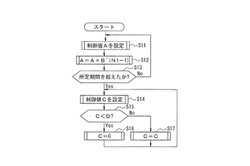
連続的に走行する鋼ストリップのための圧延機においてロールを交換するための方法
本発明は、連続的に走行する鋼ストリップ圧延機のための少なくとも1つのワークロールを支持するためのロールスタンド(C)においてロールを交換する方法に関し、スタンドが、連続的な走行方向(D)でみて圧延機に沿って連続して配置された複数(N)のロールスタンドの一部であり、ロールの自由締付け位置におけるロールスタンバイ機能が、前記複数(N)のスタンドの内の少なくとも1つの専用のスタンド(CA)に割り当てられており、ロールの締付けに関連した調節を制御する初期設定値が、作動圧延位置にある他のスタンドに個々に割り当てられており、ロール交換を行う際に、自由締付け位置(C)へ移動する時に、前記スタンド(C)の初期設定値と、作動圧延位置にあるスタンドの初期設定値とが、専用のスタンド(CA)を含む前記スタンドのそれぞれの間で個々に再配分される。 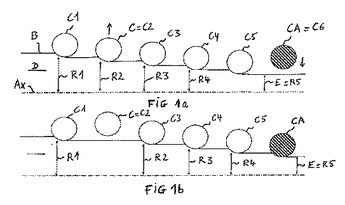 (もっと読む)
(もっと読む)
製品品質の制御方法及び制御装置
【課題】最適な製造条件に基づいて製品の品質を制御することが可能な製品品質の制御方法、及び、当該制御方法を実施することが可能な製品品質の制御装置を提供する。
【解決手段】製品の品質を制御する方法であって、製造条件に応じて特定される製品の計数値に関する品質を、線形回帰式で定義する回帰式定義工程と、線形回帰式の係数を、品質の実績データ及び製造条件の実績データを用いて算出する係数算出工程と、係数算出工程で算出した線形回帰式の係数、及び、製造条件の実績データを用いて、製造条件の目標値を算出する目標値算出工程と、算出された製造条件の目標値に基づいて、製造条件を変更する製造条件変更工程とを備える、製品品質の制御方法とする。
(もっと読む)
鋼板の加工順序を決定する技術
【課題】鋼板の圧延工程をこれまでよりも効率化する。
【解決手段】鋼板の加工順序を決定するシステムであって、鋼板をその加工順に配列する場合にそれぞれの種類の鋼板を配列するべき位置の範囲を定めた位置制約を記憶している制約記憶部と、既に加工順に配列した鋼板列に他の鋼板を挿入するべき位置として、他の鋼板を挿入した後の鋼板列に対し位置制約を充足したまま更に挿入可能な鋼板の数の期待値がより大きくなる位置を優先して選択する選択部と、選択した位置に他の鋼板を挿入して、挿入後の鋼板列を示すデータを出力する挿入部とを備えるシステムを提供する。
(もっと読む)
圧延ラインの組織・材質管理システム
【課題】顧客の要求する組織・材質仕様を満たす製品を効率よく製造することを可能とする圧延ラインの組織・材質管理システムを得る。
【解決手段】注文データベース31と、素材データベース32と、注文情報及び素材情報に基づいて、製造順序を決定する製造順序決定手段33と、製造順序に基づいて、製造指示情報のリストを作成する製造指示手段34と、製造指示情報のリストに基づいて、機器を制御する圧延ライン制御手段6と、圧延実績データを収集する圧延データ収集手段41と、圧延実績データに基づき組織・材質を算出する組織・材質モデル42と、組織・材質モデルの算出値及び注文情報に基づいて、組織・材質仕様を満たしているか否かを判定する組織・材質判定手段43と、判定結果が当該組織・材質仕様を満たしていない場合、注文データベースを検索し当該圧延製品に引き当て可能な注文情報を引き当てる引当手段35とを備える。
(もっと読む)
タンデム式圧延機の板厚制御装置
【課題】金属板材を連続的に圧延するタンデム式圧延機において、原板の硬度むらに起因する板厚偏差を防止する。
【解決手段】タンデム式圧延機の前段スタンドの前後に設置した板厚検出器にて板厚を測定し、前段スタンドに設置した荷重検出器にて圧延荷重を測定し、その板厚と圧延荷重とから金属板材に内在する硬度変動率を推定する(硬度変動推定手段9)。推定した硬度変動率を金属板材に移動に合わせてトラッキングし、後段スタンドの硬度変動率を出力する(硬度変動トラッキング手段10)。出力した後段スタンドの硬度変動率から後段スタンドのワークロールの圧下位置を修正する(圧下修正手段11)。
(もっと読む)
熱間圧延における反り制御方法
【課題】熱間圧延における板材の反りを十分に抑制できる制御方法を提供する。
【解決手段】上下のワークロールで挟み込んで板材を圧延する熱間圧延において、ワークロールを通過した板材の反りを計測し、計測した反りに応じて、上下のワークロールの回転速度を異ならせることで、板材の反りを低減する異周速制御と、上下のワークロールの表面のコーティングをそれぞれ除去する上下のブラシロールの押し付け圧力、回転数および作動時間の少なくともいずれかを上下で異ならせることで、上下のワークロールの摩擦係数に差を設けて板材の反りを低減するブラシ制御とを行い、ブラシ制御は、異周速制御における上下のワークロールの回転速度を基にして、ワークロールの回転速度の差が小さくなるようにブラシロールを制御する。
(もっと読む)
連続冷間圧延機の先端自動通板装置
【課題】上位計算機からは、圧延時のワークロールギャップ値を受け取り、圧延ギャップとバイアス定数にてワークロールギャップ値を変更して圧延機噛み込み後、距離タイマーがタイムアップ後に圧延ギャップ設定に戻す事で実現するようにした連続冷間圧延機の先端自動通板装置を得る。
【解決手段】連続冷間圧延機の上下ワークロール間のギャップを調整することにより、圧延材の板厚を制御するものにおいて、管理されているプロダクションデータのうち、圧延ギャップデータを生成して送信する上位計算機(L2)と、上位計算機から送信される圧延ギャップデータを受け取り、受け取った制御用の圧延ギャップデータに対して、通板性を良くする為に、圧延ギャップデータにバイアス値を付加し通板用ギャップデータとすることができる操作端末4を有するプログラムコントローラ(L1)とを備える。
(もっと読む)
1 - 20 / 30
[ Back to top ]