
Fターム[4E024GG05]の内容
Fターム[4E024GG05]に分類される特許
1 - 20 / 52
金属帯の圧延方法
【課題】金属帯の圧延において、板幅方向での厚みが不均一、特に幅端部の厚みが過薄になったり過厚になったりする問題を解消でき、金属帯の製造におけるスケジュールフリーの圧延を安定的、かつ確実に、実現することを目的とするものである。
【解決手段】ワークロールを軸方向にシフトするシフト機構および上下ワークロールをクロスするクロス機構を備えた圧延機を用いて被圧延材を圧延するに際し、圧延サイクルにて圧延予定の全被圧延材について、被圧延材とワークロールの接触部分におけるワークロールプロフィルを、目標とするプロフィルとするように全被圧延材に対するワークロールシフト位置を決定し、次いで各被圧延材について予測ワークロールプロフィル、予測圧延荷重、目標板幅からワークロールのクロス角を決定することを特徴とする圧延方法。
(もっと読む)
金属帯の圧延方法

【課題】ワークロールを軸方向にシフトするシフト機構を備えた圧延機を使用する圧延において、圧延サイクルにおける被圧延材の板幅方向での厚み分布(板厚分布)を均一に改善できる金属帯の圧延方法。
【解決手段】金属帯の圧延ラインにて、ワークロールを軸方向にシフトするシフト機構を備えた圧延機を用いて被圧延材を圧延するに際し、被圧延材1本毎のシフト位置変更量を圧延サイクル内で一定とし、シフト位置変更量とワークロールのシフト移動方向を反転する折り返し位置とを、圧延サイクルにおける圧延予定の全被圧延材について、被圧延材とワークロールの接触部分におけるワークロールプロフィルの予測計算値とワークロールプロフィル目標値との誤差を求め、該誤差を当該圧延サイクルの全被圧延材について合計した値が最小となるように決定することを特徴とする金属帯の圧延方法。
(もっと読む)
差厚鋼板のスラブ編成方法およびスラブ編成装置
【課題】複数の差厚鋼板のオーダの圧延能率を向上させること。
【解決手段】スラブ編成装置4が、複数の差厚鋼板および平鋼板のオーダ情報を用いて、差厚鋼板、差厚鋼板の厚部と薄部とを長さ方向に逆転させた差厚鋼板、および平鋼板をスラブ単位で組み合わせたスラブパターンを複数作成し、作成された複数のスラブパターンの中から圧延能率が最大になるスラブパターンを選択する。これにより、1枚の差厚鋼板に対し1本以下のスラブで圧延が可能となり、また差厚鋼板を選択する順序に左右されずに最適なスラブ編成を作成できるので、複数の差厚鋼板のオーダの圧延能率を向上させることができる。
(もっと読む)
処理順序スケジュール作成方法、処理順序スケジュール作成装置、及びコンピュータプログラム
【課題】処理順序スケジュールを作成するに際し、制約を満たすように全ての製品の処理順を決定することができない場合には、処理順序スケジュールに取り込むことが相対的に不適切となる製品を除去して、複数の製品の処理順を決定する。
【解決手段】1つの鋼材(スラブ)に割り当てられる抽出順の数を1又は0にするという制約条件と、或る抽出順に鋼材(スラブ)が割り当てられていない場合には、その抽出順の次の抽出順以降の抽出順には、鋼材(スラブ)は割り当てられないとする制約条件と、を設定する。また、熱延スケジュールに組み込まれた鋼材(スラブ)についての、熱延スケジュールに組み込むべき優先度の加算値を表す目的関数と、熱延スケジュールに組み込まれていない鋼材(スラブ)の数を表す目的関数(評価関数)とを設定する。
(もっと読む)
最適化装置、最適化方法、及び最適化プログラム
【課題】圧延材の製品品質を確保しつつ、最適化したい最適化指標量が最小になるように、圧延設備の制御を最適化する。
【解決手段】圧延装置が圧延材を圧延するための制御設定値を算出する設定計算部31と、設定計算部31により算出された制御設定値に基づいて、圧延装置により圧延された圧延材の材質を予測する材質予測計算部32と、設定計算部31により算出された制御設定値に基づいて、圧延装置が圧延材を圧延する上で最適化する指標の量を最適化指標量として算出する最適化指標量算出部36と、材質予測計算部32により予測された材質が外部入力された要求材質を満たす範囲内で、最適化指標量算出部36により算出された最適化指標量を最小にする制御設定値を設定計算部31に算出させる最適化部34とを備える。
(もっと読む)
熱延鋼板の冷却方法
【課題】仕上圧延機で熱間圧延され、圧延方向に周期的に波高さが変動する波形状が形成された熱延鋼板において、当該波形状が形成されているために生じる不均一な冷却によって発生する温度ムラを要因とする材質のバラツキを低減させ、熱間圧延の後工程である冷延工程での鋼板の板厚変動を抑制する。
【解決手段】仕上圧延機で熱間圧延され、圧延方向に周期的に波高さが変動する波形状が形成された熱延鋼板を冷却する方法であって、熱延鋼板を冷却する所定の冷却区間において、熱延鋼板の波形状の急峻度を0%超1%以内の耳波に制御することを特徴とする、熱延鋼板の冷却方法が提供される。
(もっと読む)
圧延パラメータのバラツキを考慮した圧延制御方法
【課題】圧延パラメータのバラツキを考慮した制御モデルを構築すると共に、この制御モデルを用いて圧延スタンドを制御する圧延制御方法を提供する。
【解決手段】本発明に係る圧延パラメータのバラツキを考慮した圧延制御方法は、圧延材Wを圧延する圧延スタンド2を有する連続圧延機1を制御する制御方法において、使用する圧延パラメータが確率分布を持つとし、確率分布を持つ圧延パラメータを用いた制御モデルにより、圧延スタンド2を制御する。
(もっと読む)
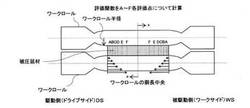
金属帯の圧延ラインにおけるワークロールシフト圧延方法
【課題】熱間圧延ライン等の金属帯の圧延ラインにおける仕上圧延機等で被圧延材を圧延するに際し、逆クラウンの問題や、被圧延材の幅端部の厚みが過薄になったり過厚になったりする問題を解消するワークロールシフト圧延方法を提供する。
【解決手段】ワークロール19シフト圧延機のワークロールプロフィル目標値とワークロールプロフィル予測計算値から決まる評価関数を、被圧延材の幅端複数箇所の評価点について計算し、合計し、これをさらに圧延サイクルにて圧延予定の全被圧延材について合計した結果が、最小となるような圧延順ワークロールシフト位置を、圧延順ワークロールシフト位置として決定する。
(もっと読む)
帯板の平坦度を制御する方法と、そのための制御システム
【課題】平坦度制御を行って帯板を圧延機で圧延する方法を提供すること。
【解決手段】圧延機は、アクチュエータで制御可能な複数のロールを備える。この方法は、帯板の平坦度に関する平坦度測定データを受信するステップ(S1)と、帯板の基準平坦度と平坦度測定データとの差として平坦度誤差を求めるステップ(S2)と、調整平坦度誤差を、平坦度誤差と、アクチュエータの配置の組み合わせに関する重みであって、閾値を下回る平坦度影響係数を与える重みとに基づいて求めるステップ(S3)と、制御ユニットの調整平坦度誤差を利用してアクチュエータを制御することにより、帯板の平坦度を制御するステップ(S4)とを含む。上記方法を実行するコンピュータプログラム製品及び制御システムが、更に本明細書において提示される。
(もっと読む)
変形抵抗予測装置及び圧延機の制御方法
【課題】製造条件が変化した場合であってもオペレータの作業負荷を高くすることなく、被圧延材の変形抵抗を精度高く予測すること。
【解決手段】類似度算出部10aが、実績データベース4内に格納されている複数の圧延条件xnについて、予測対象の圧延条件xに対する類似度Wnを算出し、予測式作成部10bが、実績データベース4に格納されている圧延条件xnのデータを用いて、圧延条件xと被圧延材の変形抵抗yとの関係を表す予測モデルを作成すると共に、類似度算出部10aによって算出された類似度Wnを重みとする評価関数を予測モデルの予測誤差を評価する評価関数として最適化問題を解くことによって、予測モデルのモデルパラメータを決定し、変形抵抗予測部10cが、予測式作成部10bによって作成された予測モデルに予測対象の圧延条件xを入力することによって、予測対象の圧延条件xで圧延工程を行った場合の被圧延材の変形抵抗yを予測する。
(もっと読む)
タンデム圧延機の制御方法及び制御装置
【課題】積分型最適サーボ系を用いたタンデム圧延機での板厚・張力制御において、両制御での干渉を抑えることのできる最適な重み行列Q,Rを求めて適正な制御を行うことができるようにする。
【解決手段】連続する上流側の圧延スタンド2aと下流側の圧延スタンド2bとを備えたタンデム圧延機1にて圧延材3の圧延を行うに際し、板厚を制御する板厚制御系とスタンド間張力を制御する張力制御系との制御を行うタンデム圧延機1の制御方法において、タンデム圧延機1の状態方程式を設定し、状態方程式に対する積分型最適サーボ系設計を行うために、重み行列Q、Rを有する第1評価関数を設定し、板厚制御系と張力制御系との干渉が最小となるような重み行列Q、Rを求めるための第2評価関数を設定し、第2評価関数で求められた重み行列Q、Rを用いて、板厚制御系と張力制御系との制御を行う。
(もっと読む)
リバース圧延機における板厚制御方法
【課題】リバース圧延機を用いて板材を圧延する際に、変形抵抗むらに起因する板厚偏差を大幅に低減することができるリバース圧延機における板厚制御方法を提案する。
【解決手段】コイルから引き出した圧延材を冷間で2パス以上のリバース圧延を行って圧延する前記圧延材の変形抵抗むらを考慮したフィードフォワードAGCの板厚制御方法であって、前記変形抵抗むらを当該圧延のひとつ前のパスの圧延における出側板厚偏差の測定値と圧延実績から変形抵抗偏差として計算し、出側板厚偏差の測定値と変形抵抗偏差との近似度合いに基づいてこの圧延におけるフィードフォワードAGCの制御ゲインを導出する。
(もっと読む)
厚鋼板の冷却制御方法、冷却制御装置及び厚鋼板の製造方法
【課題】厚鋼板の冷却工程における冷却停止時の温度制御を高精度にて行うことができ、誤差をも考慮した冷却停止温度となるように厚鋼板の冷却制御が可能な厚鋼板の冷却制御方法を提供する。
【解決手段】厚鋼板の温度予測モデルを用いて冷却工程における当該厚鋼板の冷却停止温度の予測値を算出する予測値算出工程、スラブ毎に過去の実績データを蓄積したデータベースから当該厚鋼板と製造条件が類似する厚鋼板の過去の実績データを抽出する抽出工程、抽出した過去の実績データから当該厚鋼板の冷却停止温度の予測値の誤差を推定する推定工程、予測値算出工程において算出した予測値と推定工程において推定した予測値の誤差とから冷却停止温度の修正値を算出する修正値算出工程、及び冷却停止温度の修正値が目標値となるように冷却水量及び/又は鋼板搬送速度を決定する決定工程を備える、厚鋼板の冷却制御方法とする。
(もっと読む)
加熱炉装入順及び抽出順・圧延順作成方法、並びに、加熱炉装入順及び抽出順・圧延順作成装置
【課題】圧延制約及び加熱制約を満たし、圧延能率及び加熱効率のよい、加熱炉装入順、圧延順のサイクルスケジュールを作成できる加熱炉装入順及び抽出順・圧延順作成方法、並びに、加熱炉装入順及び抽出順・圧延順作成装置を提供する。
【解決手段】データ読込ステップ(S1)で得られた仕掛中サイクル実績データ、材源データ、及び設定データに基づいて、残り組込み本数算出ステップ(S2)と、スラブ在庫推移算出ステップ(S3)と、組込み位置範囲作成ステップ(S4〜S12)と、スラブ割り当てステップ(S13)と経て作成された圧延制約及び加熱制約を満たし、圧延能率及び加熱効率のよい、加熱炉装入順、圧延順のサイクルスケジュールを出力(S15)する加熱炉装入順及び抽出順・圧延順作成方法である。
(もっと読む)
圧延方法
【課題】本発明は、スラブの材料強度とスラブ厚とスラブ幅の数値データを基にパス数と各パスの圧下量を規定できるので、容易かつ簡便に圧延時のパススケジュールの管理ができる技術の提供を目的とする。
【解決手段】本発明は、スラブを複数回の圧延のパスにより所望の板厚とする場合、スラブの材料強度とスラブ厚とスラブ幅の数値データを基に、予め設定しておいたデータテーブルの材料強度、スラブ厚、スラブ幅の値に合わせて総パス数を確定し、少なくとも最終回のパスを含めた品質確定用の指定パスを全てのパスのうち後半に規定し、全てのパスのうち、指定パスを除いた残りの管理パスについて、管理パスの全てのパスの圧下量の変化状態を以下の(1)式で示される2次関数に近似するように各パスの圧下量を調整することを特徴とする。y=Ax2+Bx+C…(1)(ただし、Aは−の任意数)
(もっと読む)
熱延スケジュール作成装置、熱延スケジュール作成方法、及びコンピュータプログラム
【課題】 熱延スケジュールを作成するに際し、スラブの装入順と抽出順とが異なることを前提として、スラブの装入順と抽出順との双方を決定できるようにする。
【解決手段】 抽出順で隣接する2つのスラブの並びに関する幅・厚み移行規制制約式と、加熱炉12内で近隣する複数のスラブの並び順に関する炉内温度移行規制制約式と、装入順と圧延順との関係を拘束する装入順・圧延順関係制約式とを満足するように、所定のスラブの並び順と、スラブの抽出順との差を小さくすることを目的とする幅移行目的関数と、同一の加熱炉120内で近隣に配置されたスラブに対する入熱量の差を小さくすることを目的とする炉内温度移行目的関数と、同一の山11で上下に隣接している2つのスラブの組であって、積順と装入順とが逆順となる2つのスラブの組の数を小さくすることを目的とする山繰り負荷目的関数と、を最小にする計算を行って、抽出順と装入順とを同時に最適化する。
(もっと読む)
板厚制御装置、圧下パターン決定装置、板厚制御方法及び圧下パターン決定方法
【課題】被圧延材の圧延機出側の板厚を所定の寸法に制御するために用いられる板厚制御装置、圧下パターン決定装置、板厚制御方法及び圧下パターン決定方法において、圧下装置の応答速度に比べて入側外乱の変化が速い場合に、その外乱の影響が出側板厚へ現れる程度を小さくし、出側板厚偏差を抑制する。
【解決手段】予め複数設定された入側外乱の典型的な発生パターンごとの発生頻度と、圧延機出側の板厚偏差の予測値とを用いて算出される評価値が最小となる圧下パターンを求めておき、板厚制御時における入側外乱の実測値の時間波形と最も類似する発生パターンを特定し、特定された発生パターンに対応する圧下パターンを選択し、選択された圧下パターンによる現在時点における修正量に基づいて、現在時点における圧下位置を制御することとした。
(もっと読む)
圧延装置での張力制御方法及び圧延装置
【課題】圧延荷重変動を低減し形状悪化を防止することができると共に、板厚変動を低減し公差外れ長さであるオフゲージを可及的に短縮可能な張力制御方法を提供する。
【解決手段】本発明の張力制御方法は、複数の圧延スタンド2が備えられた圧延装置1を用いて圧延材Wを圧延するに際して、圧延速度とスタンド間張力との関係を示す張力カーブを用いて圧延材Wの張力制御を行う方法であって、時間を変数として含まない静的な圧延モデルと、時間で積分しない評価関数である静的な評価関数とを用い、最適化計算を行うことで、前記張力カーブを求め、前記最適化計算で求められた張力カーブに基づき、スタンド間張力の制御を行う。
(もっと読む)
スラブの熱間圧延スケジュール決定方法とスラブの熱間圧延スケジュール決定装置
【課題】圧延速度を落としてスラブを圧延しなければならないなどの不都合を招くことなくスラブの加熱、圧延、温調、矯正、冷却、剪断の各工程スケジュールを迅速かつ最適に決定することのできるスラブの熱間圧延スケジュール決定方法を提供する
【解決手段】熱間圧延に供される各スラブのパススケジュール情報等をデータベース20に格納しておき、データベース20に格納された情報を基にスラブの加熱、圧延、温調、矯正、冷却、剪断の各工程スケジュールを、加熱炉に装入された複数のスラブのうち抽出時刻の最も早いスラブの圧延開始から抽出時刻の最も遅いスラブの剪断完了までの時間を最小化することを目的関数とし、かつ冷却床上のスラブ数が予め定めたスラブ数制限値を超えていないことを制約条件の少なくとも1つとして定式化した最適化問題をコンピュータ30により求解して決定する。
(もっと読む)
鋼板の圧延順決定方法、鋼板の製造方法
【課題】板プロフィル不良や形状不良が生じないような鋼板の圧延順決定方法、及び該方法による鋼板の製造方法を提供する。
【解決手段】圧延機で圧延される複数の鋼板の圧延順を決定する方法であって、複数の鋼板のそれぞれの圧延開始時に生じている圧延機のワークロールの摩耗分布を予測計算し、予測された摩耗分布を用いて圧延順を決定する。
(もっと読む)
1 - 20 / 52
[ Back to top ]