
Fターム[4E026EA12]の内容
巻取り、巻戻し、材料蓄積装置 (1,294) | 同時的処理が伴う巻取り、巻戻し (274) | 矯正 (24)
Fターム[4E026EA12]に分類される特許
1 - 20 / 24
スリット帯板の巻取り方法
【課題】セパレータやセンタリングロールで、スリット帯板をライン中央側へ寄せることにより、エンドシヤーで板を切断する前からエッジガイドへ当接させることができるため、張力がなくなった板尾端部の通板が安定する方法を提供する。
【解決手段】デフレクタピンチロール21,22等に持たせた外側片圧下機能や内向きスキュー角機能により板S1,S2をライン中央側に寄せ、該寄せた板S1,S2のロールニップ近傍内の板エッジをエッジガイドディスク14、15に当接させる機構的蛇行防止手段を帯板スリットラインに設け、該機構的蛇行防止手段を、EPCオフとなる尾端部巻取り時に駆使して、巻きずれ及び耳傷みのない安定的通板を達成する。
(もっと読む)
コイルオープニング装置及びコイルの巻き戻し方法

【課題】金属帯のコイルの巻き戻しを行い、コイルの先端部をピンチロールまで案内するコイルオープニング装置及びコイルの巻き戻し方法において、オンラインでコイル先端部の矯正処理を行うことにより、生産性や作業効率を向上させる。
【解決手段】本発明に係るコイルオープニング装置10及びこれを用いたコイルの巻き戻し方法では、プレッシャーロール20を用いて、オープナ12により口出しされたコイル1の先端部1aの巻き癖を矯正する。オープナ12は、コイル1の先端部1aの口出しの後、ペイオフリール11の回転によるコイル1の送り速度に同調して、ペイオフリール11から離反する。
(もっと読む)
内面螺旋溝付管の製造方法および製造装置
【課題】寸法精度が高く、且つフィン高さの高い内面螺旋溝付管が得られるとともに、細管に対応でき、生産性に優れる内面螺旋溝付管の製造方法および製造装置を提供する。
【解決手段】内面に長さ方向に沿う複数の直線溝11aが周方向に間隔をおいて形成された管材11を、巻取りロール21によりコイル状に巻取る巻取り工程と、その巻取りロール21を巻取り方向と逆方向に回転させることによりコイル状の管材11を巻取りロール21上を滑らせて巻取りロール21の軸線26の延長線に沿って少なくとも1巻分のコイル状の管材11を送り出す送り出し工程と、巻取りロール21上から送り出されたコイル状の管材11を、巻取りロール21の軸線26の延長線に沿って一定の張力を負荷しながら直管状に抜き取ることにより、該管材に捻りを加える抜取り工程とを有する内面螺旋溝付管の製造方法。
(もっと読む)
鋼帯コイルの先端形状部矯正装置及び先端部形状矯正方法
【課題】ペイオフリールで鋼帯コイルを巻き戻したときのコイル先端の鋼帯形状が劣る部分を人手によらずに矯正する装置及び矯正する方法を提供する。
【解決手段】鋼帯コイル(7)を巻き戻すペイオフリール(1)の下方に、複数のロールを千鳥状に配置したレベリングロール(6)を、鋼帯(8)を鉛直方向に通板し、かつ左右ロール群のインターメッシュ(ロール圧下量)を下側より上側が小さくなるように配置し、さらに前記複数のロールのうち一番上に配置したロールは単独でロールの圧下開放を可能にしたことを特徴とする鋼帯コイルの先端部形状矯正装置。
(もっと読む)
内面螺旋溝付管の製造方法および製造装置
【課題】寸法精度が高く、且つフィン高さの高い内面螺旋溝付管が得られるととともに、細管に対応でき、生産性に優れる内面螺旋溝付管の製造方法および製造装置を提供する。
【解決手段】内面に長さ方向に沿う複数の直線溝11aが周方向に間隔をおいて形成された管材11を、巻取りロール21にコイル状に巻取る巻取り工程と、巻取り工程を経て形成されたコイル状管材11Cをそのコイル軸線26上に沿って一定の張力を負荷しながら直管状に引き伸ばすことにより、管材11に捻りを加える引張り工程とを有する内面螺旋溝付管の製造方法。
(もっと読む)
マグネシウム合金コイル材
【課題】平坦性及び塑性加工性に優れるマグネシウム(Mg)合金コイル材、及びその製造方法、このコイル材を用いたマグネシウム合金部材及びその製造方法を提供する。
【解決手段】Mg合金からなる板状材が円筒状に巻き取られたコイル材であり、その内径が1000mm以下である。このコイル材は、曲げ半径が小さい曲げが加えられた状態でありながら平坦性に優れる。上記板状材の残留応力が30MPa超であり、圧延時に導入された歪みが十分に存在して、塑性加工性に優れる。このコイル材は、Mg合金からなる連続鋳造材に圧延を施した圧延板に矯正加工を施し、得られた加工板を円筒状に巻き取ることで製造される。矯正加工は、圧延板に30MPa〜150MPaの張力を加えた状態で冷間で行う。冷間加工により巻き癖がつき難く、上記歪みが十分に存在し、かつ張力を加えることで割れなどがなく、平坦性・表面性状・塑性加工性に優れるコイル材が得られる。
(もっと読む)
コイル状鉄筋繰出し装置
【課題】手動工具で鉄筋先端部の矯正操作を行うことなく、楽に鉄筋加工装置に鉄筋の先端部を導入できるようにする。
【解決手段】鉄筋保持装置2を、上下軸心回りに回転自在に設置台3に取り付け、鉄筋保持装置2により保持されるコイル状鉄筋1の巻き径方向の外側で、且つ、コイル状鉄筋1の保持位置よりも高い位置に、横方向に繰出す鉄筋1を受ける一対の支持ローラ8を、それらの回転軸心を上下方向に沿わせた状態で横方向に並べて取り付ける支持体12を設け、一対の支持ローラ8よりも鉄筋保持装置2から遠ざかる側で一対の支持ローラ8間に対し遠近移動自在に支持体12に取り付ける曲り矯正ローラ13を設け、支持ローラ8を駆動回転するローラ駆動装置17を設けて鉄筋1を略直線状に矯正する押圧矯正機構4を構成してある。
(もっと読む)
押出材の誘導方法および誘導装置
【課題】押出材を効率良く巻取機に誘導する。
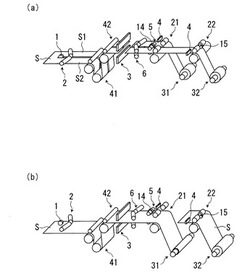
【解決手段】押出機(11)と巻取機(22)との間に検査器(16)を含む装置群(12)〜(20)を配置し、先端に拘束部が設けられた誘導用線材(32)を、前記検査器(16)よりも上流側に配置された装置(15)〜(12)に押出方向とは逆の方向に通して、その誘導用線材(32)を押出機(11)の出口側に引き出し、押出機(11)の出口側の押出材(S)の先端部を前記誘導用線材(32)の拘束部(40)で拘束し、押し出しながら前記誘導用線材(32)を引き戻すことにより、押出材(S)を順次装置(12)〜(15)内に通して検査器(16)の入り口側に誘導し、前記拘束部(40)による拘束を解除した後、その押出材(S)を検査器(16)に通して検査器(16)の出口側に誘導し、前記検査器(16)の下流側において、誘導した押出材(S)の先端部を先行する押出材の後端部に連結して繋ぎ合わせ、押出を再開するとともに前記巻取機(22)を駆動する。
(もっと読む)
金属帯の矯正方法
【課題】せん断された入側コイルの最内巻き部をスクラップとして収容するスクラップバッグの廃棄作業に伴い、プロセスライン全体の操業効率が低下することを回避する。
【解決手段】シャー6の入側に設けられたピンチロール5の上ロール5uをゴムロール、下ロール5dを鋼ロールで構成し、且つ上ロール(ゴムロール)5uよりも下ロール(鋼ロール)5dの外径を小さくする。さらに下ロール5dのロール速度を、ストリップ2の搬送速度に同期させ、上ロール5uをストリップ2の搬送速度よりも速めることにより、ストリップ2が、下ロール5dに巻き付きやすくして巻き付き量を多くすることにより、より広い範囲を矯正することができ、結果的に矯正能力を向上させることができる。
(もっと読む)
コイルボックス
【課題】圧延材のコイルの巻き戻し位置におけるコイル内径部への矯正ピンの挿入を確実なものとすることで、コイルの温度を均一化と、コイルの尾端部分における反りの解消と、を両立するコイルボックスを提供する。
【解決手段】熱間圧延設備の粗圧延機と仕上圧延機との間に配置され、粗圧延機で圧延された圧延材をコイル状に巻き取り、該圧延材のコイルを所定の巻き戻し位置に搬送しつつ巻き戻して仕上圧延機に供給するコイルボックスであって、巻き戻されたコイル70の巻き取り残量を検出するセンサー20と、センサー20によって検出された巻き取り残量が所定の設計値を下回ったときに、コイル70を巻き戻し位置に位置決めする位置決め装置1と、位置決め装置1によって位置決めされたコイル70の内径部71に挿入され、コイル70に接して該コイル70の巻きぐせを矯正する矯正ピン30と、を有する。
(もっと読む)
鋼帯の通板方法
【課題】コイルの先端の反りや曲がりに起因して発生する、ピンチロール入口部分での掛かり板の問題を解消可能な鋼帯の通板方法を提供すること。
【解決手段】プロセスラインの入側におけるストリップ通板時に、ペイオフリールに装着されたコイルの先端をマグネットコンベアで吸着してピンチロールへ導く鋼帯の通板方法であって、該マグネットコンベアの一端部を軸支し、該軸を中心として、他端部を下降させてペイオフリールに装着されたコイルの先端をマグネットコンベアに吸着させ、その後、該軸を中心として、他端部を上昇させながらマグネットコンベアに吸着されたコイルの先端をピンチロールへ通板させる。
(もっと読む)
金属帯コイルの側面不揃い矯正装置
【課題】金属帯コイル(例えば、鋼帯コイル)の側面の不揃いを適切に矯正することができる金属帯コイルの側面不揃い矯正装置を提供する。
【解決手段】アップエンドに設置された鋼帯コイル1の側面に荷重を付加する平滑円盤16と、予め鋼帯コイル1の内径内面を強制冷却する冷却装置20とを備えている。
(もっと読む)
マグネシウム合金圧延板のコイル成形方法および成形機、マグネシウム合金圧延板の製造方法
【課題】 歩留まり良くマグネシウム合金圧延板の製造を可能とするコイル成形方法および成形機を提供する。
【解決手段】
コイル形状のマグネシウム合金の圧延板を繰り出し可能に準備するサプライ準備工程と、前記繰り出された圧延板の側端部を連続的に裁断する端部除去工程を備えたマグネシウム合金圧延板のコイル成形方法であって、前記端部除去工程の前に、前記繰り出された圧延板の側端位置を検出し、検出された位置特定情報に基づき裁断する位置を制御する裁断位置制御工程を備えるようにした。ここで裁断位置制御工程は、繰り出された圧延板の側端位置を、圧延板の長手方向複数点の平均的位置として検出するようにした。
(もっと読む)
マグネシウム合金圧延板の矯正方法および矯正機、マグネシウム合金圧延板の製造方法
【課題】 歩留まり良くマグネシウム合金圧延板の製造を可能とする矯正方法、矯正機を提供する。
【解決手段】
コイル形状のマグネシウム合金の圧延板を繰り出し可能に準備するサプライ準備工程と、繰り出された圧延板を加熱した状態で複数のロールにより矯正する温間矯正工程と、前記矯正された板材を巻き取る巻き取り工程とを有するマグネシウム合金の矯正方法であって、前記温間矯正工程の前に、前記繰り出された圧延板の両側端部を連続的に裁断する端部除去工程を備えるようにした。
(もっと読む)
電縫鋼管用大型コイルの製造装置
【課題】電縫鋼管用大型コイルの造管歩留り向上を図ろうとすると、従来のオンラインコイル接合手段では設備費ないしランニングコストの負荷が甚大となり、あるいは従来のオフラインコイル接合手段では造管歩留り向上効果が不十分であるという課題を解決するための手段を提供する。
【解決手段】電縫鋼管を製造する造管ラインの入側へ造管用素材として供する大型コイルの構成部分にする複数の熱延コイルを順次直線状に展開するアンコイラ1と、前記展開してなる先行鋼帯と後行鋼帯とを接合するコイル接合手段2と、前記接合してなる鋼帯を平らに矯正するレベラ3と、前記矯正してなる鋼帯を巻き取るコイラ4と、前記巻き取ってなるコイルを前後反転させる回転台5と、前記前後反転したコイルを前記造管ラインの入側まで搬送するコイルコンベア7と有することを特徴とする電縫鋼管用大型コイルの製造装置。
(もっと読む)
高強度厚肉熱延鋼板の巻取装置および巻取方法
【課題】高強度厚肉熱延鋼板を、スプリングバック変形を低減した状態でコイルに巻き取ることができる高強度厚肉熱延鋼板の巻取装置および巻取方法を提供する。
【解決手段】ピンチロール、ラッパーロールおよびマンドレルを有する巻取装置に、少なくとも1本の押し曲げロールと少なくとも2本の受け曲げロールからなる曲げ・曲げ戻し手段を設け、巻き取り時にピンチロールを通過してマンドレルに案内される高強度厚肉熱延鋼板に高張力を負荷しつつ、曲げ・曲げ戻し加工を加えることにより、コイルのスプリングバックを抑制する。
(もっと読む)
ワイヤ巻癖矯正装置、ワイヤ巻癖矯正方法
【課題】ワイヤに生じた巻癖を場所によるばらつきが少なくなるように矯正しつつ、ワイヤに生じた巻癖の矯正に要する手間を低減する。
【解決手段】ワイヤ巻癖矯正装置10は、複数の第1の滑車20とこれに対向して設けられた複数の第2の滑車30とを有し、第1の滑車20および第2の滑車30に交互にワイヤを折り返すように巻き付けてワイヤに張力を掛けたときに、各所定区間のワイヤの基点となる第1の滑車20と第2の滑車30との距離を調節してワイヤに付与される張力を調節する張力調節手段を有する。
(もっと読む)
マグネシウム合金シートのリコイリング設備
【課題】マグネシウム合金シートを固定マンドレルに巻回したコイル材を巻き直して固定マンドレルを取り除くと共に、多パス圧延によって生じた板幅端部のクラック部、形状不良部をレベリングかつトリミングして健全な製品コイルを製造する。
【解決手段】固定マンドレルに巻回したマグネシウム合金のコイル材Cを巻き戻し可能にする巻戻機1と、巻戻機1の下流側に配されてコイル材Cから巻き戻されたマグネシウム合金シートSを所定温度に加熱する加熱炉4と、この加熱炉4の下流側に配されてマグネシウム合金シートSの形状不良を修正するレベラー6と、シートの両側縁を切り取るトリマー2と、このトリマー2の下流側に配されてマグネシウム合金シートSを巻き直す巻取機3とを備える。
(もっと読む)
圧延ストリップの巻上げおよび巻出しのための装置
本発明は、圧延ラインWSから走出する圧延ストリップWBの巻上げおよび巻出しのための装置であって、圧延ラインWSから走出する圧延ストリップWBが、1組の曲げロールBRによって、回転駆動式ローラ対RPを備える巻取チャンバWK内に導かれて、コイルWBに巻き取られ、次いで、コイルが、ローラ・テーブルGR上に載置され、このローラの回転方向を逆にして巻き出され、ストリップの先端が、矯正駆動機構RTに供給される装置に関する。この装置は、巻取チャンバWK内に挿入可能な支持キャリッジTSであって、支持キャリッジTSの側壁に揺動アームSHが軸支され、揺動アームSHの自由端が、圧延ストリップ・コイル上に配置可能であって、圧延ストリップ・コイルを巻取チャンバWKから出して後続のローラ・テーブルGR上に押し進める押付けローラARを担持する、支持キャリッジTSによって改良される。  (もっと読む)
(もっと読む)
金属帯の形状矯正方法
【課題】 ハーフエッチングしてもそりの発生しない金属帯の形状矯正方法を提供する。
【解決手段】 片面または両面をエッチング面とする金属帯の形状を、前後の張力付加機構により所定の単位張力を付与しながら、少なくとも1本以上の形状矯正ロールと複数本のバックアップロールを千鳥配置した形状矯正ロールユニットにて矯正する、金属帯の形状矯正方法であって、前記金属帯に付与する単位張力を、金属帯の耐力の0.80〜0.95倍の範囲に制御するとともに、前記形状矯正ロールユニットの形状矯正ロールを金属帯に押し込むことにより付与する、金属帯の永久伸び率を0.1〜1.5%に制御することを特徴とする、金属帯の形状矯正方法。
(もっと読む)
1 - 20 / 24
[ Back to top ]