
Fターム[4E063BA01]の内容
板、棒、管等の曲げ (4,439) | 曲げ加工−プレス曲げ (476) | ラムとダイ(アンビル)等による曲げ (158)
Fターム[4E063BA01]に分類される特許
1 - 20 / 158
アームの製造方法
プレス金型
【課題】
負角部を有するプレス製品を離型する際に、プレス製品を変形させる虞をなくし、容易に離型することを可能とする。
【解決手段】
直角曲げ加工を行う直角曲げ刃と負角曲げ加工を行うスライドカムとを有する上型と、前記直角曲げ刃に対応する固定ダイとともに、前記スライドカムに対応する負角成形部分を独立させた可動ダイ及び前記スライドカムを案内するドライバーカムを有する下型と、直角曲げフランジ端面に当接してワークを下型から抜き出すパネルリフターとで構成し、ワークをプレス成形した後、直角曲げフランジ部分を前記パネルリフターにより離型方向へ移動させてワークを持ち上げるとともに、前記可動ダイを前記パネルリフターに同期させて離型方向へ移動させてワークを負角成形の加工方向とは逆方向に取り出すようにした。
(もっと読む)
長手方向に湾曲したハット型部材のプレス成形方法

【課題】縦壁方向(側面)から見てハット頭部が凸になるように設けた湾曲部のスプリングバックに起因する形状不良が発生しにくい長手方向に湾曲したハット型部材のプレス成形方法を提供する。
【解決手段】金属板を、高さhのハット型の断面形状を有し、縦壁方向(側面)から見てハット頭部が凸になるような湾曲部を有するハット型部材にプレス成形する際に、前記湾曲部のハット頭部の外側の曲率半径R1と前記湾曲部のフランジ部の内側の曲率半径R2とが、R1-R2 > hの関係を満足するように成形することを特徴とする長手方向に湾曲したハット型部材のプレス成形方法。
(もっと読む)
衝突性能に優れた車体用のプレス成形品およびその製造方法
【課題】ホットプレス工法や高周波焼入れなど熱処理を施さず、複数回の冷間プレスで部材強度を高めることができる車体用のプレス成形品の製造方法および衝突性能に優れた車体用のプレス成形品を提供する。
【解決手段】ダイとパンチの相対的な直進移動によって金属板をプレス成形することにより、車体用のプレス成形品を製造する方法において、前記金属板に曲げ加工を施して、前記金属板の長手方向の所定位置に曲げ加工部位を有する中間品を形成する工程と、前記中間品の前記曲げ加工部位を逆方向に曲げる曲げ戻し加工を施して、前記金属板の前記所定位置に加工硬化処理を行うと同時に、前記金属板をプレス成形して前記プレス成形品を形成する工程と、を具備してなることを特徴とする衝突性能に優れた車体用のプレス成形品の製造方法を提供する。
(もっと読む)
光学式測定装置、プレス機、部品組合せ方法
【課題】小型化可能で高精度な形状測定が可能な光学式測定装置を提供する。
【解決手段】レーザ光源201が出力したビーム状の測定用光216は第2円錐ミラー207によって放射状の測定用光に変換され、ケース101の第2開口部102を通って出力された後、測定対象物220で反射され、第1開口部103を通ってケース101内へ入り、第1円錐ミラー209によって反射された後、受光レンズ213を介して光検出素子214で検出される。処理部240は、光検出素子214で検出された測定用光に基づいて測定対象物の形状を算出する。
(もっと読む)
曲げ加工部材、レール状部材及び画像形成装置
【課題】曲げ加工部材の折り曲げ部を挟んだ両面において高精度な平坦精度を得ることができる曲げ加工部材、並びに、その曲げ加工部材を用いたレール状部材、及び、画像形成装置を提供する。
【解決手段】板材を折り曲げて成形される形状の折り曲げ部を有する曲げ加工部材において、前記折り曲げ部の凹面側の曲率半径rを前記板材の板厚t以下とするとともに、前記折り曲げ部の凸面側に前記折り曲げ部の長手方向に垂直な複数の溝を有し、前記溝は、折り曲げ部を挟んだ両面側に開口し、底部が前記両面側の開口を結んだ直線状に形成され、前記溝の直線状の底部の長さLが前記曲率半径rの2倍よりも大きく、前記溝の最深部の深さdが前記板材の板厚tよりも小さい。
(もっと読む)
パイプ深曲げの同時成形金型
【課題】曲げパイプの成形には、機械でも手作業でも多工程を要してしまう。
【解決手段】固定型1及び可動型2を対向配置し、固定型1の波形状の対向面3における、上記直管部位P2に連続する曲げ部R1を形成する凸曲面部5に、接線方向に長い傾斜面部11を連続形成して、固定型1における長い傾斜面部11が形成された側の側端部を、対向する可動型2の側端部より突出させ、可動型2に、前記長い傾斜面部11の対向位置に配設した、型締め時に上記直管部位P2を押圧可能な押圧体15と、該押圧体15を対向する固定型1又は可動型2に対する相対移動方向へ進退させる手段16とを設ける。型締め段階では進行状態で突出する押圧体15を待機状態では後退させておくことで、固定型1及び可動型2により所望形状に曲げ、押圧体15により長い直管部位P2を確実に長い傾斜面部11に押圧することによって、スプリングバックのない曲げパイプPを一回のプレスで成形可能にする。
(もっと読む)
ドア補強部材の製造方法及びドア補強部材
【課題】 容易かつ安価な、閉断面を有するドア補強部材に供給する。
【解決手段】 本発明は、折り曲げ線上に複数のスリットを備える金属板に対して、折り曲げ線に沿って閉断面とは反対側に折り曲げる工程と、折り曲げ線上に複数のスリットを備える金属板に対して、プレス加工により、折り曲げ線と略平行に、多角形のすべての角を形成する工程と、折り曲げる工程及びすべての角を形成する工程の後に、人力により折り曲げ線に沿って閉断面側に折り曲げることにより、閉断面を形成する工程と、を含むドア補強部材の製造方法に係る。
(もっと読む)
成形装置及び製造方法
【課題】湾曲した部分の両端部で平板部との為す角度が異なる様な配線、配管用のクリップを迅速且つ正確に加工することが出来る成形装置及び方法の提供。
【解決手段】被覆した材料が載置される支持部材71、74と、垂直方向に移動してワークWを変形する垂直方向押圧部材51と、垂直方向下方に移動した垂直方向押圧部材51に向って移動する加工用部材61と、垂直方向押圧部材51を垂直方向に往復動する垂直方向押圧部材用の移動部材52、53と、加工用部材61を垂直方向下方に移動した垂直方向押圧部材51に向う方向と離隔する方向に往復動する加工用部材61用の移動部材62、63を有している。
(もっと読む)
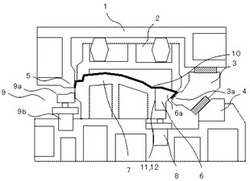
プレス成形方法及びその装置
【課題】ワークに対してプレス成形を施す際、スプリングバックの発生を低減するとともに、破断や強度低下が起こることを回避する。
【解決手段】第2下型48と第2上型50で第2キャビティ72が形成されるとき、第1湾曲部14を形成するための第1湾曲成形面60(円弧状成形部86)と第3湾曲成形面78との間のクリアランスをt1、天井壁部12を支持するための第1天面成形面62と第2天面成形面80との間のクリアランスをt2とし、ワークの初期厚みをtとすると、t1<t<t2の関係が成り立つ。このため、押圧力を付与してプレス成形を行う際、第1湾曲部14の材料が天井壁部12側に向かって流動する。この流動は、第1湾曲部14の内壁面(第2下型48に臨む側の面)側で顕著である。
(もっと読む)
半導体装置の製造装置および半導体装置の製造方法
【課題】半導体装置がパンチガイドに付着したまま持ち上がることを原因とする、製造装置の稼働が中断すること、金型内に落下して破損してしまうこと、といった問題を防ぐことができる半導体装置の製造装置を提供する。
【解決手段】図1に示すように、リード110を備えている半導体装置を収容するダイ90と、リード110を、ダイ90の外側面との間に挟み込むパンチ10と、パンチ10をガイドするとともに、リード110のうち、パンチ10によって成形されない部分をダイ90との間に挟むパンチガイド40と、パンチガイド40を持ち上げる持上手段80と、ダイ90とパンチ10がリード110の根元を挟み、かつ固定した状態でパンチガイド40を持ち上げる持上手段80を制御する制御部130と、を備えている。
(もっと読む)
多工程プレス成形におけるスプリングバック要因分析方法
【課題】多工程プレス成形におけるスプリングバック要因分析方法を提供する。
【解決手段】複数のプレス工程に亘って、プレス成形解析およびスプリングバック解析を行うにあたり、プレス成形解析とスプリングバック解析を交互に行って最終プレス工程の離型後のプレス成形品の形状Aを求める処理と、プレス成形解析とスプリングバック解析を交互に行う複数のプレス工程中の一の工程を抽出して、該工程における離型前のプレス成形品の残留応力分布を求めて、該残留応力分布を変更または除去した後に、スプリングバック解析を行い、更に次工程以降についてプレス成形解析とスプリングバッグ解析を交互に行って、最終プレス工程の離型後のプレス成形品の形状Bを求める処理と、前記プレス成形品の形状Aと前記プレス成形品の形状Bとに基づいて、プレス成形品のスプリングバックに影響するプレス工程を特定することを特徴とする多工程プレス成形におけるスプリングバック要因分析方法。
(もっと読む)
高張力厚鋼板およびその製造方法
【課題】400〜600℃の温間成形後の材質低下の小さい高張力厚鋼板を提供する。
【解決手段】質量%で、C:0.06〜0.10%、Si:0.03〜0.35%、Mn:1.0〜1.6%、Al:0.005〜0.060%、N:0.0040%以下、Mo:0.20〜0.50%、Nb:0.005〜0.030%、V:0.015〜0.080%を、(Mo+4.9V+5.8Nb):0.40〜0.80、および、Mo/V:4.0〜16.0を満足するように含有する組成と、鋼板表裏面から5mmの範囲の表層部を除いた領域が、面積率で80%以上のベイナイト相を主相とし、該ベイナイト相内の方位差15゜以上の大角境界で囲まれた領域の公称粒径が4〜40μmである組織を有する厚鋼板とする。この厚鋼板は、引張強さ:570MPa以上で、vTrs:−25℃以下の特性を有し、400〜600℃の範囲で温間加工しても、材質の低下が少ない。この厚鋼板は、温間で造管して容易に、降伏強さ:500〜620MPa、引張強さ:570MPa以上で、降伏比:90%以下、vTrs:−20℃以下の特性を有する円形鋼管とすることができる。
(もっと読む)
車両フレーム部品、および車両フレーム部品の製造方法
【課題】車両フレーム部品の材料に非常に高い強度を有する高張力鋼板を選択する場合であっても、この鋼板に皺を生じさせてしまうことなく、綺麗に弓形に曲がる形状となる成形品とする。
【解決手段】連接部位30には、連接部位30の延在方向に沿って延びつつ2つの側壁部位21,25同士の間に向けて突き出す連接側突条部35が設けられている。センターフレーム20の材料に非常に高い強度を有する高張力鋼板を選択してセンターフレーム20として弓形に反らせて曲げられる形状に成形するような場合であっても、この成形により生ずる余分な肉余り部分を、連接側突条部35として2つの側壁部位21,25同士の間に向けて突き出させることができる。センターフレーム20として弓形に反らせて曲げられる形状に成形するような場合に、このセンターフレーム20として皺を生じさせないように肉余り部分を逃がすことができる。
(もっと読む)
曲げ加工装置
【課題】プレスブレーキの制御が簡単であり、なおかつ自由な折り曲げ角度を実現する曲げ加工装置を提供する。
【解決手段】ダイ121のV字溝127を利用した曲げ加工をする曲げ加工装置において、V字溝を挟む位置にV字溝と平行なピット(くぼみ)123a、123bを有するダイと、ピット位置と嵌合するピット部押圧部を有する第2のパンチ装置105と、V字溝と嵌合するV字溝押圧部103を有する第1のパンチ装置101と、から成り、折り曲げる素材111を第2のパンチ装置で押圧した後に、折り曲げる素材を第1のパンチ装置で押圧することを特徴とする。
(もっと読む)
フレーム部材とその製造方法
【課題】 極めて高い剛性と、軽量な構造のものを、薄い板材を用いて、残留歪が生じることなく、容易かつ安価に成形できるようにしたフレーム部材とその製造方法を提供する。
【解決手段】 一対の対向する平板からなる側板11と、側板11の端部に側端部が接続された頂板12とを有し、側板11と頂板12との角部に補強部Rが設けられた長尺なフレーム部材10であり、補強部Rを、側板11を面方向に延設した延設部15と、延設部15の先端部と頂板12の側端部とを連結する連結板16と、を有する耳状突部17とし、平板材Bを折り曲げ成形することにより形成したことを特徴とする。
(もっと読む)
プレス板曲げ加工方法
【課題】フェライト系ステンレス鋼板を用いて90°以上のプレス板曲げ加工を行う場合であっても、曲げ部の内側の折れこみの発生を抑制防止する。
【解決手段】SUS430等のフェライト系ステンレス鋼板から成る板材1を180°折り曲げるはぜ折り加工の場合、板材1を90°曲げる第1工程及び90°以上曲げる第2工程の内型の角Rを板厚の0.25倍以上0.75倍以下とすることで、第1工程後も、第2工程後も曲げ部内側面に折れこみは発生せず、しかしながら板材1の曲げ部内側部分に適切な加工硬化が発生し、その結果、第3工程のはぜ折り工程でも、曲げ部内側面に折れこみは発達せず、最終的にも折れこみのないはぜ折り加工が可能となる。
(もっと読む)
湾曲中空パイプの製造方法
【課題】3次元的に湾曲したパイプを成形する場合においても、良好なパイプを成形可能な湾曲中空パイプの製造方法を提供する。
【解決手段】平板である被加工材Wを複数の成形型により段階的にプレス加工することにより被加工材Wの2側辺を突き合わせて、3次元的に湾曲して伸延する湾曲中空パイプを製造する方法であって、プレス加工により、被加工材Wに面外方向へ押し出されるとともに面内にて湾曲して伸延する押出部13を形成しつつ、被加工材Wの押出部13を挟む両側に、互いに遠ざかって延在された延在部15を形成し、かつ延在部15の先端にプレス方向へ屈曲させた鍔部16を形成する工程と、延在部15と鍔部16の間の屈曲を維持しつつ、押出部13と延在部15の間の屈曲部17を逆方向へ屈曲させることにより、両鍔部16を互いに向う方向へ成形する工程と、鍔部16の先端を突き合せる工程と、を有することを特徴とする。
(もっと読む)
防水性を有した金属ケース及び防水性を有した金属ケースの製造方法
【課題】底板2とこの底板2の外周に沿って立ち上がる複数の側板3,4とを有し、底板2外周の角部では互いに交差隣接する側板3と側板4とによりケース隅部5が形成された金属ケースにおいて、ケース隅部5の内側に、いちいち目張り用樹脂を塗布しなくても金属ケースに防水性をもたせることができるものとし、それによって高効率且つ低コストに製造することができるようにする。
【解決手段】ケース隅部5には、一方の側板3の端面部3aと他方の側板4の板面とが当接する状態で、端面部3aに凹凸を伴って生じた破断痕を板面に塑性変形させつつ馴染ませて形成した圧密接合部7が設けられている。
(もっと読む)
金属管の製造装置
【課題】平板状のワークをプレス金型を用いて円筒管に成形するものであって、最終的に円筒状に成形したときでも、ワークの側端部を確実に一致させることができ、生産性、作業環境的にも好ましく、しかも、設備全体が管を製造するアタッチメントとして種々のプレス装置に簡単に取り付けて使用することもできる、管の製造装置を提供する。
【解決手段】管の製造装置は、受け型10に半円状の主型面10aを形成し、第1加圧型21に形成した第2加圧型面21bと、第2加圧型23に形成された第3加圧型面23aと、が協同することにより半円状となるようにし、これら主型面10a、第2加圧型面21b及び第3加圧型面23aを用いて平板状のワークWを円筒状に成形するものであり、管Pの成形時に、管Pの合わせ部分、つまりワークWの両側端部Weが合致しうるように、受け型10の補助型面10bと第1加圧型面21aがワークWの両側端部Weを円弧状に予備成形することを特徴とする。
(もっと読む)
1 - 20 / 158
[ Back to top ]