
Fターム[4E063BC11]の内容
板、棒、管等の曲げ (4,439) | 曲げ加工−巻付け曲げ等 (298) | アームの回転による曲げ (36)
Fターム[4E063BC11]に分類される特許
1 - 20 / 36
金属管の圧縮曲げ加工方法とその装置
【課題】生産性が高く、安価に曲げ加工できる金属管の圧縮曲げ加工方法とその装置を提供する。
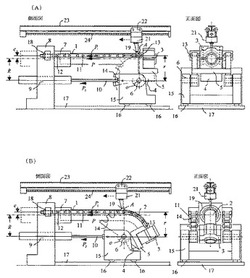
【解決手段】曲げ加工すべき金属管1に対し曲げ中心Oから引いた垂線の足を点Aとし、金属管1の先部を点Aより前方の位置に於いて曲げアーム4上に、所定の曲げ半径Rとなるようにクランプする。曲げアーム4に、半径が偏差eだけ大きいr=R+eである圧縮車輪14を固定する一方、テールクランプ装置7に金属管1後部をクランプし、伝導部材11を圧縮車輪14で支持した状態で、金属管1を適宜の駆動装置9を用いて移動すると共に、金属管1を点Aの近傍に於いて加熱装置19により加熱する。金属管1の中心から偏差e点の軸線の伸びを、伝導部材11を用いて抑えることにより、駆動装置9の推力P2と、伝導部材11に生じた反力P1を加えた圧縮力P(=P1+P2)を付与しながら曲げ加工する。
(もっと読む)
金属条材の曲げ加工装置、首折れ防止用支持クランプ装置、および曲部を備えた金属条材の製造方法

【課題】作業の労力・危険を軽減回避し、良好な生産性を確保しつつ曲げ加工時の首折れを防ぐ。
【解決手段】金属条材を加熱する手段と、金属条材を推進させる手段と、金属条材を把持すると共に金属条材の推進に伴い支軸を中心として旋回して金属条材に曲げモーメントを加えるクランプアームとを備えた金属条材の曲げ加工装置で、クランプアームよる把持部より後側の近接位置において金属条材の表面に当接して金属条材の首折れ変形を阻止する支持クランプを備える。支持クランプは、金属条材の曲げ外周側の表面に当接する閉成状態と、当該曲げ外周側表面から離間する開放状態との間で開閉動作可能な外爪と、金属条材の曲げ内周側の表面に当接する閉成状態と、当該曲げ内周側表面から離間する開放状態との間で開閉動作可能な内爪を含む。
(もっと読む)
金属管の曲げ加工装置
【課題】圧縮制御を複雑化することなく、コンパクトな駆動源で効率良く金属管に圧縮力を付与して減肉を防ぐ。
【解決手段】金属管を環状に加熱する加熱手段と、加熱手段に向け金属管を推進させる推進手段と、金属管を把持すると共に支軸を中心として回動可能なアームと、推進手段による金属管の推進に伴い回動するアームを引き戻す引戻力を、支軸を支点としてアームに加え金属管に圧縮力をかける圧縮手段とを備える金属管の曲げ加工装置で、圧縮手段は、アームの、支軸側から見て金属管の把持点より外側位置に接続したチェーンと、チェーンを介してアームの外側位置に引戻力を作用させる油圧モータとを含む。更にアームの旋回軌道に沿うようにチェーンを円弧状に案内するチェーンガイドを備える。
(もっと読む)
金属管の曲げ加工装置
【課題】広範な要求圧縮力(減肉率)に高精度に対応でき且つ作業性も良好な曲げ加工装置を得る。
【解決手段】金属管を加熱する加熱手段と、金属管を推進させる推進手段と、金属管を把持して支軸を中心として回動可能なアームを含み、アームによって加熱手段による金属管の加熱部の前方を把持すると共にこの把持点を金属管の推進に伴い支軸を中心として旋回させ、金属管に曲げモーメントを加える案内手段と、金属管の後部を把持して金属管に推進力を伝達するクランプを有し且つ加熱手段に向け進行する台車と、金属管の推進方向と反対方向の引戻力を、支軸を支点としてアームを介し金属管に加える圧縮手段とを備え、圧縮手段が、大出力の第一圧縮駆動手段と小出力の第二圧縮駆動手段を含み、第一及び第二圧縮駆動手段の一方又は双方により引戻力を金属管に付与する。
(もっと読む)
曲げ部材の製造装置
【課題】安全かつ効率的に稼働しながら、曲げ部材を量産することができる曲げ部材の製造装置を提供する。
【解決手段】長手方向へ送られる鋼管16の外周面から離間して配置される誘導加熱コイル12aと、誘導加熱コイル12aを冷却するコイル冷却機構とを備える金属材加熱機構12と、金属材加熱機構12により加熱された高温部の外面に冷却水13bを吹き付けることによって、鋼管16の軸方向へ向けて移動する高温部16dを形成する金属材冷却機構13と、第1の支持機構14−1および第2の支持機構14−2からなり、高温部16dを境としてその両側に位置する二つの部分を支持するとともに、第2の支持機構14−2により支持される部分の位置を二次元または三次元で変更することにより、高温部16dに曲げモーメントを与える金属材支持機構14と、一の鋼管の曲げ加工時に、全停止、送り完了後停止、および、警報出力のうちのいずれか一の動作を選択し、選択した動作を実行する信号を出力する制御機構15を備える製造装置10である。
(もっと読む)
金属加工装置及び金属部材の製造方法
【課題】ダイレス成形であっても、製造される曲げ部材の加工精度のばらつきをきわめて小さく抑制する。
【解決手段】長尺の素材41に、素材41の軸方向へ移動する高温部41aを部分的に形成しながら、高温部41aを境として素材41の一方の端部側及び/又は他方の端部側を支持する産業用ロボットのマニピュレータを、予め設定した目標移動軌跡に基づいて移動させて高温部41aに曲げモーメントを与えることによって、曲げ部材を製造する際に、移動時におけるマニピュレータの軌道の測定値あるいは推定値と、目標移動軌跡との偏差を求め、この偏差が予め定めた閾値を超える場合に素材1の次以降の素材の加工における目標移動軌跡を修正して設定する。
(もっと読む)
金属加工装置及び金属部材の製造方法
【課題】ダイレス成形であっても、製造される金属部材の加工精度のばらつきを極めて小さく抑制する。
【解決手段】長尺の素材1に、素材1の軸方向へ移動する高温部1aを部分的に形成しながら、高温部1aを境として素材1の一方の端部側及び/又は他方の端部側を支持する産業用ロボット11のマニピュレータ10を、予め設定した移動軌跡の目標値に基づいて移動させて高温部1aに曲げモーメントを与えることによって、金属部材8を製造する際に、移動時におけるマニピュレータ10に作用する荷重及び/又は加速度の測定値と、予め設定した荷重及び/又は加速度の目標値との偏差を求め、偏差が予め定めた閾値を超えた場合には、金属部材8の製造の中止、又は警告の出力を行う。
(もっと読む)
金属管の熱間加工装置
【課題】 熱間加工装置による金属管の曲げ加工の施工部の内側に発生する皺を低減することで、より小さな曲率半径での曲げ加工を可能にする。
【解決手段】 加熱装置12および冷却装置14の間に配置されるガイド装置13が、金属管Wの外周に当接する外周ガイド面goが内周に形成されたガイド部材18を備えるので、曲げ装置15で金属管Wに曲げモーメントを加えたときに、ガイド部材18の外周ガイド面goで金属管Wの外周をガイドすることで、金属管Wの外周が外側に変形するのを抑制して皺の発生を防止することができるだけでなく、金属管Wの曲がり点をガイド部材19の出口に特定して曲げ加工の精度を高めることができる。また冷却装置14からの水をガイド装置13で遮って加熱装置12に掛かるのを防止できるので、冷却装置14をガイド装置13に接近させることができ、これにより金属管Wが高温に加熱される領域を小さくして曲がり点を更に厳密に特定し、曲げ加工の精度を一層高めることができる。
(もっと読む)
熱処理鋼材又は曲げ部材の製造装置及び製造方法
【課題】閉じた横断面形状を有するとともに軸方向へ搬送される鋼材を、長手方向及び/又は周方向への加熱温度の変動を抑制しながら加熱して、熱処理鋼材を製造する。
【解決手段】長手方向の第1の端部17aを先頭として長手方向へ送られる鋼管17の外面17cから離間して第1の位置Aに配置され、鋼管17をAc3点以上に加熱する誘導加熱コイル12aと、第1の位置Aよりも鋼管17の送り方向の下流の第2の位置Bで鋼管17の外面17cに冷却水13bを吹き付けることによって、誘導加熱コイル12aによる鋼管17の加熱位置P1と冷却水13bの鋼管17への吹き付け位置P2との間に赤熱部17dを形成しながら、鋼管17を焼入れる冷却機構13と、赤熱部17dの温度測定機構14と、温度測定機構14の測定結果に基づいて、誘導加熱コイル12aへの電力の投入量をフィードバック制御する投入電力制御機構15とを備える製造装置10である。
(もっと読む)
金属管の熱間加工装置
【課題】 金属管の熱間加工装置において、高周波加熱コイルによる金属管の均等な加熱を可能にする。
【解決手段】 金属管送出装置11の曲げ支点部材12から送り出された金属管Wは高周波加熱コイル13を通過して誘導加熱され、曲げ装置15によって曲げモーメントを加えられて曲げ加工される。高周波加熱コイル13よりも金属管Wの送出方向上流側の曲げ支点部材12の内部に該金属管Wを予備加熱する電熱ヒータ16よりなる予備加熱手段を設けたので、金属管Wを高周波加熱コイル13で加熱する前に電熱ヒータ16で所定温度に予備加熱しておくことが可能となり、高周波加熱コイル13での加熱が終了して曲げ加工を行う時点で、金属管Wの各部の温度差を最小限に抑えて曲げ加工の加工精度を高めることができる。
(もっと読む)
金属条材圧縮曲げ加工方法
【課題】先行側クランプ48が外面掴持形で適用範囲が広いうえ首折れ防止用アタッチメント50が固定的・受動的で設備も作業も簡便な金属条材圧縮曲げ加工方法を実現する。
【解決手段】旋回アーム40の先行側クランプ48に予めアタッチメント係合手段49を設けておき、金属管10の先行側を先行側クランプ48で掴持して金属管10に圧縮曲げ加工を施すとともに、加熱部23と先行側クランプ48との離隔距離が増してからクランプ係合手段51とアタッチメント係合手段49とを係合させて首折れ防止用アタッチメント50を先行側クランプ48に装着することにより条材当接部52を金属管10の外周面に当接させて金属管10の首折れを抑制する。
(もっと読む)
金属管の熱間加工装置
【課題】 金属管の熱間加工装置において、高周波加熱コイルによる金属管の均等な加熱を可能にする。
【解決手段】 曲げ支点部材12を通過した金属管Wに曲がり(反り)が存在すると、金属管Wの外周と高周波加熱コイル13の内周との隙間が不均一になって金属管Wが部分的に高温になったり低温になったりするが、高周波加熱コイル13を固定した可動架台17をフローティング支持手段18を介して固定架台16にフローティング支持し、可動架台17に金属管Wの外周面に当接する複数のガイド部材20を設けたので、金属管Wの曲がり(反り)に応じて可動架台17と共に高周波加熱コイル13をセンタリングし、金属管Wの外周と高周波加熱コイル13の内周との隙間を均一化して金属管Wを均一に加熱することができる。
(もっと読む)
金属管の熱間加工装置
【課題】 金属管の熱間加工装置において、高周波加熱コイルを曲げ支点部材に接近させながら曲げ支点部材の加熱を防止する。
【解決手段】 曲げ装置による曲げモーメントは曲げ支点部材12の位置において最大になるため、高周波加熱コイル13を曲げ支点部材12に接近させて曲げモーメントが最大になる位置を加熱することが望ましいが、そのようにすると高周波加熱コイル13によって曲げ支点部材12が加熱されてしまい、曲げ支点部材12の変形や耐久性の低下が懸念される。しかしながら、高周波加熱コイル13の曲げ支点部材12に対向する面に磁束の通過を遮断するシールド部材16を設けたので、磁束が曲げ支点部材12に作用するのを防止することで、高周波加熱コイル13を曲げ支点部材12に接近させながら、曲げ支点部材12の加熱を確実に防止することができる。
(もっと読む)
金属管曲げ加工装置および方法
【課題】引張力を金属管に作用させて圧縮曲げを行う際に増肉率・減肉率を安定させる。
【解決手段】金属管8を環状加熱機構11で加熱しながら直進機構20で移動させるととも旋回機構30で旋回させて金属管8に圧縮力(Pn)を掛けつつ曲げ加工する際に引張力付与機構50にて金属管8の両端部を引っ張ることによっても金属管8に圧縮力(Pc)を付与する金属管曲げ加工装置60において、引張力付与機構50の引張力Pbを可変調整する引張力調整部材63と、直進機構20の推力Psを検出する推力検出部材62と、通常圧縮力Pnと付加圧縮力Pcとの合計圧縮力Paに対応した制御目標値PAから推力検出値Psを引いて引張力Pbを算出しこの引張力算出値Pbに基づいて引張力調整部材63を制御する制御部65とを備える。また、連結部61を傾動許容形にする。
(もっと読む)
曲げ加工装置及び曲げ部材の製造方法
【課題】装置全体の設置スペースの小型化及び設備コストの抑制と、動作速度の抑制とを図ることができ、これにより、寸法精度が優れた曲げ部材を高い生産性でかつ低コストで製造できる曲げ加工装置及び曲げ部材の製造方法を提供する。
【解決手段】(i)鋼管25の一端側を固定するクランプ22と、(ii)鋼管25を加熱し、加熱された部分を冷却する加熱冷却ユニット23と、(iii)少なくとも6自由度を有し、鋼管25の他端部を保持しながら並進3自由度及び回転3自由度の荷重を与えることにより、鋼管25における高温部分に曲げモーメントを与える第1マニピュレータ24と、(iv)加熱冷却ユニット23を保持し、第1マニピュレータ24が曲げモーメントを与える際に、加熱冷却ユニット23の位置を鋼管25の多端側から一端側に接近する位置へ変更する第2マニピュレータ29とを有する曲げ加工装置20である。
(もっと読む)
管マニピュレータ
本発明は、大きな直径の管を(8)を曲げるための装置において使用する、管(8)を搬入及び搬出する管マニピュレータに関し、この曲げるための装置において、管(8)を軸線方向において、この管を環状に取り囲む、誘導式に作用する加熱装置(3)を通して案内する。管(8)の端部には、管(8)の送り方向において軸線方向で可動な押さえスリーブ(5)が設けられており、この押さえスリーブ(5)は管を曲げるための装置と不動に接合されている。押さえスリーブ(5)は内側から管(8)を把持し、この管を内側から緊締し、管(8)を誘導式に作用する加熱装置を通して押し込む軸線方向の力を付与する。押さえスリーブ(5)は管(8)を、前方の緊締囲みロック部(2)における後方の端部が曲げアームに固定されるまで、所定の形式で誘導式に作用する加熱装置(3)を通して軸線方向に案内する。  (もっと読む)
(もっと読む)
金属管曲げ加工装置および方法
【課題】曲げ加工したい金属管10の中空に管内挿入拡径機構50の入り込んでいる部分でもそうでない部分と同様に金属管10を熱処理できるようにする。
【解決手段】金属管10の先端側に管内挿入拡径機構50を内挿し、端側内挿部52〜54の所を旋回アーム40の先端側クランプ48で掴持し、奥側拡縮部55〜59を縮径させた状態でそこの部分の金属管10に誘導子23等で熱処理を施し、その後、奥側拡縮部55〜59を拡径させて首折れ防止の状態を整えたうえで、誘導子23等での熱処理と旋回アーム40の旋回とで金属管10を曲げ加工する。
(もっと読む)
曲げ加工装置
【課題】
高い生産性、省設置スペース性及び良好なメンテナンス性を有し、鋼管17の曲げ部材35を高い寸法精度で製造する曲げ加工装置10を提供する。
【解決手段】
鋼管17を長手方向へ送る送り機構11と、鋼管17を送りながら支持する第1の支持機構12と、送られる鋼管17の一部または全部を加熱する加熱機構13と、送られる鋼管17における加熱機構13により加熱された部分を冷却する冷却機構14と、送られる鋼管17の少なくとも一箇所を支持しながら二次元または三次元の方向へ移動することによって、鋼管17における加熱された部分に曲げモーメントを与えて、鋼管17を所望の形状に曲げ加工する第2の支持機構25と、鋼管17の変形を防止する変形防止機構16とを備える曲げ加工装置である。送り機構11は、軸数が7軸の垂直多関節ロボットである第1の産業用ロボット18により構成される。
(もっと読む)
パイプ曲げ加工装置及び方法
【課題】パイプ曲げ加工装置及び方法において、精度良くパイプの減肉や扁平を抑制可能とする。
【解決手段】油圧シリンダ12によりパイプPの基端部を押圧可能とする一方、回動アーム17の第1保持機構19によりパイプPの先端部を保持して曲げ方向にガイド可能とすると共に、パイプPを保持してねじり応力を付与する従動歯車22を駆動回転可能に支持し、油圧シリンダ12と従動歯車22を作動することで、パイプPにねじり応力を付与する処理と曲げ応力を付与する処理とを交互に繰り返し行うことで、パイプPに曲げ加工を施す。
(もっと読む)
鋼管の曲げ加工装置及び鋼管の曲げ加工方法
【課題】、鋼管をその軸線方向に沿って圧縮して鋼管を曲げる構成において、構成の小型化を図る。
【解決手段】ジャッキ22を繰り出すと共に、ジャッキ21で引張ることにより、前部押圧板15及び後部押圧板16で把持された鋼管1の環状加熱部2には、軸圧縮力が作用する。これと共に、押しローラ12が鋼管1を押圧することにより、鋼管1の環状加熱部2にせん断力が作用する。このように、軸圧縮力とせん断力とが作用するので、鋼管1が円弧状に曲がる。鋼管1の環状加熱部2には、軸圧縮力とせん断力が同時に作用するので、圧縮力のみによる曲げ加工に比べて、小さな軸圧縮荷重で曲げることができる。そのため、ジャッキ22および21とチェーン20を小さくでき、装置の小型化が図れる。
(もっと読む)
1 - 20 / 36
[ Back to top ]