
Fターム[4E063GA01]の内容
Fターム[4E063GA01]の下位に属するFターム
ワーク支持テーブル (7)
Fターム[4E063GA01]に分類される特許
1 - 20 / 58
ワーク保持装置
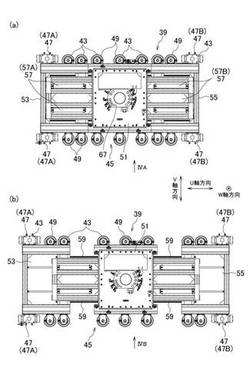
【課題】ワークに曲げ加工を施すこと等によってワークの形状が変化した場合であっても、ワークを保持することができるワーク保持装置を提供する。
【解決手段】ワークWの異なる複数の部位でワークを保持する複数のワーク保持部43と、ワークに加工を施したことによってワークの形状が変化したときに、この形状の変化に応じて、各ワーク保持部の位置を変更するワーク保持部位置変更部45とを有するワーク保持装置39である。
(もっと読む)
曲げ工具

【課題】長尺材の長手方向一方側をその他方側に影響を与えることなく曲げ加工することができる曲げ工具の提供。
【解決手段】長尺材100を曲げ加工する曲げ工具1において、長尺材100の短手方向一方側に位置する第1固定片10と、長尺材100の長手方向一方側において第1固定片10と間隔をあけて、長尺材100の短手向他方側に位置する第2固定片20と、長尺材100の長手方向一方側において第2固定片20と間隔をあけて、長尺材100の短手方向一方側に位置すると共に、第1固定片10及び第2固定片20と協働して長尺材100に対して曲げ加重を与える可動片30と、を有するという構成を採用する。
(もっと読む)
Mg合金板のプレス曲げ装置およびプレス曲げ方法
【課題】放熱性の高いMg合金板の曲げ部位を局部的にかつ均一に加熱することができると共に、その曲げ部位の温度が低下しないうちに、速やかにプレス曲げ加工を行なうことができるMg合金板のプレス曲げ装置およびこの曲げ装置を用いたプレス曲げ方法を提供する。
【解決手段】Mg合金板1を把持して運搬する上下前後方向に移動自在な把持手段2と、Mg合金板を所定の位置に位置決めする上下前後方向に移動可能な位置決め手段3と、Mg合金板を局部的に加熱する誘導加熱コイル4と、誘導加熱コイルをMg合金板の長手方向前後に進入・退避させる移動手段5と、Mg合金板の上面側と下面側に互いに対向して配置されるパンチ6とダイ7と、を有するMg合金板のプレス曲げ装置。
(もっと読む)
延長管着脱装置
【課題】最終曲げ位置より後方に位置するチューブの直管部が短い場合に、直管部を延長する延長管を自動で着脱でき、かつチューブの外径が変わる場合でも、高さ調整が不要である延長管着脱装置を提供する。
【解決手段】チューブ1の後端に外径が同一の延長管12を着脱する延長管着脱装置であって、チューブと延長管の下面を同一高さで水平に支持するサポート14と、延長管を待機高さHからサポート上に位置する着脱高さLまで下降させ、チューブの後端部を把持し、延長管の先端部をチューブの後端部に挿入する延長管移動装置と、延長管の先端部を拡大又は縮小してチューブと延長管を連結又は分離する延長管連結装置とを備える。延長管移動装置の昇降駆動装置24は、上限高さと下限高さとの間で昇降駆動される昇降金具と、支持金具とからなるフロート機構を有し、昇降金具は上限高さから下降し、支持金具から下方に遊動して下限高さまで下降する。
(もっと読む)
曲げ部材の製造装置
【課題】安全かつ効率的に稼働しながら、曲げ部材を量産することができる曲げ部材の製造装置を提供する。
【解決手段】長手方向へ送られる鋼管16の外周面から離間して配置される誘導加熱コイル12aと、誘導加熱コイル12aを冷却するコイル冷却機構とを備える金属材加熱機構12と、金属材加熱機構12により加熱された高温部の外面に冷却水13bを吹き付けることによって、鋼管16の軸方向へ向けて移動する高温部16dを形成する金属材冷却機構13と、第1の支持機構14−1および第2の支持機構14−2からなり、高温部16dを境としてその両側に位置する二つの部分を支持するとともに、第2の支持機構14−2により支持される部分の位置を二次元または三次元で変更することにより、高温部16dに曲げモーメントを与える金属材支持機構14と、一の鋼管の曲げ加工時に、全停止、送り完了後停止、および、警報出力のうちのいずれか一の動作を選択し、選択した動作を実行する信号を出力する制御機構15を備える製造装置10である。
(もっと読む)
金属加工装置及び金属部材の製造方法
【課題】ダイレス成形であっても、製造される金属部材の加工精度のばらつきを極めて小さく抑制する。
【解決手段】長尺の素材1に、素材1の軸方向へ移動する高温部1aを部分的に形成しながら、高温部1aを境として素材1の一方の端部側及び/又は他方の端部側を支持する産業用ロボット11のマニピュレータ10を、予め設定した移動軌跡の目標値に基づいて移動させて高温部1aに曲げモーメントを与えることによって、金属部材8を製造する際に、移動時におけるマニピュレータ10に作用する荷重及び/又は加速度の測定値と、予め設定した荷重及び/又は加速度の目標値との偏差を求め、偏差が予め定めた閾値を超えた場合には、金属部材8の製造の中止、又は警告の出力を行う。
(もっと読む)
金属加工装置及び金属部材の製造方法
【課題】ダイレス成形であっても、製造される曲げ部材の加工精度のばらつきをきわめて小さく抑制する。
【解決手段】長尺の素材41に、素材41の軸方向へ移動する高温部41aを部分的に形成しながら、高温部41aを境として素材41の一方の端部側及び/又は他方の端部側を支持する産業用ロボットのマニピュレータを、予め設定した目標移動軌跡に基づいて移動させて高温部41aに曲げモーメントを与えることによって、曲げ部材を製造する際に、移動時におけるマニピュレータの軌道の測定値あるいは推定値と、目標移動軌跡との偏差を求め、この偏差が予め定めた閾値を超える場合に素材1の次以降の素材の加工における目標移動軌跡を修正して設定する。
(もっと読む)
曲げ加工装置および曲げ加工方法
【課題】簡易な手法で、板材に傷を形成することなく板材を曲げ加工することができる曲げ加工装置および曲げ加工方法を提供することを課題とする。
【解決手段】下金型12と上金型14で板材Pを挟み込み、板材Pに上方から当接する当接部16Hを有する曲げ用金型16を下降させることで、当接部16Hを板材Pに当接させて板材Pを曲げる。その際、当接部16Hを、板材Pよりも硬さが低い部材で構成させておく。
(もっと読む)
熱処理鋼材又は曲げ部材の製造装置及び製造方法
【課題】閉じた横断面形状を有するとともに軸方向へ搬送される鋼材を、長手方向及び/又は周方向への加熱温度の変動を抑制しながら加熱して、熱処理鋼材を製造する。
【解決手段】長手方向の第1の端部17aを先頭として長手方向へ送られる鋼管17の外面17cから離間して第1の位置Aに配置され、鋼管17をAc3点以上に加熱する誘導加熱コイル12aと、第1の位置Aよりも鋼管17の送り方向の下流の第2の位置Bで鋼管17の外面17cに冷却水13bを吹き付けることによって、誘導加熱コイル12aによる鋼管17の加熱位置P1と冷却水13bの鋼管17への吹き付け位置P2との間に赤熱部17dを形成しながら、鋼管17を焼入れる冷却機構13と、赤熱部17dの温度測定機構14と、温度測定機構14の測定結果に基づいて、誘導加熱コイル12aへの電力の投入量をフィードバック制御する投入電力制御機構15とを備える製造装置10である。
(もっと読む)
長尺材曲げ加工用のロボットハンドおよび長尺材曲げ加工システム
【課題】吸着手段とグリッパとを備えたローディングが可能な長尺材用ロボットハンドの提供と、このロボットハンドを使用した長尺板材曲げ加工システムの提供。
【解決手段】1.ロボットハンド15に吸着手段31とワークの長手方向両端部を把持するグリッパ51とを設け、前記吸着手段をワークの前後方向に移動位置決め可能に設けたことを特徴とする長尺板材曲げ加工用ロボットハンド。2.板材折曲げ加工機へワークを供給するロボットと、掴み換え装置とを備えた長尺板材曲げ加工システムにおいて、前記ロボットハンドがロボットハンド15に吸着手段31とワークの長手方向両端部を把持するグリッパ51とを設け、吸着手段をワークの前後方向に移動位置決め可能に設けてなるこ長尺板材曲げ加工システム。
(もっと読む)
金属条材圧縮曲げ加工方法
【課題】先行側クランプ48が外面掴持形で適用範囲が広いうえ首折れ防止用アタッチメント50が固定的・受動的で設備も作業も簡便な金属条材圧縮曲げ加工方法を実現する。
【解決手段】旋回アーム40の先行側クランプ48に予めアタッチメント係合手段49を設けておき、金属管10の先行側を先行側クランプ48で掴持して金属管10に圧縮曲げ加工を施すとともに、加熱部23と先行側クランプ48との離隔距離が増してからクランプ係合手段51とアタッチメント係合手段49とを係合させて首折れ防止用アタッチメント50を先行側クランプ48に装着することにより条材当接部52を金属管10の外周面に当接させて金属管10の首折れを抑制する。
(もっと読む)
曲げ加工装置及び曲げ加工方法
【課題】長尺体の自重による撓みや曲がりを抑制できるとともに、曲げ加工の自由度が高く、かつ設備コストを低減できる曲げ加工装置を提供する。
【解決手段】パイプベンダ(曲げ加工装置)1は、保持部10と、回転板21と、曲げ部40と、駆動部31と、を備える。保持部10は、パイプ8に対して着脱可能に構成される。回転板21には、保持部10を取り付けることができる。曲げ部40は、回転板21の一側に配置される。駆動部31は、パイプ8を曲げ部40に対して移動させることができる。曲げ部40は、回転板21に保持部10を介して取り付けられた状態のパイプ8を曲げることができる。パイプベンダ1は、回転板21に保持部10が取り付けられる向きを変更することにより、パイプ8の長手方向一側の部分を曲げ部40で曲げることができる第1状態と、長手方向他側の部分を曲げ部40で曲げることができる第2状態と、に切り替えることができる。
(もっと読む)
円筒成形装置及び円筒成形方法
【課題】本加工前の端曲げ加工を経ることなく細長の円筒体に成形する。
【解決手段】ワーク20を円筒体に成形させる円筒成形装置1であって、硬質ロール2を押圧する弾性ロール3と、硬質ロール2と弾性ロール3との圧接面に挿し込まれるワーク20の当接を受ける当接ロール4とを備える。前記圧接面にワーク20が挿し込まれ、このワーク20の弾性ロール3側の面が当接ロール4に当接した状態で、ワーク20の挿入終端部Eが硬質ロール2と当接ロール4との間に供されるように弾性ロール3をその軸を中心に回転させることでワーク20を円筒体に成形する。
(もっと読む)
金属管の熱間加工装置
【課題】 金属管の熱間加工装置において、高周波加熱コイルによる金属管の均等な加熱を可能にする。
【解決手段】 曲げ支点部材12を通過した金属管Wに曲がり(反り)が存在すると、金属管Wの外周と高周波加熱コイル13の内周との隙間が不均一になって金属管Wが部分的に高温になったり低温になったりするが、高周波加熱コイル13を固定した可動架台17をフローティング支持手段18を介して固定架台16にフローティング支持し、可動架台17に金属管Wの外周面に当接する複数のガイド部材20を設けたので、金属管Wの曲がり(反り)に応じて可動架台17と共に高周波加熱コイル13をセンタリングし、金属管Wの外周と高周波加熱コイル13の内周との隙間を均一化して金属管Wを均一に加熱することができる。
(もっと読む)
曲げ加工用金型、これを用いた自動車用サスペンションアームの製造装置およびその製造方法
【課題】装置構成が簡単で安価であり、装置の設置面積を小さくできると共に、製造の自動化が可能な曲げ加工用金型、これを用いた自動車用サスペンションアームの製造装置およびその製造方法を提供する。
【解決手段】自動車用サスペンションアームの製造装置に用いられ、丸棒状素材20を曲げ加工して曲げ加工材21を作製するための曲げ加工用金型1であって、丸棒状素材20を載置する載置部3を備える曲げ下金型2と、曲げ下金型2に載置された丸棒状素材20を垂直方向に押圧する押圧部5を備える曲げ上金型4とからなり、載置部3および押圧部5は、曲げ加工材21の曲げ形状に沿った形状に形成され曲げ加工材21と接触する下金型接触部6および上金型接触部7を備え、下金型接触部6は、その中央部に曲げ加工材21と非接触で移動手段が曲げ加工材21を把持できる大きさに形成された溝部8を備える。
(もっと読む)
角パイプの曲げ方法
【課題】 薄肉厚の角パイプを従来と同じ方法で曲げると、肉厚が薄く、縦横寸法が大きくなるにつれて、角パイプ内側にシワが寄ったり、あるいは外側に割れが生じ、良好に曲げることが困難になっていく。また、標準肉厚角パイプにおいても、曲げ半径が小さいと、シワや割れが生じやすくなり、曲げ限界半径が大きくせざるを得なく、レイアウト設計の自由度を狭めてしまう。
【解決手段】 角パイプ外周部に金属板を接着する。これにより、薄肉厚または縦横寸法の大きい角パイプ曲げ加工や小曲げ半径の曲げ加工においても、良好な曲げ加工を行うことができる。
(もっと読む)
車両用のスタビライザ製造装置と製造方法
【課題】生産性の高いスタビライザの成形技術を提供する。
【解決手段】スタビライザ製造装置10は、第1クランプ部材25と第2クランプ部材35と第3クランプ部材45と相対変位機構50とを備えている。相対変位機構50は、第1クランプ部材25と第3クランプ部材45に対して第2クランプ部材35を相対移動させ、第1クランプ部材25と第2クランプ部材35の相対変位及び第3クランプ部材45と第2クランプ部材35の相対変位を同時に生じさせるように構成されている。
(もっと読む)
曲げ部材の自動ハンドリング方法およびその装置
【課題】ワークのツカミ換えを最小回数に抑えることでワーク1枚当たりの加工タクトを大幅に短縮することにより、作業能率を高めて加工コストを低減できる曲げ部材の自動ハンドリング装置を提供する。
【解決手段】ワーク1の大きさと形状に応じて予めプログラムされたXY軸座標上の原点をハンドリング開始点として操作台テーブル11に設定する。自動ハンドリング装置30のワークグリップ機構31は搬入テーブル12上のワークの長辺1cを把持し、クランプ状態でハンドリング開始点まで移動させる。ハンドリング開始点から今度はクランプ状態でY軸方向をパネルベンダー本体10(の金型)に向けて前進させる。ワーク1の長辺1bを曲げ加工後にハンドリング開始点まで後退させる。自動ハンドリング装置30のグリップ保持板38を反時計廻り方向に90°旋回させ、短辺1eを曲げ加工する。そのようにして長短4つの辺を曲げ加工する。
(もっと読む)
パネル折り曲げ装置
【課題】ワーク曲げ径の違いによって金型を補填するごとにラム押圧力の不足を自動調整して補助できるようにすることで、高精度で信頼性の高いパネル折り曲げ装置を提供する。
【解決手段】駆動源20の動力を倍力機構7,8,9で倍加してラム2の上下動ストロークによる押圧力に変換し、ラムに保持されて一体に上下動する上型3を含む金型によってパネルを所要の形状に曲げ加工するパネル折り曲げ装置であって、上型を厚さの増大したものに変更することで厚さ増大分10だけ短くなるラムのストロークを、ストローク調整装置30によって最大の押圧力を発生する長さに補正する。
(もっと読む)
管体成型プレス機及び管体成型プレス方法
【課題】
成型工程が少なく、成型を高速に行うことが可能な管体成型プレス機及び管体成型プレス方法を提供することにある。
【解決手段】
略直方体状で、上面に長手方向に伸びて穿設された断面円弧状の丸凹面を有すると共に、上面の両長手角から丸凹面に向かって傾斜面を有する下型と、下型の上方に位置し、下型の丸凹面に咬合可能に横臥する円柱型と、下型の長手方向の両側に、上端面が円柱型の上方に突出するサイドガイドと、サイドガイドの上端面よりも上の円柱型の上方に位置し、円柱型に咬合可能な下向きの断面円弧状の丸凹面を有する上型とを備え、サイドガイドの上端面に載置された板材を、下降する上型の丸凹面と円柱型の外周面との間で断面円弧形に成型しつつ、上型で押し下げられた円柱型の外周面と下型の丸凹面との間で断面円弧形に成型し、もって板材を管体に成型することを特徴とする。
(もっと読む)
1 - 20 / 58
[ Back to top ]