
Fターム[4E066CA11]の内容
電子ビームによる溶接、切断 (971) | 被溶接材 (258) | 継手形状 (72) | 重ね溶接 (21)
Fターム[4E066CA11]に分類される特許
1 - 20 / 21
ビーム溶接方法、真空包装方法、及びその真空包装方法により製造した真空断熱材及びそれを用いた加熱調理器
【課題】 金属箔同士をより確実にかつ容易に溶接することができるビーム溶接方法、真空包装方法、及びその真空包装方法により製造した真空断熱材及びそれを用いた加熱調理器を得る。
【解決手段】 第1の金属箔と、第1の金属箔上に重ねた第2の金属箔とを、支持台の互いに隣り合う主載せ面及び従載せ面のそれぞれに載せる金属箔積層工程と、従載せ面に載せられた第1及び第2の金属箔の部分を解放した状態で、主載せ面に載せられた第1及び第2の金属箔の部分同士を溶接想定線に沿って密着させる密着工程と、密着工程後、所定の真空環境下で、電子ビームの集中照射によって第1及び第2の金属箔を加熱することにより、主載せ面に載せられた第1及び第2の金属箔の部分同士を溶接想定線に沿って溶接しながら、従載せ面に載せられた第1及び第2の金属箔の部分を切り離す溶接溶断工程とを備える。
(もっと読む)
異種金属の接合方法

【課題】鋼に代表される鉄系合金板材とアルミニウム合金板材の重ね接合において、アルミニウム合金側からの高エネルギービーム照射によって高強度の接合が可能な異種金属の接合方法を提供する。
【解決手段】鉄系合金から成る第1の板材1とアルミニウム系合金から成る第2の板材2とを金属間化合物層4を介して重ね接合するに際して、第2の板材2の端からデフォーカスさせた高エネルギービームBの照射中心までの距離をWとし、高エネルギービームBのデフォーカス径をDとするとき、照射位置Wをデフォーカス径の2分の1以上(W≧D/2)とすると共に、接合界面温度が第2の板材(アルミニウム系合金)2の融点を超えないようにする。
(もっと読む)
台車及びその製造方法
【課題】鉄道車両の車体の下部に回動可能なように取り付けられる台車であって、その台車の側梁を管材によって形成することが可能な台車を提供すること。
【解決手段】この台車を構成する台車枠FRは、一対の輪軸WAが所定の間隔をおいて配置される進行方向に沿った一対の側梁FR1と、一対の側梁FR1を互いに連結する横梁6と、を有し、側梁FR1は、第一管材によって形成される金属製の第一層と、第一層の内側に第二管材によって形成される金属製の第二層とを少なくとも有する。
(もっと読む)
異種材料の接合装置
【課題】接合界面に緻密な酸化皮膜が介在していたとしても、さほど大きな入熱を投与することなく、比較的容易に接合部から除去することができ、接合強度の向上が可能な異種材料の接合装置を提供する。
【解決手段】被接合材料1,2に対して相対移動可能に配設され、相対移動しながら上記被接合材料の接合部に高エネルギービームBを照射する照射ヘッド11と、該照射ヘッドによる高エネルギービーム照射点の進行方向後方に配設され、高エネルギービーム照射後の接合部を加圧する加圧ローラを備えた接合装置において、複数個の加圧ローラ13a、13bを進行方向に沿って配設する。
(もっと読む)
耐疲労特性に優れた高エネルギー密度ビーム溶接継手
【課題】超極厚(例えば、厚さ50mm超)の鋼板又は鋼管を、高エネルギー密度ビーム溶接で溶接する際、(i)溶接部に引張応力が残留しない施工条件を見いだし、(ii)ギガサイクル域の振動環境に、長期間耐える疲労特性有し、かつ、十分な破壊靱性を有する高エネルギー密度ビーム溶接継手を提供する。
【解決手段】一方の管継手部材に、他方の管継手部材を嵌合し、嵌合域に高エネルギー密度ビームを照射して溶接した溶接継手であって、上記嵌合域に、管継手部材の水平断面に対し傾斜し、かつ、管継手部材を周回する溶接部が形成されていることを特徴とする耐疲労特性に優れた高エネルギー密度ビーム溶接継手。
(もっと読む)
流体圧成形した流体導水管
極端な温度にさらされる表面上に流体導水管を設けるための方法および装置を説明する。本明細書において説明する実施形態は、極端な温度にさらされる表面が流体導水管の一面を形成する流体導水管を提供する。  (もっと読む)
(もっと読む)
マグネシウム合金と鋼との異種金属接合方法及び接合構造
【課題】Fe−Mg系合金状態図が二相分離型を示し、冶金的な接合が直接的には困難なマグネシウム合金材と鋼材との組合せにも拘わらず、強固な接合が可能なマグネシウム合金と鋼との異種金属接合方法と、このような方法による異種金属接合構造を提供する。
【解決手段】マグネシウム合金材1と鋼材2を接合するに際して、接合界面にAlを介在させた状態、例えばマグネシウム合金にAlを添加したり、鋼材にAl含有亜鉛めっきを施したりした状態で両材料1,2を重ね合わせ、高エネルギービームBを鋼材2の表面に照射しつつ両材料を加圧して、鋼材側からの伝熱によりマグネシウム合金材1を加熱し、接合界面にAl3Mg2とFeAl3とが混在する複合組織を有する化合物層Lを介して両材料1,2を接合する。
(もっと読む)
ファーネスに使用される内表面を大きくしたチューブ、製造方法および使用
本発明は、ファーネスに使用されるチューブであって、チューブ(1)の壁(2)の内表面(3)に溶接により固定された少なくとも1つの放射状の棒(4a、4b、4c、4d、4e、4f)をもっている。本発明は、また、電子溶接またはレーザービーム溶接するステップを有して、チューブ(1)の壁(2)の内表面(3)上に少なくとも1つの放射状の棒(4a、4b、4c、4d、4e、4f)を接合するチューブの製造方法である。本発明のチューブは、リフォーミングまたはスチームクラッキング、または鉄鉱石の直接還元設備(DRI)ファーネスに使用することができる。 (もっと読む)
異種金属の接合方法及び接合構造
【課題】継手重量の増加や、新たな設備投資によるコストの増加を招くことなく、シール材による耐食性の確保と、シール材の残存による継手強度低下の防止とを両立することができる異種金属の接合方法と、このような方法による接合構造を提供する。
【解決手段】接合部11の近傍位置にシール材Sを塗布した状態で重ね合わせた異種金属材料10,20に高エネルギービームBを照射して両材料を重ね接合するに際して、シール材Sの塗布位置12と接合部11の間に、例えば、接合面から凸状に立ち上がった形状をなす堤部13のようなシール材の流入阻止手段を設けて、接合部11を接合する。
(もっと読む)
鋼材とアルミニウム材との異材接合体
【課題】GAめっき鋼板を使用したアルミニウム材との異材接合の場合でも、十分な継手強度あるいは接合強度を有する、溶融溶接による異材接合体を提供することを目的とする。
【解決手段】特定板厚の亜鉛めっき層鋼材1とアルミニウム材2とを溶融溶接にて接合部6にアルミニウム溶接金属3を形成させて接合した異材接合体であって、このアルミニウム溶接金属3と鋼材1との接合界面6において、鋼材側にAl3 Fe系化合物およびAl5 Fe2 系化合物との混合層と、アルミニウム溶接金属側にα−AlFeSi層とを各々有する接合界面層4が形成されており、この接合界面層4を薄く、均一化して、高い接合強度を得る。
(もっと読む)
鉄部材とアルミニウム部材の接合方法及び鉄−アルミニウム接合体
【課題】鉄部材とアルミニウム部材とを良好に接合可能な接合方法、及び、これらが良好に接合した接合体を提供する。
【解決手段】鉄部材とアルミニウム部材とを接合する際、少なくともアルミニウムクラッド板20との接合側にめっき層12を有する鋼板10(鉄部材)と、アルミニウムを主成分とするアルミニウム芯材21と、鋼板10との接合側に、アルミニウム芯材21よりも低融点のアルミニウム合金層22とを有したアルミニウムクラッド板20(アルミニウムクラッド材)からなるアルミニウム部材とを重ね合わせて接合する。
(もっと読む)
異種金属パネルの接合方法、接合装置及び接合構造
【課題】例えば、自動車車体構造の接合に適用した場合に、車体の外側からの高エネルギービーム照射によって、金属間化合物の生成や、重量、コストの増加を来たすことなく異種金属を接合することができる異種金属パネルの接合方法と、このような接合に用いる接合装置、さらにはこのような方法による異種金属パネルの接合構造を提供する。
【解決手段】互いに融点の異なる高融点金属パネル17と低融点金属パネル21を接合するに際し、これら両パネル17,21の間にこれらの材料とは異なる第3の材料を介在させた状態で、デフォーカスさせた高エネルギービームBを高融点金属パネル側の表面、又は高融点金属パネル及び低融点金属パネルの両方に照射しながら、両パネル17,21を相対加圧し、上記両パネルの少なくとも一方と第3の材料との間で共晶溶融を生じさせて両パネル17,21を連続的又は断続的な線状にフレア接合する。
(もっと読む)
異種材料の接合方法、接合装置及び接合構造
【課題】高融点材料と低融点材料を重ね合わせた被接合材料の接合界面に緻密な酸化皮膜が介在していたとしても、大きな入熱を投与することなく、高強度の接合が可能な異種材料の重ね接合方法と、このような異材接合に好適に使用することができる接合装置、さらにはこのような方法による接合構造を提供する。
【解決手段】互いに融点の異なる高融点材料1と低融点材料2を重ね合わせて接合するに際して、接合界面に存在する酸化皮膜を部分的に破壊しながら、高融点材料1の表面に高エネルギービームを照射して両材料1,2を加熱し、加熱された両材料1,2を相対的に加圧して両材料を連続的又は断続的に接合する。
(もっと読む)
バッキングプレート付きターゲットの製造方法
【課題】CuまたはCu合金製ターゲットにバッキングプレートを接合してなるバッキングプレート付きターゲットの製造方法を提供する。
【解決手段】片面に窪みを形成したCuまたはCu合金製ターゲット板状素材1とCuまたはCu合金製バッキングプレート板状素材2を重ね合わせて形成された隙間にAlまたはAl合金製インサート板状素材3を挿入して積層体を作製し、この積層体の周囲を真空中で電子ビーム溶接することにより全周電子ビーム溶接積層体13を作製し、この全周電子ビーム溶接積層体13を温度:400〜570℃、圧力:100〜350MPaの条件にて熱間静水圧プレスすることにより拡散接合積層体14を作製し、ついで、この拡散接合積層体14の電子ビーム溶接部分を含む十分な強度を持った拡散接合とならない部分を切削除去する。
(もっと読む)
建設機械の作業機構成部材と補強部材の接合方法
【課題】作業機構成部材が作業負荷を繰り返し受けても補強部材の補強機能を十分に維持することができ、かつ、両部材が溶接後に凹状に変形するのを抑制できる建設機械の作業機構成部材と補強部材の接合方法を提供する。
【解決手段】作業機構成部材4の一方の面4aに補強部材5の一方の面5aを接合する建設機械の作業機構成部材と補強部材の接合方法において、作業機構成部材4の一方の面4aと補強部材5の周縁部5bとを隅肉溶接するほか、補強部材5の他方の面から熱を加えて作業機構成部材4まで溶け込ませた深溶け込み溶接部8を形成し、作業機構成部材5の他方の面から熱を加えて補強部材5まで溶け込ませた深溶け込み溶接部9を形成する。
(もっと読む)
高エネルギビームによる異種金属の接合方法及び装置
【課題】接合界面における高融点材料から低融点材料への伝熱を確保することができ、しかも両被接合材の接合界面にガスが発生したとしても、欠陥のない健全な異材重ね接合が可能な異種金属の接合装置を提供する。
【解決手段】融点が互いに異なる高融点材料2と低融点材料3を重ね合わせ、高融点材料側の表面にデフォーカスされた高エネルギビーム1をスポット状に照射することによってこれら材料同士を重ね接合するに際して、加圧手段である圧子9によって、高エネルギビーム1の照射面と反対側の面から、接合部位を局部的に加圧すると共に、高融点材料2の接合部位にあらかじめ貫通孔2aを形成しておき、接合界面に発生したガスを当該貫通孔2aから排除する。
(もっと読む)
高エネルギビームによる異種金属の接合方法
【課題】融点の異なる異種材料同士を重ね合わせた状態で、高エネルギビームをデフォーカスして高融点材料の側に照射する異種金属の重ね接合において、両被接合材の接合界面を互いに密着させることができ、高融点材料から低融点材料への伝熱を確実なものとして、安定な接合を可能にする異種金属の接合方法を提供する。
【解決手段】融点が互いに異なる高融点材料2と低融点材料3を重ね合わせ、高融点材料側の表面にデフォーカスされた高エネルギビーム1をスポット状に照射することによってこれら材料同士を重ね接合するに際して、例えばエアシリンダのような加圧手段8を用いて、高エネルギビーム1の照射面と反対側の面から、両材料が密着する方向に接合部位を局部的に加圧する。
(もっと読む)
高エネルギ密度ビーム溶接品、高エネルギ密度ビーム溶接方法、溶接方法、溶接補助装置
【課題】溶接凝固部の強度の信頼性を高めるのに有利な高エネルギ密度ビーム溶接品、高エネルギ密度ビーム溶接方法、溶接方法及び溶接補助治具を提供する。
【解決手段】溶接品は、高エネルギ密度ビームにより形成した溶接凝固部により複数の板体1,2を合わせた状態で接合して構成されている。溶接凝固部は外方に露出している。複数の板体1,2を合わせると共に、合わせた複数の板体1,2のうち少なくとも片面側に当接壁体3,4を当てがう。次に、高エネルギ密度ビームを照射して溶融部分を形成し、溶融部分を当接壁体3,4で保持しつつ凝固させて溶接凝固部を形成する。
(もっと読む)
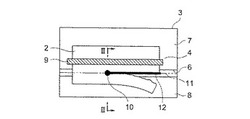
第1のパネルを第2のパネルに溶接するための溶接装置およびその溶接方法
【課題】隠れて離れた接触位置において第1の部品を第2の部品にビーム溶接する溶接装置および溶接方法を提供する。
【解決手段】本発明の溶接装置およびその溶接方法は第1のパネル24を第2のパネル22に溶接するために用いられる。上記第1のパネル24は上記第2のパネル22に部分的に接触する内側面34と反対位置の外側面36とを有する。溶接装置は溶接ビームを生成する手段を備える。溶接装置は上記第1のパネル24の内側面34上の圧力を上記外側面36上の隣接圧力よりも低下させることにより、上記第2のパネル22に接触しない上記第1のパネル24の第1の部分40に沿って上記第1のパネル24を第2の部分42よりも内側に変形させる手段を備える。溶接装置は上記第1の部分40もしくは上記第2の部分42のうちの少なくとも1つの変形に基づいて位置決めをする手段を備える。
(もっと読む)
亜鉛めっき鋼部品の溶接方法
【課題】ガルバニック被覆の蒸発を最低限に抑え、それによって溶接技術の適用を容易にするために、第1と第2の亜鉛めっき金属部品の間に合金化可能材料の層を迅速かつ容易に適用する改善された方法を提供する。
【解決手段】ガルバニック被覆11を施された表面を有する第1の金属部品10を用意するステップと、ある表面を有する第2の金属部品を用意するステップとを備える最初のステップを含む。ある材料12を、第1の金属部品の表面に施されたガルバニック被覆の表面、または第2の金属部品の表面の少なくともいずれかの一部分の上に吹き付ける。第1と第2の金属部品の表面を重ね合わせの関係に配置し、溶接プロセスを実施して第1と第2の金属部品を一体に溶接する。溶接プロセス中、吹き付けられた材料がガルバニック被覆と反応してガルバニック被覆の蒸発を最低限に抑える。
(もっと読む)
1 - 20 / 21
[ Back to top ]