
Fターム[4E066CB00]の内容
電子ビームによる溶接、切断 (971) | 材質 (160)
Fターム[4E066CB00]の下位に属するFターム
高張力鋼 (21)
ステンレス鋼 (16)
耐熱鋼・耐熱合金 (15)
珪素鋼 (9)
高炭素鋼 (4)
特殊合金鋼 (4)
鋳鉄・鋳鋼
非晶質合金 (2)
銅・銅合金 (12)
アルミニウム・アルミニウム合金 (24)
マグネシウム・マグネシウム合金 (5)
チタン・チタン合金 (9)
焼結合金 (3)
超硬合金 (2)
高融点金属 (2)
非金属 (23)
Fターム[4E066CB00]に分類される特許
1 - 9 / 9
Ni基超合金に対する鉄鋼材料の溶接方法及び溶接継手
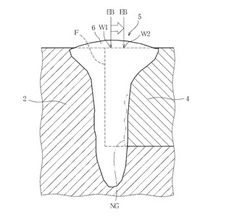
【課題】Ni基超合金に対して異種金属である鉄鋼材料を溶接により接合するに際して、両者を溶け合わせた金属とNi基超合金との境界に割れの無い健全な溶接継手を得ることが可能であるNi基超合金に対する鉄鋼材料の溶接方法及び溶接継手を提供する。
【解決手段】Ni基超合金であるタービン翼車4と、鉄鋼材料であるロータ軸2とを各々の境界部で溶接により互いに溶け合わせて接合するに際して、電子ビームEBの照射位置を制御して、タービン翼車4のNi基超合金とロータ軸2の鉄鋼材料との境界部で互いに溶け合わせて成る溶接金属6の混合比を0.5〜0.8とする。
(もっと読む)
Ni基超合金に対する鉄鋼材料の溶接方法及び溶接継手

【課題】Ni基超合金に対して異種金属である鉄鋼材料を溶接により接合するに際して、両者を溶け合わせた金属とNi基超合金との境界に割れの無い健全な溶接継手を得ることが可能であるNi基超合金に対する鉄鋼材料の溶接方法及び溶接継手を提供する。
【解決手段】Ni基超合金であるタービン翼車4と、鉄鋼材料であるロータ軸2とを各々の境界部で溶接により互いに溶け合わせて接合するに際して、タービン翼車4のNi基超合金及びロータ軸2の鉄鋼材料を溶け合わせた溶接金属6と、タービン翼車4との境界部分に対して、電子ビームEBを周期的に偏向させつつ照射する。
(もっと読む)
電子ビーム照射方法
【課題】電子ビームの照射をリアルタイムで確実に検出することが可能な手法について提案する。
【解決手段】走行する金属ストリップに向けて電子ビームの照射を行うに当たり、該電子ビームの照射に伴って前記金属ストリップの表面に発生する、X線を検出することによって電子ビームの照射状態を把握する。
(もっと読む)
超伝導加速空洞および超伝導加速空洞の製造方法
【課題】製品の信頼性を向上でき、かつ、製造コストを低減できる超伝導加速空洞および超伝導加速空洞の製造方法を提供する。
【解決手段】本発明にかかる超伝導加速空洞の製造方法は、超伝導材料を筒状に加工してビームパイプ7を形成するビームパイプ形成工程と、ビームパイプ形成工程で形成されたビームパイプ7における一端部の外周部に、冷却材を収容するジャケットの端部を構成するように環状に形成された端板9の内周面を溶接によって接合する端板接合工程と、ビームパイプ7における一端部の内周部に、空洞部を構成するように超伝導材料で環状に形成されたエンドセル21のアイリス部11を溶接によって接合するエンドセル接合工程と、が備えられている。
(もっと読む)
高周波加速空胴の製造方法
【課題】空胴の内周面を補修又は修整することのできる高周波加速空胴の製造方法を提供することにある。
【解決手段】赤道部28とアイリス部27とが設けられた複数の半セル20を製造し、複数の半セル20から超伝導高周波加速空胴1の空洞本体を組み立てるために電子ビーム溶接し、超伝導高周波加速空胴1の内側の溶接部W2をレーザ溶接して、電子ビーム溶接による裏波ビードを整形する超伝導高周波加速空胴1の製造方法。
(もっと読む)
溶接方法の設計方法、溶接方法及び溶接接合体
【課題】一定の条件を満たす金属ガラス及び結晶金属を選択することにより十分な強度を持つ接合体が得られる溶接方法を提供する。
【解決手段】金属ガラス1と結晶金属2とを接触させた界面又はその界面近傍の前記金属ガラスにエネルギーを加え、前記金属ガラスを加熱して溶融させた溶融層を形成して溶接する溶接方法であって、前記金属ガラスと前記結晶金属とが接合された後の前記溶融層はガラス形成能を有し、前記金属ガラスは、前記金属ガラスの固体を再加熱するときのTTT曲線のノーズ時間が0.2秒以上のガラス形成能を有し、前記金属ガラス及び前記結晶金属は、溶融していない前記結晶金属と溶融した前記金属ガラスとの濡れ率が25%以上となる前記金属ガラスの温度と、前記結晶金属の融点との温度範囲が100K以上である。
(もっと読む)
高強度部を有する溶融接合製品及びその製造方法
【課題】所要の精度の高強度部を有する一方で、接合部における所要の強度を維持できる溶融接合製品を提供すること。
【解決手段】本発明は、Cの含有量が0.45%未満の低炭素鋼よりなる第一低炭素鋼部分と、Cの含有量が0.45%以上の高炭素鋼よりなる高炭素鋼部分と、が摩擦圧接で一体とされて構成された第一中間加工製品と、Cの含有量が0.45%未満の第二低炭素鋼よりなる第二低炭素鋼部分を有する第二中間加工製品と、を備え、第一中間加工製品の高炭素鋼部分には、予め所望の形状に成形され焼入れされた高強度部が設けられており、第二中間加工製品の第二低炭素鋼部分は、予め所定の形状に成形されており、第一中間加工製品の第一低炭素鋼部分と第二中間加工製品の第二低炭素鋼部分とが、溶融溶接によって接合されていることを特徴とする高強度部を有する溶融接合製品である。
(もっと読む)
精密加工された導電性ガラス部材
【課題】 荷電粒子を取扱う系たとえばエッチングに用いられるプラズマ発生装置における電極といった部材であって、高い寸法精度のものが得られ、電荷の蓄積に起因する静電破壊等の虞のない部材を提供すること。
【解決手段】 酸化バナジウムを主成分とする、電気伝導度が少なくとも1×10−8S/cmの導電性バナジン酸塩ガラスにイオンビーム照射又はレーザビーム照射による加工を施して得られる、精密加工された導電性ガラス部材。
(もっと読む)
電子ビーム装置
【課題】
ビーム幅を狭め、直線性を向上した装置の提供。
【解決手段】
スリット104が設けられた陽極電極103を備え、陽極電極の一側に対向配置される複数のディップ101を備え、陽極電極の他側に被加工物を配置し、被加工物には、前記複数のディップ101から放出されスリット104を通過した電子ビームが照射される。また電子の放出方向に磁場を印加する手段を備えてもよい。
(もっと読む)
1 - 9 / 9
[ Back to top ]