
Fターム[4E066CB02]の内容
電子ビームによる溶接、切断 (971) | 材質 (160) | ステンレス鋼 (16)
Fターム[4E066CB02]に分類される特許
1 - 16 / 16
ビーム溶接方法、真空包装方法、及びその真空包装方法により製造した真空断熱材及びそれを用いた加熱調理器
【課題】 金属箔同士をより確実にかつ容易に溶接することができるビーム溶接方法、真空包装方法、及びその真空包装方法により製造した真空断熱材及びそれを用いた加熱調理器を得る。
【解決手段】 第1の金属箔と、第1の金属箔上に重ねた第2の金属箔とを、支持台の互いに隣り合う主載せ面及び従載せ面のそれぞれに載せる金属箔積層工程と、従載せ面に載せられた第1及び第2の金属箔の部分を解放した状態で、主載せ面に載せられた第1及び第2の金属箔の部分同士を溶接想定線に沿って密着させる密着工程と、密着工程後、所定の真空環境下で、電子ビームの集中照射によって第1及び第2の金属箔を加熱することにより、主載せ面に載せられた第1及び第2の金属箔の部分同士を溶接想定線に沿って溶接しながら、従載せ面に載せられた第1及び第2の金属箔の部分を切り離す溶接溶断工程とを備える。
(もっと読む)
伝熱管の製造方法及び伝熱管

【課題】短時間で伝熱管表面にμm単位の微細な撥水性の凹凸形状を形成することによって伝熱管の熱伝達機能を向上させる。
【解決手段】伝熱管5の表面にパルス状の電子ビーム4を照射することにより撥水性の微細凹凸形状を形成する伝熱管の製造方法であって、前記パルス状の電子ビーム4の照射電流(mA)*照射速度(sec)を0.002〜0.008とする。
(もっと読む)
インジェクションノズル
【課題】 ディーゼルエンジンなどの内燃機関用の燃料は噴射装置の一種である高圧型コモンレールの燃料噴射圧力の高圧化に対応して、インジェクションノズルを長期にわたって高い応答性を維持できるようにする。
【解決手段】 ディーゼルエンジンの高圧型コモンレールのインジェクションノズル1の先端構造を、その先端内孔部に配置されたノズルの噴出孔11を間欠的にカバーするニードル2の先端部22を金属ガラスによって形成した。
(もっと読む)
第1のコンポーネントを第2のコンポーネントに取り合い突起の傾斜配向(INCLINEDORIENTATION:傾斜姿勢)を用いて接合する方法、及び上記2つのコンポーネントの組立体
第1のコンポーネントを第2のコンポーネントに接合する方法であって、この方法は、第1のコンポーネントをこのコンポーネントの結合面に細長い突起の配列を形成することにより作製するステップを含み、各突起は、中心線、先端、及び基部を有する。各突起の先端における中心線は、その基部における結合面に対する法線に対して傾いた向きにし、先端中心線の角度配向は、突起野配列にわたって変わる。次に、第1のコンポーネント及び柔軟層を、柔軟層の硬化前に突起を柔軟層に埋め込むように合わせて、第2のコンポーネントを形成する。また、こうして形成した継手。 (もっと読む)
原子力発電プラント用炉心シュラウドの製造方法及び原子力発電プラント構造物
【課題】
本発明は、原子力発電プラントの溶接構造を有する炉心シュラウドをレーザ溶接で製造する場合に、開先部の組み立てが容易で、かつ、溶接部の凝固収縮に伴う、塑性変形領域及び残留応力が極力小さい溶接継手部が得られる原子力プラント用炉心シュラウドの製造方法及び原子力発電プラント構造物を提供するにある。
【解決手段】
炉心シュラウドを構成する複数の部材の突き合せ部を溶接するにあたり、突き合せ部には、ルート面を設け、かつルート面の長さを、前記複数の部材の突き合せ部の薄い方の板厚の25%から95%とし、ルート面以外には狭開先を設け、溶接ワイヤを用いたレーザ溶接により前記突き合せ部を溶接することを特徴とする。
(もっと読む)
流体圧成形した流体導水管
極端な温度にさらされる表面上に流体導水管を設けるための方法および装置を説明する。本明細書において説明する実施形態は、極端な温度にさらされる表面が流体導水管の一面を形成する流体導水管を提供する。  (もっと読む)
(もっと読む)
ファーネスに使用される内表面を大きくしたチューブ、製造方法および使用
本発明は、ファーネスに使用されるチューブであって、チューブ(1)の壁(2)の内表面(3)に溶接により固定された少なくとも1つの放射状の棒(4a、4b、4c、4d、4e、4f)をもっている。本発明は、また、電子溶接またはレーザービーム溶接するステップを有して、チューブ(1)の壁(2)の内表面(3)上に少なくとも1つの放射状の棒(4a、4b、4c、4d、4e、4f)を接合するチューブの製造方法である。本発明のチューブは、リフォーミングまたはスチームクラッキング、または鉄鉱石の直接還元設備(DRI)ファーネスに使用することができる。 (もっと読む)
異種材料溶接のための構成および方法
異種材料の中間位置にアダプタを使用する、異種材料を溶接するための装置および方法が考察される。最も好ましいアダプタは、一体に溶接される異種材料と同一または類似の2つの異種材料から摩擦攪拌溶接により製造される。したがって、現場におけるアダプタを介する異種材料の結合は、現在採用できる従来の溶接方法に比べて大幅に簡略化される。 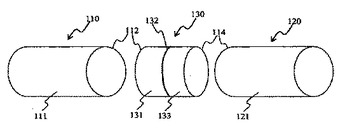 (もっと読む)
(もっと読む)
Bを含有するステンレス鋼材およびその製造方法
【課題】高能率の溶接条件であっても、B含有ステンレス鋼片を、施工時の溶接割れおよび圧延後の耳割れを発生させることなく熱間加工する方法、および加工後の鋼材を提供。
【解決手段】Bを0.3〜2.5質量%含有するステンレス鋼片の加工面を除く少なくとも対向する2面に、Bを0.3質量%以下含有するステンレス鋼からなるプロテクト材がステンレス鋼溶接金属により接合され一体化されており、前記ステンレス鋼溶接金属の化学組成が下記(1)〜(3)の基本式で表される関係を満足し、かつ溶接ビード断面中央部でのビード幅Wcmおよび入口部でのビード幅Wnの比で示される溶接ビード断面における形状係数Q(Wcm/Wn)が0.8〜1.4であることを特徴とするB含有ステンレス鋼片および製造方法。(1)15≦Creq≦30、(2)4≦Creq−Nieq≦17、(3)Px≧0
(もっと読む)
高エネルギビームによる異種金属の接合方法及び装置
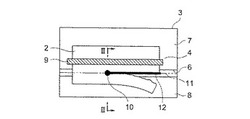
【課題】接合界面における高融点材料から低融点材料への伝熱を確保することができ、しかも両被接合材の接合界面にガスが発生したとしても、欠陥のない健全な異材重ね接合が可能な異種金属の接合装置を提供する。
【解決手段】融点が互いに異なる高融点材料2と低融点材料3を重ね合わせ、高融点材料側の表面にデフォーカスされた高エネルギビーム1をスポット状に照射することによってこれら材料同士を重ね接合するに際して、加圧手段である圧子9によって、高エネルギビーム1の照射面と反対側の面から、接合部位を局部的に加圧すると共に、高融点材料2の接合部位にあらかじめ貫通孔2aを形成しておき、接合界面に発生したガスを当該貫通孔2aから排除する。
(もっと読む)
溶接方法、および、その方法を用いて製造される流路切換装置
【課題】 異種金属の部品がレーザ溶接または電子ビーム溶接等により、接合される場合において、その溶融部における割れの発生を回避できること。
【解決手段】 接合部における溶融部Wfのビード幅Wbが1.5mm以下となるように電子ビーム溶接装置における出力、照射時間が設定されるもの。
(もっと読む)
中高炭素鋼とステンレスの溶接方法
【課題】 中高炭素鋼をステンレスに溶接した後、ビードに割れを発生させないこと。
【解決手段】 炭素を遊離させる方式により中高炭素鋼の表面を脱炭して、電子ビーム溶接方法により中高炭素鋼をステンレスに溶接し、溶接箇所でマルテンサイト組織を発生させないで中高炭素鋼とステンレスを溶接する。
(もっと読む)
熱交換器
熱交換器は、それぞれが、それ自体の利益と欠点を有する、多数の異なる方法を使用して製造されてもよい。複数の導管が通過するモノリシック熱交換器を作製する方法が提供され、この方法は、再溶解される複数の連続する材料層を設けるステップと、所定の設計に従って各層の所定の領域をエネルギービーム再溶解するステップとを含む。各層をエネルギービーム再溶解することは、連続する層を付加する前に実施される。エネルギービーム再溶解にかけられる各層の領域は、層内で固体構造を形成し、各層をエネルギービーム再溶解することは、各層の再溶解された領域を先行する層の再溶解された領域に融着させる。これは、3次元モノリシックユニットの製造をもたらす。熱交換器は、少なくとも5000m2/m3の表面積密度と少なくとも0.6の平均多孔度を持つように製造される。エネルギービームは、たとえば、レーザビームまたは電子ビームとすることができる。  (もっと読む)
(もっと読む)
管材の接合構造体
【課題】 溶接が困難なステンレス鋼等からなる管材とチタン等からなる管材との強度も気密性も優れた接合構造体を提供する。
【解決手段】 ステンレス鋼、ニッケル基合金または炭素鋼からなる第1管材とチタン、タンタルまたはジルコニウムからなる第2管材のうち、一方の管材の先端を凹状、他方の管材の先端を凸状とし、両管材の先端を凹凸嵌合してなる管材の接合構造体であって、凸部の高さを凹部の深さより長くし、嵌合して形成される環状の溝部を銀ろう溶接し、その上に溶接部を中心として第1管材または第2管材と同じ管材からなるスリーブを挿嵌し、スリーブが第2管材と同じ場合は、第1管材とスリーブの第1管材側端部を銀ろう溶接し、第2管材とスリーブの第2管材側端部を溶融接合してなり、スリーブが第1管材と同じ場合は、第1管材とスリーブの第1管材側端部を溶融接合し、第2管材とスリーブの第2管材側端部を銀ろう溶接してなることを特徴とする。
(もっと読む)
圧力センサ
【課題】高い精度と信頼性を確保し、耐食性に優れ、かつ安価な圧力センサを提供すること。
【解決手段】圧力センサ1は、底部が薄肉部210とされたダイアフラム21と圧力導入継手10とを備えており、ダイアフラム21には機械強度の高いオーステナイト系の析出硬化型Fe−Ni耐熱鋼が用いられ、圧力導入継手10には比較的安価なオーステナイト系ステンレス鋼が用いられる。ダイアフラム21と圧力導入継手10とは溶接により一体的に形成され、このとき溶接部のNi含有量は適宜調整される。これにより圧力センサ1は高い精度と信頼性を確保することができ、圧力センサ1の製造においては高価なオーステナイト系析出硬化型Fe−Ni耐熱鋼の使用量を必要最小限に節約できる。また、オーステナイト系のステンレス鋼は耐食性に優れているため、圧力センサ1は腐食性の高い流体の圧力をも測定できる。
(もっと読む)
鋭利なアンダーカッター及びアンダーカッターの製作
本発明は、剃毛性能を向上させるために、電気かみそりのアンダーカッターに鋸歯状エッジ又は貝殻状エッジ(7)を用いている。この改善は、体毛の捕捉及び保持の改善並びに体毛を切断するために必要な切断力の減少によって達成した。鋸歯状及び/又は貝殻状(9)は、捕捉した体毛の保持を手助けし、その結果、体毛切断効率を増加させる。それらは、更に、フォイル開口のエッジに沿って体毛が「ロール」する傾向を、開口角にそれが捕捉されるまで減少させる。これは、より密着したシェービングを促進する。鋸歯状エッジは、様々な方法によって作成することができる。本開示では、いくつかの可能性のある方法が記載されている。好ましい作成方法は、アンダーカッターブレードの外表面上に溶着ビードを形成し、該ビードを研磨して、溶着ビードに沿った鋭いエッジを形成するものである。これを実施する際に、該溶着ビードは、鋸歯状パターンを形成する。鋸歯状の形状は、溶着ビードの形状によって決定される。 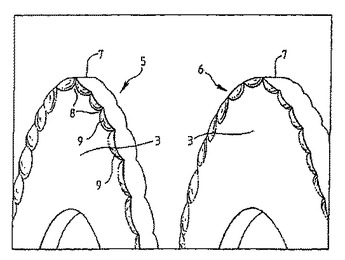 (もっと読む)
(もっと読む)
1 - 16 / 16
[ Back to top ]