
Fターム[4E067AC03]の内容
圧接、拡散接合 (9,095) | 母材及び中間材の性質 (23) | アモルファス (15)
Fターム[4E067AC03]に分類される特許
1 - 15 / 15
溶接方法の設計方法、溶接方法及び溶接接合体
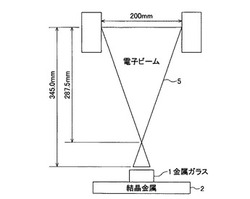
【課題】一定の条件を満たす金属ガラス及び結晶金属を選択することにより十分な強度を持つ接合体が得られる溶接方法を提供する。
【解決手段】金属ガラス1と結晶金属2とを接触させた界面又はその界面近傍の前記金属ガラスにエネルギーを加え、前記金属ガラスを加熱して溶融させた溶融層を形成して溶接する溶接方法であって、前記金属ガラスと前記結晶金属とが接合された後の前記溶融層はガラス形成能を有し、前記金属ガラスは、前記金属ガラスの固体を再加熱するときのTTT曲線のノーズ時間が0.2秒以上のガラス形成能を有し、前記金属ガラス及び前記結晶金属は、溶融していない前記結晶金属と溶融した前記金属ガラスとの濡れ率が25%以上となる前記金属ガラスの温度と、前記結晶金属の融点との温度範囲が100K以上である。
(もっと読む)
金属部材の接合方法及び複合部材

【課題】非晶質合金を含む金属部材を、結晶化を生じさせることなく均一に加熱して接合することができる金属部材の接合方法を提供する。
【解決手段】押圧治具を用いた金属部材の接合方法であって、複数の金属部材を、互いの接合面を接触させた状態で押圧治具に設置する設置工程S1と、複数の金属部材を、押圧治具によって押圧しつつ、パルス電圧を印加することにより放電プラズマを発生させて加熱する加圧加熱工程S2とを備え、複数の金属部材のうち、少なくとも一つは20℃以上の過冷却液体領域を有する非晶質合金から形成され、加熱加圧工程S2において、複数の金属部材の接合面は、過冷却液体領域の範囲内の温度まで加熱され、押圧治具において、押圧時に金属部材と接触する押圧面の面積は、複数の金属部材において前記押圧治具と接触する面の面積の2倍以上16倍未満に設定されていることを特徴とする。
(もっと読む)
液相拡散接合用金属部材
【課題】液相拡散接合により接合すべき面に設けられたインサート金属表面を被覆する樹脂組成物が優れた耐擦傷性を有し、さらに同インサート金属の前記接合すべき面への接着性を有し、かつ、液相拡散接合時の高温加熱により分解し接合部に残存せず、接合後の接合部が母材と同等品質となる液相拡散接合用金属部材を提供する。
【解決手段】金属部材同士を液相拡散接合する際に用いる液相拡散接合用金属部材であって、該液相拡散接合用金属部材の液相拡散接合面に、インサート金属が固定されると共に、該インサート金属の表面が樹脂層で被覆されてなることを特徴とする液相拡散接合用金属部材。
(もっと読む)
セラミックス部材と金属部材との接合方法及び燃料電池スタック構造体の製造方法並びに燃料電池スタック構造体
【課題】使用温度が高いセラミックス部材と金属部材との接合に際して、接合工程温度を低く抑えて接合時にセラミックス部材側に割れが生じるのを回避可能なセラミックス部材と金属部材との接合方法及び燃料電池スタック構造体の製造方法並びに燃料電池スタック構造体を提供する。
【解決手段】単セル6が設置される金属製セル板2の形成工程と、周縁部がセル板2の周縁部に接合される金属製セパレータ板3の形成工程と、セル板2に単セル6を設置する工程と、セル板2及びセパレータ板3の各周縁部同士を接合する固体電解質型燃料電池ユニット1の形成工程と、隣接する固体電解質型燃料電池ユニット1の各中心部分同士の接合工程を有する燃料電池スタック構造体11の製造方法において、セル板2に単セル6を接合する際に、単セル6に金属ガラス接合層17を成膜した後、金属ガラス接合層17にセル板2を接触させてその過冷却液体域で押圧して接合する。
(もっと読む)
アモルファス金属・金属ガラス接合体
【課題】ΔT(=Tx−Tg)(Tx:結晶化温度、Tg:ガラス点)が小さい、アモルファス金属もしくは金属ガラスについて、接合面が結晶化していない接合体を提供する。
【解決手段】不規則な結晶構造を持つアモルファス金属を、熱的方法もしくは塑性変形を利用した方法で接合することにより得られたアモルファス金属接合体。特に、接合部分において析出したナノ結晶を有することが好ましい。また、アモルファス金属のうち広範囲な過冷却融体範囲と明確なガラス転移点を持つ金属ガラスが熱的方法もしくは塑性変形を利用したで方法で接合される。
(もっと読む)
液相拡散接合用合金
【課題】Niをベースとした耐熱合金材及びFeをベースとした鋼材のいずれも接合可能であり、十分な接合強度が得られ、かつ低融点の液相拡散接用合金を提供する。
【解決手段】原子%で、Ni:22%を超え60%以下、B:12〜18%及びC:0.01〜4%を含有し、更に必要に応じて、Si:0.01%以上1%未満、W及びMoからなる群から選択された少なくとも1種の元素を合計で0.1〜5%、Cr:0.1〜20%及び/又はV:0.1〜10%を含有し、残部がFe及び不可避的不純物からなる組成、又は、Ni:22%を超え60%以下、B:7〜18%及びC:4%を超え11%以下を含有し、更に必要に応じて、Si:0.01%以上1%未満、W及びMoからなる群から選択された少なくとも1種の元素を合計で0.1〜5%、Cr:0.1〜20%及び/又はV:0.1〜10%を含有し、残部がFe及び不可避的不純物からなる組成とする。
(もっと読む)
液相拡散接合における被接合材のクランプ装置
【課題】 被接合材の両端部に他の2つの被接合材の端部をそれぞれ接合する接合作業の総合的な効率を向上させ、接合作業コストの低減を可能とする、液相拡散接合における被接合材のクランプ装置を提供する。
【解決手段】 第1の被接合材22を把持する第1把持部10dと、第2の被接合材21を把持する第2把持部10aと、第3の被接合材23を把持する第3把持部10bと、これら第1把持部〜第3把持部を支持する連結部10cとを備えている。第1把持部10dは連結部10cに沿って往復移動可能に支持されている。第3把持部10bは連結部10cとの間の距離を可変となす距離調整機構部10eを介して連結部10cにより支持されている。距離調整機構部10eは、一端部を第3把持部10bに接続されたアーム10e’と、アーム10e’の位置を固定するために連結部に取り付けられたアーム固定手段10e”とを含む。
(もっと読む)
液相拡散接合の方法及び装置
【課題】 加熱加圧処理を適正な時期に終了することで欠陥が少なく且つ強度が高い接合部分を効率的に形成し得る接合方法および接合装置を提供する。
【解決手段】 クランプ装置10により、被接合管材23と被接合管材22とをこれらの接合端部23Eと接合端部22E’とが隔てられて対向するように保持し、その間にアモルファスシート25を配置する。クランプ装置10に付設された付勢部10’xを用いて、接合端部23E及び接合端部22E’に付勢力を作用させてアモルファスシート25を挟持させ、更に、アモルファスシート25、接合端部23E及び接合端部22E’を加圧下にて高周波加熱コイル2cにより加熱して溶融させ、しかる後に凝固させて接合部分を形成する。膨出センサ7を用いて接合端部23E,22E’の横方向膨出率が所定値に到達したことを検知して、接合部分の温度及び加圧力を低下させる。
(もっと読む)
多重管の接合方法及び多重管
【課題】 耐食性の低下が少ない多重管の接合方法及び多重管を提供する。
【解決手段】 2本の多重管1a、1bのそれぞれの一端面同士を接合する多重管の接合方法において、それぞれの多重管は低合金鋼からなる内管2a,2bと、内管の外周に配されたステンレス鋼からなる外管3a,3bとを備え、2本の多重管のそれぞれの一端面同士の間にアモルファスシートからなるインサート材を介在させた状態で、端面同士を突き合わせ、端面近傍を加熱してインサート材の融点以上かつ多重管の融点以下の温度に保持する。
(もっと読む)
放熱性に優れた軽量エンジンバルブ
【課題】 放熱性に優れ、低コストで製造できる軽量エンジンバルブを提供する。
【解決手段】 エンジンバルブの各部を構成する複数の部材を液相拡散接合して構成したエンジンバルブであって、少なくともステム部内部に、1つ又は複数の閉空間が存在することを特徴とする放熱性に優れた軽量エンジンバルブ。
(もっと読む)
加工部品及び微細構造化された構成部品を結合するための方法
多数の個々の層から成る微細構造化された構成部品を製造するために適した、非常に強い結合接合部を形成するために、結合方法が提案され、複数の加工部品間に介在された、少なくとも一つの金属の結合層を含む、加工部品の結合配列が形成され、かつ、少なくとも一つの結合層の融解温度よりも低い結合温度まで、結合配列が加熱される。本発明によると、少なくとも一つの結合層が化学的手法又は電解的手法を用いて析出される。 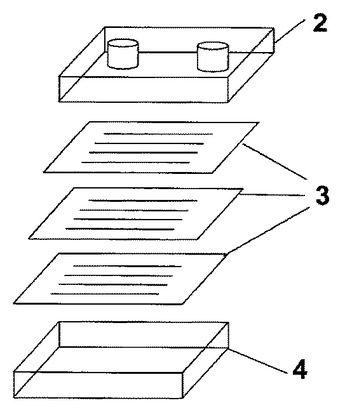 (もっと読む)
(もっと読む)
液相拡散接合方法
【課題】 得られる配管に過大な引っ張り応力を生ずることがなく、接合端部同士の位置合わせを高い精度で簡便に行うことを可能にする液相拡散接合方法を提供する。
【解決手段】 一方の接合端部21Eの端面21aを回転対称中心21Rを持ち且つ頂角θが80°以下で寸法hが管材肉厚thの1/2以下である凸円錐面からなる開先面に形成し、他方の接合端部22Eの端面22aを回転対称中心22Rを持ち且つ頂角Θが80°以下で寸法Hが管材肉厚THの1/2以下であり端面21aと嵌り合う形状の凹円錐面からなる開先面に形成する。端面21a,22a間にシート状ろう材25を配置し、端部21E,22Eを互いに接近させ突き当てることで、これら端部の回転対称中心21R,22R同士を合致させ且つこれら接合端部によりろう材25を挟持させる。ろう材25及び端部21E,22Eを加熱により溶融させ、しかる後にこれらを凝固させる。
(もっと読む)
液相拡散接合の方法及び装置
【課題】 被接合管材の両端部に他の2つの被接合管材の端部をそれぞれ接合する接合作業の効率を向上させ接合時間を短縮する。
【解決手段】 被接合管材21,23を接合端部同士が被接合管材22の長さL’以上の距離を隔て対向するように保持し;被接合管材22を被接合管材21,23に対して間隔g,g’が可変となるように相対移動可能に保持し;接合端部間にろう材25,25’を配置する。被接合管材22を発熱抵抗体1bにより加熱して膨張させ;接合端部によりろう材25,25’を挟持させ;ろう材25,25’及びそれらを挟持する接合端部を高周波加熱コイル2c,3cにより所定範囲内の温度に加熱することで溶融させ;しかる後にろう材25,25’及び接合端部を凝固させる。凝固したろう材25,25’及び接合端部に印加される加圧力が所定範囲内となるように、発熱抵抗体1bによる加熱を制御する。
(もっと読む)
液相拡散接合の方法及び装置
【課題】 被接合管材の両端部に他の2つの被接合管材の端部をそれぞれ接合する接合の作業効率を向上させ接合時間を短縮し接合均一性を向上させる。
【解決手段】 被接合管材22を発熱抵抗体1bにより加熱して膨張させ;ろう材25,25’及びそれらを挟持する被接合管材21,22,23の接合端部を高周波加熱コイル2c,3cにより目標値温度に加熱することで溶融させ;ろう材25,25’及び接合端部を凝固させる。次に、加圧力センサ6により検知される接合端部の加圧力が目標値に近づくように、高周波加熱コイル2c,3cによる加熱状態を制御する。ここで、加圧力を高くすべき時には温度センサ4,5により検知される温度の低い方の接合端部に対応する高周波加熱コイルによる加熱を優先して強め、加圧力を低くすべき時には温度の高い方の接合端部に対応する高周波加熱コイルによる加熱を優先して弱める個別の加熱制御を行う。
(もっと読む)
金属機械部品の液相拡散接合方法および金属機械部品
【課題】 従来の液相拡散接合法に比べて接合時間の短縮化が可能であり、従来の抵抗溶接法、高周波溶接、固相接合法に比べて接合部全面にわたって接合組織の均一化および引張強度、疲労強度等の継ぎ手品質・信頼性の向上を達成し、継ぎ手部の品質と生産性に優れた金属機械部品の液相拡散接合方法およびそれを用いて組み立てた金属機械部品を提供する。
【解決手段】 金属材料の開先面に液相拡散接合用の非晶質合金箔を介在させ、一次接合として、高周波溶接法、または、非拡散型固相接合法により前記非晶質合金箔と前記金属材料とを加熱圧接して継ぎ手部を形成し、次いで、二次接合として、前記継ぎ手部を前記非晶質合金箔の融点以上に再加熱した後、保持して前記継ぎ手部の凝固過程を完了させる液相拡散接合を行うことを特徴とする金属機械部品の液相拡散接合方法。
(もっと読む)
1 - 15 / 15
[ Back to top ]