
Fターム[4E067BD03]の内容
圧接、拡散接合 (9,095) | 圧延・押出・引抜による接合 (91) | 全面クラッド (34)
Fターム[4E067BD03]に分類される特許
1 - 20 / 34
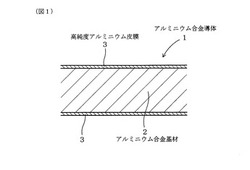
アルミニウム合金導体
【課題】低コストで製造でき、接合強度及び耐腐食性に優れたアルミニウム合金導体を提供すること。
【解決手段】アルミニウム合金基材2の両面又は片面に、高純度アルミニウム皮膜3が片面当り0.05〜0.5mmの厚さで形成されたアルミニウム合金導体1である。アルミニウム合金基材2は、Siを0.3〜0.7%(質量%、以下同じ)、Mgを0.35〜0.8%含有し、残部が不可避的不純物及びアルミニウムからなる。高純度アルミニウム皮膜3は、アルミニウム純度99.0%以上である。
(もっと読む)
表面活性化接合による金属クラッド帯の製造方法及びその装置

【解決課題】従来よりも効率的な活性化接合方法、装置を提供する。
【解決手段】第1の金属帯及び第2の金属帯を一定の送り速度で移送し、第1の金属帯に対する第1主活性化領域、及び、第2の金属帯に対する第2主活性化領域に、活性化源からの衝突エネルギーを付与して第1の金属帯及び第2の金属帯を表面活性化し、接合領域で接合する金属クラッド帯の製造方法において、第1主活性化領域と接合領域との間の少なくとも一部の領域である第1副活性化領域と、第2主活性化領域と接合領域との間の領域の少なくとも一部の領域である第2副活性化領域の双方に対して、衝突エネルギーを追加的に付与する工程を有し、第1副活性化領域における積算エネルギーと第1主活性化領域における積算エネルギーとの比、及び、第2副活性化領域における積算エネルギーと第2主活性化領域における積算エネルギーとの比をいずれも20〜50%とする。
(もっと読む)
クラッド材の製造方法
【課題】被クラッド材を50%以下の低い加工度で圧延圧接して、接合強度と共に寸法精度が良好なクラッド材を安価に得ることができる、工業的に有利なクラッド材の製造方法を提供すること。
【解決手段】圧延機18に向かって走行する被クラッド材2(2A,2B,2C)に対し、被クラッド材2が通過する入口6および出口7を有すると共に室内におけるガス雰囲気を陽圧とした不活性ガス室5を設け、不活性ガス室5内で、被クラッド材2の接合面を研磨手段により活性化処理すると共に、不活性ガス室5の出口7に、圧延機18に向かって延びるスロート部15を設け、スロート部15内に、被クラッド材2の上下及び幅方向の動きを規制し不活性ガスの流入を妨げないガイド手段を設け、活性化処理されて出口7から導出された被クラッド材2を、出口7から吹き出た不活性ガスにより覆いながら、ガイド手段を備えたスロート部15を通して圧延機18に導き、圧延機18にて複数の被クラッド材2の接合面を密着させて圧延圧接する。
(もっと読む)
疲労き裂の発生阻止特性および伝播阻止特性に優れたクラッド鋼板およびその製造方法
【課題】継手溶接を行った場合に、ビード断面における止端部の形状が良好で疲労き裂が発生し難く、またたとえ疲労き裂が発生したとしても破断に到るまでの伝播寿命が長い、疲労き裂の発生阻止特性と伝播阻止特性の両者に優れた鋼材を提供する。
【解決手段】質量%で、C:0.01〜0.40%、Si:0.10%以上 2.0%未満、Mn:0.4〜3.0%、Al:0.3〜2.0%、P:0.05%以下およびS:0.05%以下を含有し、かつ残留オーステナイトを面積率で2〜30%含む組織になる母材の両面を、同じく質量%で、C:0.005〜0.5%、Si:2.0〜8.0%、Mn:0.1〜3.0%、Al:0.01〜0.3%、P:0.05%以下およびS:0.03%以下を含有する組成になる合わせ材で覆ったクラッド鋼板とする。
(もっと読む)
ステンレス鋼と銅のクラッド材から成る雨樋
【目的】本発明は、雨樋における雨水の流路面である内面にステンレス鋼と外面に銅層を備え経年変化を確認できる雨樋の提供を目的としたものである。
【構成】この目的を達成するため、従前のクラッド材の材質及び厚さに工夫を加えたもので、ステンレス鋼で200ミクロン以上乃至1700ミクロンの基板とその一方にリン脱酸銅による銅層を接合し形成した。銅層はリン:0.015%から0.04%を含み残部実質的に銅:99.9%から成るリン脱酸銅層を主成分とする銅合金でその厚さは50ミクロン以上乃至600ミクロンから成るクラッド材で、ステンレス鋼側を雨水流路として形成された雨樋。
(もっと読む)
クラッド材の製造方法
【課題】材質の異なる複数枚の金属板材を、夫々接合面を前処理により表面清浄化した後、接合面同士を密着させて圧延圧接するクラッド材の製造方法において、アルカリ溶剤や金属ブラシを使用することなく、金属板材の接合面を効果的に表面清浄化出来る方法を提供する。
【解決手段】金属板材の接合面の前処理方法として、金属板材の接合面に対し、金属板材と平行にキャビテーション噴流を噴射させることにより、金属板材の接合面を表面清浄化する。
(もっと読む)
クラッド材の製造方法及び製造装置
【課題】低い加工度で、接合性の良好なクラッド材を得る。
【解決手段】異種金属板1A,1B,1Cの送り込み口4及び送り出し口7を有し、異種金属板に活性化処理を施す活性化処理室5と、該活性化処理室内に不活性ガス25を供給して活性化処理室内を陽圧の不活性ガス雰囲気とし、上記送り込み口及び送り出し口から外側に不活性ガスを吹き出させる不活性ガス供給手段11と、上記異種金属板を重ね合わせて上記送り込み口から活性化処理室内に送り込む送り込み手段12と、送り込まれた異種金属板を活性化処理室内で相互に分離する分離手段13と、分離された各異種金属板の接合面を研磨して活性化処理する研磨手段6A〜6Lと、活性化処理後の異種金属板を重ね合わせて上記送り出し口から送り出す送り出し手段14と、上記送り出し口に近接して設けられ異種金属板を冷間圧延接合する冷間圧延接合手段8とを備える。
(もっと読む)
アルミニウム合金製熱交換器用ブレージングシート、アルミニウム合金製熱交換器及びアルミニウム合金製熱交換器の製造方法
【課題】一般部及びヘッダー/タンク接合部のZn量の最適バランスを図ることができ、安価で合理的な構造で一般部及びヘッダー/タンク接合部の優先腐食を防止して、各部において貫通孔食の早期発生を防止することができるアルミニウム合金製熱交換器用ブレージングシートを提供する。
【解決手段】接合部JにおけるZn拡散プロファイルを検討した結果、Al−Zn系内張材のZn量X(wt%)が0.5〜1.0であり、厚さY(μm)が30〜70であるときの積XYを25〜70とすることによって、ヘッダー/タンク6接合部の内張材4bでは、ろう材6cとの境界BにおいてZn濃度が過剰になることがなく、内張材の一般部G及び接合部J全体のZn量の最適バランスを図って、一般部G及び接合部J共に早期の貫通を防止することができる。
(もっと読む)
クラッド管用ビレットおよびクラッド管の製造方法
【課題】外管用クラッド材と母材との熱膨張率の差を吸収し、シール溶接部に割れが発生することがなく、クラッド材と母材の剥離を防止できるクラッド管用ビレットを提供。
【解決手段】母材の外周面にこの母材よりも熱膨張係数の大きいクラッド材が嵌め合わされ、両端部における母材とクラッド材との境界部がシール溶接され、熱間押出し製管されるビレットであって、押出される後端側からの距離が10〜250mmとなる範囲の前記クラッド材の位置に、軸方向の長さL(mm)で、全円周に前記クラッド材の肉厚t(mm)となる薄肉部を設け、下記(1)式を満足することを特徴とするクラッド管用ビレット、およびそれを用いたクラッド管の製造方法である。ただし、tは0.5mm以上、Lは30mm以上とする。
t/L ≦ 0.050 ・・・ (1)
(もっと読む)
アルミニウムクラッド材の製造方法
【課題】比較的厚みのある素材を用いたクラッド材にも適用しうる製造方法であって、クラッド界面の剥離を防止しつつ、高圧下率にて圧着圧延を行うことができる、生産性に優れたアルミニウムクラッド材の製造方法を提供する。
【解決手段】芯材1とその両面に重ね合わせた合せ材2,2とを熱間圧延にて圧着してアルミニウムクラッド材を製造する方法であって、熱間圧延の初期段階において、圧延ロール5,5への通板の直前に各合せ材2,2の表層部のみを、例えば直火バーナ6,6にてさらに加熱することを特徴とする。
(もっと読む)
クラッド材の製造方法およびクラッド材
【課題】マグネシウム−リチウム系合金板の表面にアルミニウムまたはその合金板を被覆したクラッド板であって、強さや軽さや冷間加工性に加えて耐食性にも優れ、しかも前記従来の圧延接合技術に比べてコスト的に有利なクラッド材の製造方法およびクラッド材を提供する。
【解決手段】マグネシウム−リチウム系合金板とアルミニウムまたはその合金の板とを重ね合わせ、これを摩擦撹拌により重ね合わせ接合した後、圧延することにより目的のクラッド材を得る。摩擦撹拌による重ね合わせ接合は板の全面にわたって隙間なく施すのが望ましい。圧延操作は冷間(室温)で複数回圧延するのが好ましい。
(もっと読む)
複合材の製造方法および製造装置
【課題】低い加工度で、接合性の良好な複合材を得ることができる複合材の製造方法および製造装置を提供するものである。
【解決手段】本発明に係る複合材の製造方法は、異種金属板1A〜1Cの接合面を重ね合わせ、その重ね合わせた異種金属板1A〜1Cを冷間圧延接合して複合材10を製造する方法であり、異種金属板1A〜1Cを、酸素濃度を100ppm以下にした不活性ガス25の雰囲気に通すと共に、その不活性ガス25の雰囲気で各接合面の活性化処理を行った後、これら異種金属板1A〜1Cを重ね合わせると共に冷間圧延接合を行うものである。
(もっと読む)
チタンシートの製造方法
【課題】高温領域で使用される、片面にアルミニウム箔を圧延接合したチタンシートの製造方法を提供する。
【解決手段】高温耐熱性である成形素子を得るために、シート状のチタン2は、少なくとも片面がアルミニウム箔4で圧延接合される。このアルミニウム箔の厚みdは、シート状のチタン2の厚みと比較して薄い。圧延接合したシート状のチタン6は熱処理手段によって、チタンとアルミニウムとが、隣り合う領域でアルミニウム−チタン合金に変化される。形成されたシート状のチタン6の外側のチタン−アルミニウム合金層が、酸素と接触することによってチタン−アルミニウム混合酸化物層へと変化して、前記層が腐食に対して良好な耐性を有するシート状のチタン6を与える。好ましくは。成形形素子10は、圧延接合したシート状のチタン6が容易に成形できるように、合金形成のための熱処理以前に成形される。
(もっと読む)
粉末クラッド製造ラインの運転制御方法及び装置
【課題】板の幅に一致した幅で粉末を供給して圧着することができ、且つ粉末クラッドコイルの幅端面を揃えて巻き取れるようにする。
【解決手段】板コイル2の板1を巻き出す巻戻機3と、板1を引き込んで板1の表面に粉末を圧着して粉末圧着材5aを送り出す粉末圧延機4と、粉末圧着材5aを加熱し粉末を板1に融着させて粉末クラッド5を形成する加熱炉6と、粉末クラッド5を巻き取る巻取機10とを順次備えた粉末クラッド製造ラインの運転制御方法であって、巻戻機3と粉末圧延機4との間の板1の張力を一定に保持しつつ粉末圧延機4入口の板1の蛇行制御を行い、且つ、加熱炉6出口の粉末クラッド5の張力を一定に保持しつつ巻取機10入口の粉末クラッド5の蛇行に追随して巻取機10により幅端面を揃えて粉末クラッドコイル9に巻き取る。
(もっと読む)
クラッド材製造設備の加熱冷却装置
【課題】母材の表面に圧着した金属粉末の加熱・冷却を効率良く安定して行い得ると共に、設備全長の長大化を抑えることができ、設備費削減を図り得るクラッド材製造設備の加熱冷却装置を提供する。
【解決手段】金属粉末が母材の表面に圧着されたクラッド材4を加熱して前記金属粉末を焼結させる加熱炉5と、該加熱炉5の下流側に配設された冷却器6とを備え、該冷却器6が、窒素等の不活性ガスによってクラッド材4を冷却するガス冷却領域6Aと、該ガス冷却領域6Aで冷却されたクラッド材4を噴射される水によって直接冷却する水冷却領域6Bとを有するよう構成する。
(もっと読む)
粉末クラッド製造ライン
【課題】板表面に粉末を圧着して粉末圧着材を形成し、続いて粉末圧着材を加熱して粉末を板に融着させることにより製造される粉末クラッドを高品質で高能率に製造できるようにする。
【解決手段】巻戻機3から一定速度で巻き出す板1の表面に粉末圧延機4により粉末を圧着して粉末圧着材5aを形成し、粉末圧着材5aを加熱炉6に導き一定温度で加熱して粉末を板1に融着させた粉末クラッド5を形成し、粉末クラッド5を冷却した後巻取機10により巻き取る粉末クラッド製造ラインであって、加熱炉6の下流に粉末クラッド5の張力を計測する張力計14を設置し、張力計14による検出張力19が、加熱炉6における加熱と張力の作用により粉末クラッド5が許容範囲の幅縮みに収まる張力設定値21に維持されるように巻取機10による粉末クラッド5の巻取張力を制御する張力制御装置20を備える。
(もっと読む)
クラッド材製造方法及び装置
【課題】ロウ材層の母材からの剥離を防止し得、品質の安定したクラッド材を効率良く製造し得るクラッド材製造方法及び装置を提供する。
【解決手段】粉末圧着機4のロール10表面に、その円周方向へ環状に張り出し且つロール10軸線方向へ所要間隔をあけて複数配設される突条13を形成することによってスリット加工手段12を構成し、これにより、前記ロウ材層の表面に、母材1の長手方向へ延び且つ母材1の幅方向へ所要間隔をあけて複数配設されるスリット14を形成する。
(もっと読む)
クラッド管の製造方法
【課題】クラッド管の有利な製造方法を提供すること、また、外皮材の接合部における健全性を高め、耐食性や強度を向上せしめた、皮材の厚さが均一なクラッド管を安定して得ること。
【解決手段】円筒状の芯材2の外周面に、芯材2とは材質の異なる板材を円筒状に曲げ加工して得られた、軸方向に延びる突合せ部6の存在によって不連続円筒形状を呈する筒状外皮材4を被せ、かかる突合せ部6に沿って、摩擦撹拌接合することによって、複合ビレット10を製作した後、その得られた複合ビレット10をマンドレル押出しすることにより、異なる材質からなる層として、芯材2の押出層にて構成される筒状コア層と外被材4の押出層にて構成される筒状外皮層とが一体的に積層、形成された、目的とする外径を有するクラッド管を形成せしめるようにした。
(もっと読む)
青銅合金と鋼のクラッド材の製造方法
【課題】 生産効率を犠牲にすることなく、高密度化が可能な青銅合金と鋼のクラッド材の製造方法を提供する。
【解決手段】 鋼裏金2上に青銅合金を散布し焼結して得られた多孔質青銅合金層3の空孔率を乾式圧延工程と焼結工程とを施して空孔率3%以下の青銅合金と鋼との複層材を得た後、該複層材に対し圧延ロール表面に圧延油を供給して行う湿式圧延工程を施すことにより、従来の湿式圧延で見られる毛細管現象による焼結層の奥深くの空孔内へ圧延油が浸み込んで、次工程の熱処理(焼結)中に浸み込んだ圧延油が焼結層内で気化して新たな空隙が形成されるという不具合はなく、次工程の熱処理を行うことができる。このため、少ない圧延回数で青銅合金層の高密度化が可能となり、生産効率を高めることができる。
(もっと読む)
側材の製造方法、熱交換器用クラッド材の製造方法および熱交換器用クラッド材
【課題】生産性および耐食性に優れ、側材用部材の表面状態および平坦度の制御が容易であり、密着不良が生じにくい熱交換器用クラッド材に使用される側材の製造方法、熱交換器用クラッド材の製造方法および熱交換器用クラッド材を提供する。
【解決手段】芯材とその片面または両面に重ね合わされた1層以上の側材とからなり、側材の少なくとも1層がろう材であり、ろう材が最表面側に位置するように設けられた熱交換器用クラッド材に使用される側材の製造方法であって、ろう材を含む前記側材の少なくとも1層が芯材とは成分組成の異なる側材用金属であり、その側材用金属を溶解する溶解工程と、溶解工程で溶解された側材用金属を鋳造して側材用鋳塊を製造する鋳造工程と、側材用鋳塊を所定厚さにスライスするスライス工程とをこの順に行なうことを特徴とする。
(もっと読む)
1 - 20 / 34
[ Back to top ]