
Fターム[4E067BG07]の内容
Fターム[4E067BG07]に分類される特許
1 - 14 / 14
ダンパーおよびダンパー用アウターシェル
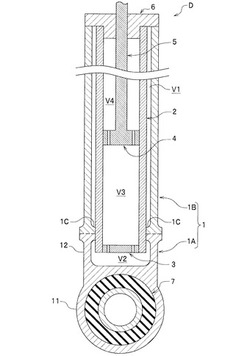
【課題】アルミニウム合金製のアウターシェルを具備したツインチューブ式のダンパーを提供すること。
【解決手段】アウターシェル1の内部にシリンダ2を収容してなるツインチューブ式のダンパーであって、アウターシェル1は、円筒部12を有するアルミニウム合金製のエンド部材1Aと、円筒部12に摩擦圧接されたアルミニウム合金製のパイプ部材1Bと、を具備しており、アウターシェル1の内周面には、シリンダ2の外周面に当接する突部1Cが形成されており、突部1Cは、円筒部12とパイプ部材1Bとの摩擦圧接により発生したバリの一部を切除して形成したものである、ことを特徴とする。
(もっと読む)
金属部材の接合方法

【課題】接合後にバリを除去するための加工を低減することができる金属部材の接合方法、及びこの接合方法により接合された接合金属部材を提供する。
【解決手段】この接合方法は、金属片20に設けられた円孔に金属棒10を相対的に回転させながら加圧挿入して、金属片20と金属棒10とを摩擦圧接により接合する方法である。金属棒10における円孔との接合領域に、金属棒10の軸方向に沿って複数の突起部11を設ける。各突起部11は、金属棒10の軸方向に直交する直交面12と、金属棒10における円孔への進行方向の前方側から後方側に向かって先細りする傾斜面とを有し、金属棒10の周方向に沿って連続した円環状体である。突起部11の直交面12により、接合部分に生じた余分な金属片20の構成材料を金属棒10の進行方向に押え付けながら接合して、バリ250の発生を抑制する。
(もっと読む)
摩擦圧接装置用内ばり切除カッタおよび該カッタによる内ばり切除方法
【課題】圧接部に比べて径が小さい内周径を有する小径部を具備するワークにおいても内ばりをワークから容易に切除し得る摩擦圧接装置用内ばり切除カッタを提供する。
【解決手段】筒状の一対のワークを相対回転させつつ軸方向に押し当てて摩擦圧接した際にワークの内周面側に生じる内ばりをプレス切除するための摩擦圧接装置用内ばり切除カッタ1であって、軸方向に移動可能な支持部材2と、支持部材2に着脱可能に取付けられるカッタ刃3、4を含む装着部材を有する。装着部材は、軸方向に垂直な面において支持部材2よりも外側に位置する大径部3e,4eと、装着部材を支持部材2に着脱可能に取付けるとともにプレス切除時にカッタ刃3,4が内ばりから受ける軸方向の力と逆方向の力を大径部3e,4eが受けることで支持部材2から外れ得る取付部3d,4dを有する。
(もっと読む)
パイプの接合方法
【課題】接合部分において優れた耐久信頼性が得られるパイプの接合方法、を提供する。
【解決手段】パイプの接合方法は、相対的に小さい肉厚TBに形成された肉薄パイプ31と、相対的に大きい肉厚TAに形成され、肉薄パイプ31の肉厚TAよりも小さい肉厚TCに形成された肉薄パイプ31に対する接合面21aを有する肉厚パイプ21とを準備する工程と、肉薄パイプ31と肉厚パイプ21とを摩擦圧接法により接合する工程とを備える。
(もっと読む)
ばり取り装置付き摩擦圧接機と該ばり取り装置付き摩擦圧接機のばり取り方法
【課題】サイクルタイムを容易に短縮できる摩擦圧接機を提供する。
【解決手段】第一と第二の保持装置2b,3に保持される第一と第二のワークW1,W2を相対回転させつつ、第一の保持装置2bと第二の保持装置3を相対移動させて第一と第二のワークW1,W2を押し当てて摩擦圧接し、該摩擦圧接した際に生じたばりW3を摩擦圧接後のワークWから取除く、摩擦圧接機1であって、第二のワークW2が取付けられ得る複数の取付部1aを有し、複数の取付部1aのうちの一つの取付部1aが第一の保持装置2bに対向する摩擦圧接位置からばり取りを行うばり取り位置へ向かって移動するのに合わせて、他の一つの取付部1aが摩擦圧接位置に移動してくるように取付部1aを移動させる移動装置4と、ばり取り位置にある取付部1aに対向する位置に設けられ、取付部1aに取付けられたワークWに形成されたばりW3を取除くばり取り装置5とを有している。
(もっと読む)
溶接装置
【課題】作業工程を削減して作業時間および作業の手間を省くことのできる溶接装置を提供すること。
【解決手段】先端に突起部2cを備えた回転部材2と、この回転部材2を回転させる回転機構と、金属部材P1,P2どうしを当接させた当接部PTに突起部2cを貫入させるとともに、当接部PTに沿って移動させるよう回転部材2と金属部材P1,P2とを相対移動させる移動機構と、を備え、突起部2cを当接部PTに貫入させることで生じる摩擦により金属部材P1,P2を軟化させて一体化させる摩擦攪拌溶接を実行可能な溶接装置であって、回転部材2と共に金属部材P1,P2に対して相対移動可能であるとともに、突起部2cを当接部PTに貫入させる接合工程において生じるバリを切除可能に形成されたバリ除去部材3を備えていることを特徴とする溶接装置とした。
(もっと読む)
エンドチューブ及びその製造方法
【課題】低コストで所望の強度を確保できるエンドチューブを提供する。
【解決手段】エンドチューブ20は、3つのパイプ状部品30’、40’、50’をフリクション溶接した後に仕上げ加工して製造される。これら3つの部品30’、40’、50’は、溶接面32’と42’、及び溶接面44’と52’をフリクション溶接することにより、一体化された1つのエンドチューブ20’になる。このエンドチューブ20’を仕上げ加工してエンドチューブ20が製造される。仕上げ加工は機械加工によって実施される。この機械加工の際に、フリクション溶接で発生したバリを取り除く。これにより、溶接部62(溶接面32’と42’の接合部)、溶接部64(溶接面44’と52’の接合部)への応力集中はほぼ無くなる。
(もっと読む)
管体の回転摩擦圧接方法および回転摩擦圧接装置
【課題】簡素な構成で、被加工物の内面形状の制約を最少にして内面バリを切削することができる、管体の回転摩擦圧接方法および回転摩擦圧接装置を提供する。
【解決手段】回転摩擦圧接装置100には、第2管体回転押圧手段20と第1管体把持手段10と内面バリ切削手段40とが直線状に配置され、第2管体回転押圧手段20によって回転されて押し付けられた第2管体2が、第1管体把持手段10に把持された第1管体1に接続される。該接続に並行してまたは直後に、内面バリ切削手段40は内面バリ切削刃物41を第1管体1の第2管体2とは反対の前端部1bから挿入する。そして、第2管体回転押圧手段20による第1管体1と第2管体2との接合体の回転に合わせて、内面バリ切削手段40が内面バリ切削刃物41を接合部(後端面2bと前端面1aとが接合している)に移動させ、接合部に形成された内面バリを切削する。
(もっと読む)
接合構成部材、特に力伝達装置に用いられるパイロット支承体、材料接続的な解離不能な結合部を形成するための方法および力伝達装置
【課題】溶接結合部の縁部における応力集中が回避され、特に溶接法によって生ぜしめられる、切欠きとして作用する溶接ばりが減少させられるようにする。
【解決手段】接合面(3)に、溶接ばりを収容するためのばり室(7)が設けられているようにした。
(もっと読む)
摩擦圧接におけるバリ処理方法
【課題】 中空部材を摩擦圧接により接合する際に、内側に発生するフラッシュの先端に形成される酸化バリを確実に除去することができる摩擦圧接におけるバリ処理方法を提供する。
【解決手段】 中空部材1,2を摩擦圧接により接合する際に、内側に発生するフラッシュ7,8の先端に形成される酸化バリ7a,8aの処理方法であって、酸化バリ7a,8aを大小2種類のメディア20,21によって除去する。中空部材1,2の内壁面1a,2aと接合面5の交点Aと、フラッシュの先端を結ぶ直線が、内壁面1a,2aとなす角度をθとすると、45°≧θ≧0°である場合で、中空部材1,2の内壁面1a,2aからフラッシュ7,8の先端までの距離H、大メディア20の長径D1、小メディア21の長径dとすると、H=(1.5〜1.7)×d、D1=2dとなるように、大メディア20の長径D1及び小メディア21の長径dを設定するのが望ましい。
(もっと読む)
摩擦圧接工法及び該工法により接合した摩擦圧接部材
【課題】2つの構成部材の摩擦圧接にあたり、両構成部材間の接合部に作用する外力に対する抗力を確保して接合部の耐性を向上させ、両構成部材の摩擦圧接時に必要とする推力を低く抑えて小規模な摩擦圧接装置で摩擦圧接を行うことができ、しかもばりの除去のための後加工を施す必要をなくして部品の加工コストを低く抑える。
【解決手段】第1構成部材1及び第2構成部材2の摩擦圧接部3,4を円環状の突部3a,4aで形成する。突部3a,4aの内外側に凹溝7A,7B,10A,10Bを設ける。摩擦圧接部3,4を突部3a,4aの内外側の内側壁8及び外側壁9が第2構成部材2に接するまで摩擦圧接する。摩擦圧接で生成されるばりを内側壁8及び外側壁9で掩蔽し、第1構成部材1の内側壁8及び外側壁9と第2構成部材2との接触部を、両構成部材1,2間の接合部に作用する外力に対する抗力を負担させ得る程度に密接させる。
(もっと読む)
摩擦溶接方法
摩擦溶接方法であって、第1溶接面(38)を持つ第1加工物(24)及び第2溶接面(40)を持つ第2加工物(26)を提供する工程を含む。第1加工物(24)は、第1溶接面(38)から遠ざかる方向でテーパーするように構成されている。第1加工物(24)は、第1溶接面(38)から遠ざかる方向で先細になっている。第1及び第2の加工物(24、26)は、第1溶接面(38)が第2溶接面(40)に当接するように構成されている。第1及び第2の加工物(24、26)は、溶接面(38、40)のところで温度が上昇し、溶接界面(42)を形成するように、加工物(24、26)のうちの少なくとも一方の溶接面(38、40)のうちの少なくとも一方が、他方の加工物(26、24)の他方の溶接面(40、38)に対して移動するように、第1及び第2の加工物(24、26)を互いに対して揺動する。揺動を停止し、第1及び第2の溶接面(38、40)を冷却し、第1及び第2の加工物(24、26)を互いに溶接する。第1加工物(24)のテーパーにより、第1及び第2の加工物(24、26)の互いに対する揺動中の溶接フラッシュ材料(44)の流量を減少し、溶接部の縁部でのひずみ誘起による多孔性の形成を減少する。 (もっと読む)
管端封口方法
【課題】管体と蓋体との突合せ部におけるヒートバランスを良好に保って摩擦圧接を行うことができるように、接合品質の向上を図る。
【解決手段】管体1に対する蓋体2の突合せ部に、管体1とほぼ同じ断面サイズの環状突起10を形成し、この環状突起10と管体1とを突合わせて摩擦圧接を行い、このとき生じた内ばり13は、蓋体2のボス部3の周りに予め形成した逃げ溝12に逃がす。ほぼ同じ肉厚の環状突起10と管体1とを摩擦圧接するので、蓋体2と管体1との突合せ部におけるヒートバランスが良好となり、この結果、両者からほぼ同量のばり13,14が生じて良好な接合品質が得られるようになる。
(もっと読む)
摩擦攪拌接合のバリ取り装置
【課題】摩擦攪拌接合ツールに取り付けられるバリ取りカッターの取付位置の微調整を可能にして、バリ等と同時に除去される被接合部材の切削量を抑え、被接合部材の板厚の減少を最小限にする。
【解決手段】摩擦攪拌接合加工は、摩擦攪拌接合ツール2のピン部4を挿入し、そのショルダー部3bで加圧しつつ当該摩擦攪拌接合ツール2を回転させながら同図中の矢印方向に移動させて行われるが、本バリ取り装置1は、摩擦攪拌接合加工時に被接合部材W1のビード部に生ずるバリや段差を摩擦攪拌接合加工を行いながらバリ取りカッター5で切削除去する装置で、摩擦攪拌接合ツール2のピン部4が突設された小径の軸部3外周に螺刻された細目ネジ3aに螺合する上記バリ取りカッター5と、当該細目ネジ3aに螺合してバリ取りカッター5を軸部3に固定する取付ナット6とで構成される。
(もっと読む)
1 - 14 / 14
[ Back to top ]