
Fターム[4E067DA14]の内容
圧接、拡散接合 (9,095) | 前処理 (1,205) | 形状、寸法仕上、組立構造 (403) | 接合面隙間 (13)
Fターム[4E067DA14]に分類される特許
1 - 13 / 13
超音波振動金属接合加工装置及び超音波振動金属接合加工方法
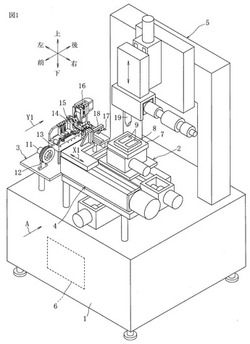
【課題】金属長尺材から作成されたジャンパー線を回路基板上の電気回路間をつなぐ部分に運搬して超音波振動で接合する作業の効率化を図る。
【解決手段】回路基板8を水平面内で前後方向および左右方向に移動する搭載台装置2と金属長尺材13からジャンパー線17を作る整形装置3とジャンパー線17を整形装置3から接合装置5の側に運搬する搬送装置4とシャンパー線17を回路基板8の上の複数の電気回路9の間をつなぐ部分に超音波振動で接合する接合装置5とが互いに独立しており、搭載台装置2が装置本体1の中央部に配置され、整形装置3が装置本体1の左部に配置され、搬送装置4が装置本体1の前部に配置され、接合装置5が装置本体1の後部に配置され、整形装置3及び搬送装置4による作業と搭載台装置2及び接合装置5による作業とが同じ作業時間内で互いに並行して行われるように制御装置6によって相関関係を保ちながら動くように制御される。
(もっと読む)
金属ナノ粒子を用いた接合方法

【課題】金属ナノ粒子を含む接合層の厚さを一定に且つ均一にすることができる接合方法を提供することを課題とする。
【解決手段】被接合材12の下面がスペーサ13に当たるまで、被接合材12を押圧する。この押圧工程により、ペースト層25は、圧縮されて厚さがAになる。スペーサ13は縦横に配列されているため、押圧時に、被接合材12が傾く心配はない。結果、厚さが一定で且つ均一なペースト層25が得られる。
【効果】スペーサ13を用いたことにより、金属ナノ粒子を含む接合層の厚さを一定に且つ均一にすることができる。
(もっと読む)
摩擦撹拌接合方法
【課題】第1ワークと第2ワークとをギャップを介して配置しても接合することが可能な摩擦撹拌接合方法を提供する。
【解決手段】第1ワークW1の第1端面12と第2ワークW2の第2端面14とが互いに傾斜面を構成し、ギャップGを介して対向配置した状態で摩擦撹拌接合用工具10を構成するプローブ18を前記第1ワークW1側にオフセットして前記第1ワークW1と第2ワークW2とを摩擦撹拌接合する。前記プローブ18のオフセットにより第1ワークW1側がアドバンシングサイドとして肉の流動が惹起し前記ギャップGを埋める。
(もっと読む)
超伝導加速器空洞の製造方法、超伝導加速器空洞、超伝導加速器空洞の製造装置
【課題】超伝導加速器空洞に対して、欠陥の発生を抑制して内表面の平滑性を確保し、前記超伝導加速器空洞の性能低下を抑制する。
【解決手段】超伝導材料から構成される複数の内部空洞セルを互いに連接し、前記複数の内部空洞セルの連接部の内側を、前記複数の内部空洞セルの内部に配置したガイド部材で保持する。次いで、前記複数の内部空洞セルの前記連接部の外側を摩擦攪拌接合して、前記複数の内部空洞セルを互いに接合する。
(もっと読む)
中空形材の接合方法および接合構造
【課題】接合すべき中空形材の板材の厚さが薄い場合であっても、中空形材に変形を生じさせ難い中空形材の接合方法および接合構造を提供する。
【解決手段】第1の板11と、この第1の板11と対向する第2の板12と、第1の板11の端部11aと第2の板12の端部12aとを接続する第3の板13とを備えた中空形材10,10同士を接合する中空形材の接合方法において、中空形材10,10同士の間に中間プレート20を介設して、中空形材10,10同士を互いに離間させて配置するとともに、第3の板13がそれぞれ中間プレート20の両面に突き合うように中空形材同士10,10を配置し、回転させた摩擦撹拌接合用の回転ツール30を中間プレート20の端面に押し当てて、各第3の板13,13と中間プレート20との突合せ部分21を摩擦撹拌接合する。
(もっと読む)
部材接合構造
【課題】異種材にも対応可能な部材接合構造を提供する。
【解決手段】互いに連なる孔5,6がそれぞれ穿設してあり且つ面接触するように重ねた板状の第1、第2の被接合部材1,2と、これら被接合部材1,2の孔5,6に連なるねじ孔7が形成してあり且つ第2の被接合部材2とは真反対に位置するように第1の被接合部材1に当接する締結部材3と、軸部が第1、第2の被接合部材1,2の孔5,6に差し込まれて締結部材3に螺合され且つ頭部が第2の被接合部材2に当接したボルト4とを備え、摩擦熱と塑性流動によりボルト4及びボルトに由来する材料を、第1の被接合部材1に同化させる。
(もっと読む)
異種材料の接合方法、接合装置及び接合構造
【課題】接合界面に緻密な酸化皮膜が介在していたとしても、大きな入熱を投与することなく、比較的容易に接合部から除去することができ、接合強度の向上が可能な異種材料の接合方法と、このような異材接合に好適に使用することができる異種材料の接合装置、さらにはこのような方法による異種材料の接合構造を提供する。
【解決手段】互いに異なる融点を有する高融点材料1と低融点材料2を重ね合わせて接合するに際して、これら両材料の間にこれら材料とは異なる第3の材料を介在させた状態で、高エネルギービームBを高融点材料表面に照射しつつ、両材料を相対加圧し、上記両材料の少なくとも一方と第3の材料との間で共晶溶融を生じさせて両材料を線状に接合する。
(もっと読む)
摩擦撹拌接合方法及び装置
【課題】
粉末接合材料を用いた摩擦撹拌接合方法において、欠陥がなく高い接合強度を得ることができ、かつ製造コストを低減することができる摩擦撹拌接合方法を提供する。
【解決手段】
被接合部材4の突き合わせ部2のギャップ3に充填された粉末接合材料9に接合ツール7を挿入して回転させつつ前記突き合わせ部2に沿って移動させる摩擦撹拌接合装置1において、粉末接合材料9をギャップ3へ供給する供給装置5と、その粉末接合材料9をギャップ3内へ押し込む押圧ローラー6とを接合ツール7の移動方向に備え、摩擦撹拌接合に使用されなかった余剰の粉末接合材料10を回収して供給装置5へ送る粉末回収装置8を接合ツール7の移動方向と逆方向に備える。
(もっと読む)
摩擦点接合方法
【課題】
異種金属部材同士を重ね合せて摩擦点接合をした後に電着塗装をした場合に接合部周囲に塗り残しが生じないように対策することを課題とする。
【解決手段】
融点が相対的に低いアルミニウム部材63と融点が相対的に高い鋼部材64とを重ね合せ、アルミニウム部材63の側から回転ツール14を押し込んで該回転ツール14の回転動作及び加圧動作により発生する摩擦熱でアルミニウム部材63を軟化及び塑性流動させて両部材63,64を摩擦点接合する方法において、両部材63,64を所定の接合部Pにおいて重ね合せ方向に所定の間隔Sをあけて重ね合せ、この状態で上記所定の接合部Pにおいて両部材63,64を摩擦点接合する。
(もっと読む)
摩擦接合方法および摩擦接合装置
【課題】 特別な治具を用いることなく、間隙のある複数の被接合材を十分な強度で接合させること。
【解決手段】 非回転状態の回転ツール4によって被接合材W1を押圧し、間隙をつぶす(402)。そして、その後、回転状態の回転ツール4の先端部を被接合材W1に押圧し、回転ツール4の回転による摩擦熱で被接合材W1を軟化し、塑性流動させて重ねられた被接合材W1及び被接合材W2を点接合する(403または405)。
(もっと読む)
ピストンおよびその製造方法
高荷重ディーゼルエンジンの用途のために特に適合されるピストンは、円周上に延在する接合面を有する別個の部分から製作され、接合面は、結合前に、接合面の結合が可能なほど十分な高温に加熱され、その後、接合面が互いに接触して捻じられ、接合面のインターフェイスにおいて恒常的な金属溶接を達成する。  (もっと読む)
(もっと読む)
車体の製作方法
【課題】 2つの部材の突き合わせ部の隙間が大きくても良好な接合ができるようにする。
【解決手段】 2つの部材10、20の突き合わせ部に沿って切削工具60で切削する。切削によって生じた隙間40に補填材30を挿入し、凸部12、22をローラ70で押し、凸部12、22をかしめて補填材30を固定する。次に回転工具80で凸部12、22、補填材30を摩擦攪拌接合する。切削しないで、溶接して補填材を隙間に埋めてもよい。また、切削して、2つの部材を近接させて、摩擦攪拌接合してもよい。
(もっと読む)
摩擦攪拌接合方法
【課題】 2つの部材の突き合わせ部の隙間が大きくても良好な接合ができるようにする。
【解決手段】 2つの部材10、20の突き合わせ部に沿って切削工具60で切削する。切削によって生じた隙間40に補填材30を挿入し、凸部12、22をローラ70で押し、凸部12、22をかしめて補填材30を固定する。次に回転工具80で凸部12、22、補填材30を摩擦攪拌接合する。切削しないで、溶接して補填材を隙間に埋めてもよい。また、切削して、2つの部材を近接させて、摩擦攪拌接合してもよい。
(もっと読む)
1 - 13 / 13
[ Back to top ]