
Fターム[4E067EA06]の内容
Fターム[4E067EA06]に分類される特許
1 - 20 / 40
アルミニウム合金複合材

【課題】 耐食性、耐応力腐食割れに優れ、かつ、疲労強度を含む機械的強度に優れたアルミニウム合金材料を提供する。
【解決手段】 円柱状の第一アルミニウム合金部材11と、該第一アルミニウム合金部材11の周面を囲繞するように拡散接合された第二アルミニウム合金部材12aと、を備え、第一アルミニウム合金部材11は、第二アルミニウム合金部材12aに比べて、疲労強度が高い材料からなり、第二アルミニウム合金部材12aは、第一アルミニウム合金部材11に比べて、耐食性が高い材料からなる。
(もっと読む)
円筒形状物体のろう付けあるいは拡散接合による接合方法

【課題】本発明の課題は、HIP法のような大掛かりな設備を必要としないで同心円状に重なる関係にある金属製の内筒と外筒とを一体化するための新規な加熱接合方法を提示すること、また、剛性の高い素材同士の接合を可能とする手法を提示することにある。
【解決手段】本発明の内筒部材と外筒部材の接合方法は、接合させる内筒部材の外面を設計形状に加工するステップと、内筒部材の外面にろう材を載せるステップと、接合させる外筒部材内に内筒部材を嵌合させるステップと、C/C材からなるホルダーを外筒部材に被せるステップと、入れ子状になった内筒部材と外筒部材とホルダーをろう材の溶融温度以上に加熱し、内筒部材と外筒部材とホルダーの熱膨張率の差に起因する接触圧を印加させるステップと、冷却してホルダーから部材を取り出すステップとからなるものとした。
(もっと読む)
過酷な環境の応用のための傾斜熱膨張係数により接合された複合構造
【課題】異なる熱膨張係数(CTE)を有する部材の一体化構造を提供する。
【解決手段】傾斜された熱膨張係数(CTE)を有する一体化された複合構造は、傾斜されたCTEを有する材料の複数の層を選択し、CTEの傾斜された層化複合物またはニアネットシェイプを生成するために溶接、ろう付け、または固体状態結合のような接合方法を使用することにより形成される。一体化された複合ビレットまたはニアネットシェイプはその後、第1のCTEを有する第1の構造部材の取付けのための第1の表面を生成し、第2のCTEを有する第2の構造部材の取付けのための第2の表面とを生成するように処理される。
(もっと読む)
拡散接合を用いた金属ハニカムの製造方法
【課題】剥離材を薄くすることができ、接合性に優れた拡散接合を用いた金属ハニカムの製造方法を提供する。
【解決手段】平板状の母材11を積層にすると共に、それら母材11,11間に所定間隔でアルミニウム箔3を配置し、窒素ガス雰囲気中で、積層にした母材11,11を加圧状態で加熱することにより、アルミニウム箔3,3間で母材11,11を拡散接合した後、前記積層方向に引張力を加えて展張することにより、母材11をセル壁とし、該セル壁にて区画形成された中空柱状の多数のセル21を有するハニカムコアを形成する。窒素ガス雰囲気中の窒素ガスとアルミニウム箔3中のアルミニウムとにより、母材11の表面にアルミニウム窒化物が形成され、この窒化物は脆いため、アルミニウム箔3を上下に挟んだ位置で母材11と母材11とを分離することができる。
(もっと読む)
部品の接合方法及び翼部品の補修方法
【課題】ディスクから突出した基部の先端に交換ブレードを接合する際の接合不良による欠陥の発生を防ぐ。
【解決手段】ディスク2の外周面から突出した複数のブレード3のうち、損傷したブレード3Aをその基部2Aが残るように除去した後、基部2Aの側面に対応した形状のサポート部材を基部2Aの側面に接触させてディスク2に固定する。このとき、基部2Aとサポート部材との間に生じた隙間を予め埋めておく。これにより、基部2Aの先端に交換ブレードを摩擦圧接により接合したときに、基部2Aと交換ブレードとの接合部分、特にブレード3の前縁又は後縁側の端部において接合不良による欠陥が生じることを防ぐことができる。
(もっと読む)
航空宇宙分野における複合スキンを製造するための方法
航空宇宙産業のための複合スキン1およびこのタイプの複合スキン1を製造するための方法を提供する。この方法は、バットプレート12の一端20にてバットストラップ22を形成するためにバットプレート12から余剰材料33を除去するステップと、次いでバットプレート12の他端19をスキンプレート11に、材料間接着により連結するステップと、次いでさらなるスキンプレート13をバットストラップ22に固定して複合スキン10を形成するステップとを含む。本発明の背景にある構想は、リベット連結を材料間接着に替えることを含む。これが、複合スキン10の重量および複合スキン10の製造コストを低減する利点をもたらす。  (もっと読む)
(もっと読む)
ダブルキンパネルの接合継手及び構造体
【課題】生産性を向上させるダブルスキンパネルの接合継手及構造体を提供することを目的とする。
【解決手段】ダブルスキンパネル11A,11B同士を幅方向に突き合わせ、上面板側又は下面板側の少なくとも一方を固定ピン式の摩擦攪拌接合用工具によって摩擦攪拌接合するための接合継手であって、上面板21および下面板22のそれぞれ延長上に形成された上下の接合部25,26が、第1ダブルスキンパネルでは、面外方向外側を向いて傾斜した傾斜面が形成され、第2ダブルスキンパネルでは、面外方向内側を向いて傾斜した傾斜面が形成され、接合部同士が幅方向に嵌り込むようにしたものであり、その接合部の間に連結されて摩擦攪拌接合用工具1の荷重を支える端部リブ24a,24bが、第1及び第2ダブルスキンパネルの一方又は両方に形成された接合継手。
(もっと読む)
ブリスクの製造方法および方法を実施するための金型
【課題】特に摩擦溶接により、溶接を可能にするブリスクを製造する方法を提案する。
【解決手段】本発明は、一体形ブレード付きディスクの製造、詳細には、ターボ機械ロータの製造に関する。より詳細には、本発明は、摩擦溶接によるこの種のディスクの製造方法に関する。製造方法は、以下の連続ステップを備える。すなわち、回転対称性を有する金型2内にリング形状に複数のブレード1を配置するステップと、金型2内のブレード1のリング上にその融点を超える温度に予熱された分解性材料3を鋳造するステップと、分解性材料3が凝固した後に得られる成形されたリング10を取り出すステップと、ディスク4に成形されたリング10を溶接するステップと、分解性材料3を除去するステップとである。本発明によれば、溶接は摩擦溶接により実行される。
(もっと読む)
摩擦溶接方法
摩擦溶接方法であって、第1溶接面(38)を持つ第1加工物(24)及び第2溶接面(40)を持つ第2加工物(26)を提供する工程を含む。第1加工物(24)は、第1溶接面(38)から遠ざかる方向でテーパーするように構成されている。第1加工物(24)は、第1溶接面(38)から遠ざかる方向で先細になっている。第1及び第2の加工物(24、26)は、第1溶接面(38)が第2溶接面(40)に当接するように構成されている。第1及び第2の加工物(24、26)は、溶接面(38、40)のところで温度が上昇し、溶接界面(42)を形成するように、加工物(24、26)のうちの少なくとも一方の溶接面(38、40)のうちの少なくとも一方が、他方の加工物(26、24)の他方の溶接面(40、38)に対して移動するように、第1及び第2の加工物(24、26)を互いに対して揺動する。揺動を停止し、第1及び第2の溶接面(38、40)を冷却し、第1及び第2の加工物(24、26)を互いに溶接する。第1加工物(24)のテーパーにより、第1及び第2の加工物(24、26)の互いに対する揺動中の溶接フラッシュ材料(44)の流量を減少し、溶接部の縁部でのひずみ誘起による多孔性の形成を減少する。 (もっと読む)
ツーリング装置とともに使用される位置決め装置、ならびに、ワークピースに対する製造動作を実行するためのアセンブリおよび方法
【課題】ツール取付け型構造の位置決め装置および技術を提供する。
【解決手段】位置決め装置は、経路を移動し、要素に対する製造動作を実行するよう構成されたツール装置に当該位置決め装置を直接取付けるための取付具を含む。当該位置決め装置に結合された係合機構は、所定の経路に揃えられており、動作が実行されるとき当該要素が所定の経路に対して一定の関係で位置決め装置によって固定および位置決めされるように当該要素にクランプ力を加えるよう構成される。
(もっと読む)
単結晶合金の溶接法
【課題】
【解決手段】ブレード部材10は、ディスク14の縁部12に対して矢印A−Aの方向に向けて揺動させる。鍛造力は、半径方向に加えられ、線16に沿って溶接部が形成される。ブレード部材10は、キャノン−マスケゴンコーポレーションのCMSX−4のような、面心立方(FCC)ニッケル系単結晶合金にて形成される。単結晶ブレード部材10の向きは、滑り平面111に加わる応力を最大にし得るよう制御される。111滑り平面における応力を最大にすることにより、平面内摩擦力及び鍛造力は最小となる。平面内力を最小にすることは、単結晶ブレード部材10をディスク14の縁部12に成功裏に溶接することを可能にする。 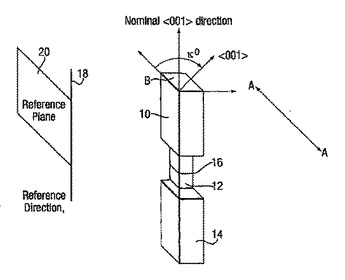 (もっと読む)
(もっと読む)
軌道の終りで引き込み格納自在ピンを格納させる、引き込み格納自在ピンの付いた装置を用いた摩擦攪拌による溶接方法
本発明は、引き込み格納自在ピン(29)を備えた溶接装置(25)を用いた二枚のパネル(20、21)の摩擦攪拌による溶接方法に関するものであり、その方法は、−溶接後に所望の位置関係となる相対的位置で重ね合わせゾーン(24)に沿って接触する二枚のパネル(20、21)を配置し、そして維持する段階と、−溶接接合部の始点で上部パネル(21)と溶接装置(25)を接触させる段階と、−溶接接合部の終端に至るまで溶接装置(25)を移動させることにより二枚のパネル(20、21)を長手方向に溶接する段階と、−溶接接合部の終端を超えて延びる軌道に沿って溶接装置(25)の移動を続行する段階と、−溶接接合部の終端を超えて延びる溶接装置(25)の軌道の一部分で、溶接孔の出現を回避するような形で引き込み格納自在ピン(29)を格納する段階とを含むものである。 (もっと読む)
ダブルスキンパネルの接合方法及び構造体
【課題】ダブルスキンパネルを接合してなる構造体について、接合端部の寸法精度を緩和させて生産コストを下げることが可能な、ダブルスキンパネルの接合方法及び構造体を提供すること。
【解決手段】上面板11と下面板12およびその上面板11と下面板12を連結する複数のリブ13を備えるダブルスキンパネル10A,10B同士を、その上面板11同士と下面板12同士とをそれぞれの端部で接合するものであって、上面板11同士をボビンツール式の摩擦攪拌接合用工具1で摩擦攪拌接合した後、下面板12同士をアーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合するダブルスキンパネルの接合方法。
(もっと読む)
摩擦攪拌接合の仮付け方法及び仮付け装置
【課題】摩擦攪拌接合によってスポット溶接を正確な位置に行うための摩擦攪拌接合の仮付け方法及び仮付け装置を提供すること。
【解決手段】長尺な被接合部材11を突き合わせた接合部に回転する攪拌ピン21を挿入し、その接合部が連続する接合線13に沿って攪拌ピン21を移動させ、摩擦熱によって被接合部材11同士を接合する摩擦攪拌接合工程の前に行う仮付け工程であって、検出手段7によって接合線13を前方で検出し、その検出結果に基づいて攪拌ピン21を位置制御しながら接合線13に沿って移動させ、回転する攪拌ピン21を所定のピッチ間隔で昇降させて接合部をスポット接合15し、接合線13上の複数の箇所に摩擦攪拌接合による仮付けを行う摩擦攪拌接合の仮付け方法。
(もっと読む)
摩擦攪拌溶接されるアセンブリおよび関連される方法
摩擦攪拌溶接されるアセンブリを形成する方法が提供され、またこのような方法にしたがって形成される関連されるコンポーネントアセンブリが提供される。その方法は被覆材料によって1以上の未処理のアーティクルの表面部分を被覆するステップを含んでいる、その後、アーティクルはアセンブリを形成するために摩擦攪拌溶接される。熱処理は例えば同時にアーティクルを熱処理し被覆を硬化するために溶接動作前または後に行われる。 (もっと読む)
構造的要素とその製造方法
本発明は、航空機建設を目指した構造的要素の新しい製造方法に関し、特に、ウェブと、1もしくは互いに隣接する複数のストリンガーとを具えた翼スパーの製造方法に関し、
1)少なくとも、第1の金属ブロックと、弾性限界が第1の金属ブロックよりも低い第2の金属ブロックとを準備する第1工程と、
2)第1のウェブ部分と少なくとも1本のストリンガー要素を有する第1の金属ブロックと、第2のウェブ部分を有する第2の金属ブロックとを、第1のウェブ部分と第2のウェブ部分とがそれらの共通な全長にわたって突き合わせるように配置する工程とを具える。この発明は、いくつかの組立部品よりなり、そのストリンガーが従来の方法より大きな機械的強度を有する、二重機能、多重機能を有する構造的要素の製造方法を可能にする。  (もっと読む)
(もっと読む)
ガスタービンのシュラウドセグメントの補修方法
本発明はガスタービンのシュラウドセグメントの補修方法に関する。本発明に係る補修方法は少なくとも以下のステップを含む。a)補修すべきシュラウドセグメントを用意するステップ。b)前記シュラウドセグメントの損耗部分である内周部分を除去し、その際に、損耗部分を除去した前記シュラウドセグメントが所定の内径寸法を持つようにするステップ。c)前記シュラウドセグメントに適用する交換補充部分を製作し、その際に、その交換補充部分が、前記シュラウドセグメントの前記内径寸法に適合する外径寸法を持つようにするステップ。d)前記交換補充部分と前記シュラウドセグメントとを位置合せするステップ。e)前記交換補充部分を前記シュラウドセグメントに接合し、その際に、先ず、減圧下での気密状態での溶接を行って、前記交換補充部分と前記シュラウドセグメントとをそれらの周縁部において互いに結合し、続いて、熱間静水圧加圧法を用いて、前記交換補充部分と前記シュラウドセグメントとをそれらの当接面どうしで互いに拡散接合するステップ。 (もっと読む)
チタニウム組立品の超塑性成形方法及びそれによって製造された航空機の構造
【課題】 チタニウム組立品の超塑性成形方法及びそれによって製造された航空機の構造を提供することである。
【解決手段】 チタニウムの束の超塑性成形方法及び関連する組立品が提供される。チタニウムの束は異なった粒状構造を有する異なった板(14、16)を含むことができ、それによって、該異なった板(14、16)は異なった温度で超塑性成形されることができる。板(14、16)の1つ又は複数は束のもう1つの板(14、16)の超塑性成形温度より低い温度で成形されることができる。いくつかの場合において、マークオフの発生を減少させる又は排除することができる。この方法によって製造された航空機構造を備える機体もまた、記載されている。
(もっと読む)
合金成形体の改質方法及び合金成形体
【課題】 強度のより高い合金成形体が得られる、合金成形体の改質方法、及び、強度のより高い合金成形体を提供する。
【解決手段】 軸線3のまわりに回転するツール1の先端部分のプローブ2を、合金成形体10の表面部10aに圧入し、回転するツール1との摩擦によって合金を加熱して軟化させ、プローブ2が圧入された状態でツール1を回転させてプローブ2近傍の合金を撹拌しつつ、合金成形体10の表面に平行にツール1を移動させ、合金成形体10の同一部分において少なくとも2度摩擦撹拌する合金成形体10の改質方法であって、先に摩擦撹拌した後、ツール1の回転方向と前記平行移動方向が同じ側(アドバンシングサイド)に対し、ツール1の回転方向と前記平行移動方向が逆の側(リトリーティングサイド)で再度摩擦撹拌することを特徴とする。
(もっと読む)
摩擦圧接方法
【課題】材料強度がばらついた場合でも寄り代のばらつきが少なくなる摩擦圧接法を提供することによる。
【解決手段】(1)概鋳物と概鍛造材を同一の軸心で固定し、(2)両者を接合部外径の相対周速400〜3500mm/sec で回転させ、(3)次いで一次圧力(P1)50〜250MPa で所定の軟化層量が得られるまで加圧し、(4)さらに一次圧力より高い二次圧力(P2)250〜800MPaまで昇圧、(5)昇圧の指示後0〜1.0s以内に前記回転を停止する動作を始め、(6)前記昇圧の指示後5.0s 以上最大圧力に保つことを基本工程とする摩擦圧接方法であって、前記(1)と(2)の間に、(1′)回転停止の状態で概鋳物と概鍛造材を圧力(P0)300〜1200MPa の範囲で加圧し一旦除荷する工程を含むことを特徴とする析出強化型合金からなる鋳物と析出強化型合金からなることを特徴とする。
(もっと読む)
1 - 20 / 40
[ Back to top ]