
Fターム[4E070CA03]の内容
Fターム[4E070CA03]に分類される特許
1 - 15 / 15
フォーマーにおける線材端末処理装置
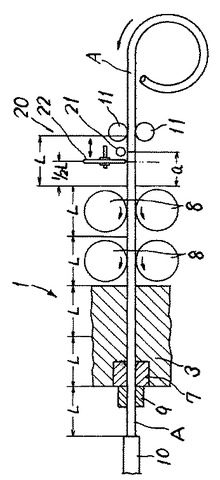
【課題】線材の端末の切断時、カッターとクイルの間に噛み込みが発生するのを防止する線材端末処理装置の提供。
【解決手段】フォーマーの線材端末処理装置であって、素材供給機構8の線材供給方向後方側に、供給される線材Aの端末を検出する端末探知センサー21と、線材供給方向に移動可能で任意の位置にて線材端末を切断排除するノコ切断機22を設けると共に、端末探知センサー21からの端末検出信号に基づいて残余の線材長さXを検知すると同時にこの線材長さXを切断する長さLにて割り、割った残りの数値aが線径Dの二分の一以下の場合は、フォーマー1と素材供給機構8を停止させると共に、ノコ切断機22を割り切れた最終の端末部分から切断する長さLの約二分の一の位置まで移動させて余った端末を切断排除するように制御するコンピューター23を設けた。
(もっと読む)
線材切断装置

【課題】線材の移送長を高精度に測定して確実にワークの良否を判定でき、高速動作にも十分に追従し、耐油性能及び耐振性性能などの信頼面や価格面で従来よりも優れた線材切断装置を提供する。
【解決手段】線材Mを移送する移送手段2と、線材を切断してワークを製作する切断手段3と、線材の移送長を測定する測長手段4と、測長手段4からの検出信号Sに基づいてワークの良否を判定する判定手段5とを備え、測長手段4は、線材に押圧されて移送方向に移動可能であるとともに付勢部材44により移送方向と逆方向に付勢される金属製のセンサピン43と、センサピン43の位置を示す検出信号を送出する渦電流損式センサ45とを有し、判定手段5は、線材がセンサピンを押圧しつつ静止している時間帯に渦電流損式センサ45から複数個の検出信号を受け取り平均処理して線材の移送長を求め、求めた移送長を予め設定した許容範囲と比較してワークの良否を判定する。
(もっと読む)
線材切断装置
【課題】駆動部の所要駆動力を低減し、装置のコンパクト化を実現した線材切断装置を提供する。
【解決手段】線材Mを所定長ずつ間欠に移送する移送部と、固定刃21及び可動刃22を有して移送された線材Mを切断するカッター部2と、カッター部2の可動刃22を駆動する駆動部3と、を備える線材切断装置1であって、カッター部2の可動刃22と駆動部3との間に、複数組のカム及びカムフォロアからなり駆動部3の駆動力により前記可動刃22を往復駆動する確動カム機構4を備えた。さらに、確動カム機構4は、駆動部3により往復駆動される主スライドカム5及び従スライドカム6と、主スライドカム5に摺接する主カムフォロア73及び従スライドカム6に摺接する従カムフォロア76を有して揺動するカムレバー7と、カムレバー7と可動刃22とを連結する連結レバー8と、を有することが好ましい。
(もっと読む)
線材の模様付け加工方法および装置
【課題】眼鏡枠用の線材などの長尺の線材に対してレーザ光によって連続的に自動運転で高精度の模様付け加工を行うための方法および装置を提供する。
【解決手段】長尺の線材3の曲がりを直線矯正部11により直線状に矯正する手順と、前記線材を線材移動部14により保持してその軸線方向に所定量だけ移動させる手順と、前記線材を前記線材移動部による保持位置よりも後方の位置で線材固定部13により保持して固定する手順と、前記線材固定部および前記線材移動部によって保持された両保持位置の中間部分の前記線材の表面に対して、レーザ加工部15によりレーザ光を照射して模様付け加工を行う手順と、前記線材固定部による前記線材の保持を解放する手順とを順次繰り返すことにより、前記線材に周期的な模様を形成するものである。
(もっと読む)
直線切断機
【課題】タイムラグが生じず、単位時間あたりの切断可能回数を増加させることができ、線材の切断面が綺麗であり、端面の変形が少なく、真円を維持できる直線切断機を提供する。
【解決手段】コイルスタンド1から繰り出された線材Wを一対のローラで挟定し、線材を長手方向に走行させる入口ピンチロール2及び出口ピンチロール3と、両ピンチロールの間に設置し、複数の矯正駒間を通過する間に線材を矯正して直線状とする矯正装置4と、線材の走行方向に摺動可能で、サーボモータ13で切断カム12を駆動し、切断カムを介してハンマー14で切断刃18を垂下させて線材Wを所定長さに切断する切断装置5と、切断装置5と竿ロッド22を介して連動し、走行する線材Wをストッパ23に当接させて線材Wの走行と同時に切断装置5を摺動させ、所望の切断長さになったことを検知して切断装置を作動させるようにした切断長さ設定装置6とを備える。
(もっと読む)
鉄筋加工装置
【課題】鉄筋の切り分け加工後に出る残材の利用価値を、高め易くする。
【解決手段】後端検出機構による鉄筋後端の通過検出に基き、第2鉄筋送込み装置27と鉄筋移動量計測機構とによって第1鉄筋送込み装置26からの鉄筋後端の定量送り出し移動を行う第1ステップ操作指令、鉄筋後端をストッパーに突き当てる第2ステップ操作指令、ストッパーを非作用状態にして鉄筋移動量計測機構による鉄筋移動量を計測しながら引き戻し操作をして、鉄筋後端から鉄筋先端側に鉄筋残材長さ設定手段により設定された長さ分寄った位置が鉄筋切断装置28に来た時に引き戻し操作を一旦停止する第3ステップ操作指令、鉄筋切断装置28の作動により鉄筋をその残材用設定長さに切断する第4ステップ操作指令、引き続き第2駆動状態を継続して残材用設定長さに切断した鉄筋を鉄筋残材放出部29に供給する第5ステップ操作指令を発令する制御装置を設ける。
(もっと読む)
線材搬送装置
【課題】高価なラチェット装置によらずに廉価な機構で行う線材搬送装置を提供する上、パーツの入れ替えを全然必要とせずに線材の搬送ピッチを調整することができる線材搬送装置を提供する。
【解決手段】固定クランプと該固定クランプに対し前後に往復動する往復動クランプとが前後一列に並んでおり、且つ、前記往復動クランプが線材を挟持して前へ往動する時、前記固定クランプが線材への挟持をリリースし、前記往復動クランプが線材への挟持をリリースしてから後ろへ復動する時、固定クランプが線材を挟持する上、前記往復動クランプの前後往復行程が調整できるように配置構成されていることを特徴とする線材搬送装置。
(もっと読む)
細線供給装置
【課題】 細線に真直性を与え、細線の安定供給を可能とする細線供給装置を提供すること。
【解決手段】 マグネットワイヤーの細線1bを所定の位置に送り出す細線供給装置において、一つは、細線を把持する第一チャック2bと第二のチャック2eを配置し、両チャックで細線を把持した状態でチャック間の距離が広がるようチャックを移動させ、細線を塑性域まで延伸する細線供給装置である。二つ目は、第一の送り出しローラー3cとその前方に配置した第二の送り出しローラー3dに周速差をつけることで、細線を連続的に塑性域まで延伸しながら送り出す細線供給装置である。
(もっと読む)
平角線折り曲げ装置
【課題】送り出し作業と折り曲げ作業とを繰り返すことにより形成される平角線の成形コイル全体を有効に支持すると共に、成形コイルの自重による垂れ下がりを防止し、これによって、成形後のコイルの寸法のばらつきを少なくすることができる平角線折り曲げ装置を提供する。
【解決手段】折り曲げ装置10を、平角線Wの折り曲げのガイドとなる巻治具11、平角線Wを巻治具11側に押圧して折り曲げ成形する成形治具20、成形治具20を支持し巻治具11の周囲を回動する成形治具用回動手段30を備えて構成する。又、巻治具11を構成する異形フランジ13を、平角線の幅方向一方側の幅の略半分弱を押え平角線Wを折り曲げるとき平角線Wが略水平となるように押圧する平角線押圧部13Aと、平角線押圧部13Aの上面に一体成形され、順次折り曲げられ矩形形状のコイル状となる平角線Wのコイルの底部を支持する成形コイル支持部13Bとで構成した。
(もっと読む)
線条材曲げ加工機
【課題】線条材の曲げ加工を効率よく、かつ適正な形状を保持して曲げ加工を行えるようにした線条材曲げ加工機を提供する。
【解決手段】線条材曲げ加工機Aは、線条材曲げ加工部1と、矯正・送り部2とを備え、線条材曲げ加工部1は片持ち状に突出し、かつ回転自在に設けられた突出アームの先端に線条材Wを加工する芯がね4a、及びアーム基部に切断部4bを有する線条材加工手段4を加工機本体の一側に有し、矯正・送り部2は他側に線条材の曲げ癖を矯正する矯正部6と線条材を送る送り部5とを移動基盤8上に有する。移動基盤8は基台10上で往復動自在に設けられている。このため、上記加工機Aでは、加工機Aの前方に設置された前加工機Pで前加工するために所定長さ分線条材Wを前進後退させても矯正部6と送り部5とが移動基盤8と共に移動するため、矯正部6による無用な変形が加えられることを防止している。
(もっと読む)
フープ材供給装置
【課題】フープ材の引き出し/送り戻しの量や速さが大きくとも、フープ材の張力を好適に保持することのできるフープ材供給装置を提供すること。
【解決手段】フープ材供給装置10は、アンコイラ11から巻き出された銅線Lをチャックするチャック部42を銅線Lの引き出し方向に前進させ、同銅線Lの送り戻し方向に後退させる前進後退機構40を備える。このフープ材供給装置10はまた、アンコイラ11からチャック部42の最後退位置Aまでの区間に張り渡された銅線Lが巻き掛けられるとともに、同区間における銅線Lの掛け渡し長を伸長させる側及び短縮させる側に往復動可能に配設された可動プーリ31を備える。そして、こうしたフープ材供給装置10において、銅線Lと別部材のワイヤWRをさらに備え、このワイヤWRにより、可動プーリ31と、上記前進後退機構40の前進、後退に伴いチャック部42と一体に移動する支持柱46とを連結した。
(もっと読む)
線材加工機における線材送り方法および装置
【課題】 線材の加工において、線材の前進時,後退時に線材のねじり現象の影響を受けないこと。
【解決手段】 線材コイル・スタンドにコイル状に溜められた線材が、繰り出しガイドを介して、矯正装置に通され、線材送りローラーを経て、線材加工部へ送り込まれるものにおいて、線材を線材矯正部に通した状態で、線材送りローラーを回転駆動させて、線材を加工製品に必要な長さだけ線材加工部に送り込むステップと、該ステップの後に、前記送りローラーの回転を停止させて線材を挟持した状態で、前記送りローラーと前記線材矯正部とを同時に前進または後退させて、前記線材に加工を施すステップを含む。または、
前記送りローラーの回転を停止させて線材を挟持した状態で、前記線材加工部を前進または後退させて、前記線材に加工を施す。前記ステップを行う装置。
(もっと読む)
線材移送切断機
【課題】線材を切断する際、端面に擦り傷を生じることがなく、高い寸法精度で短寸材及び長寸材の双方を検出することのできる線材移送切断機を提供する。
【解決手段】本発明の線材移送切断機1は、基部に配設され線材を一定長ずつ移送する移送手段と、該線材の移送長を測定する測長手段と、移送された該線材を切断するカッターと、該移送手段及び該測長手段及び該カッターの動作を制御する制御手段と、を備える線材移送切断機であって、移送される該線材に押圧されることにより該基部9に対して変位するストッパ部材4を備え、該測長手段(リニアエンコーダ5)は該ストッパ部材4の変位量を測定することを特徴とする。また、前記ストッパ部材4を前記線材の移送方向と反対向きに付勢する付勢手段(コイルばね7)を備えることが好ましい。前記ストッパ部材4は複数あって前記線材に押圧される被押圧面43の形状が異なり、かつ取り替え可能であってもよい。
(もっと読む)
線材移送装置
【課題】 廃棄する線材を短くして歩留まりを向上した線材移送装置を提供する。
【解決手段】 線材を把持する主移送把持部と、該主移送把持部に近接して配設され、該主移送把持部で移送できない短くなった該線材を移送及び把持する副移送把持部と、該主移送把持部及び該副移送把持部における該線材の把持及び解放を駆動制御する把持制御部と、該主移送把持部及び該副移送把持部の直線往復運動を駆動制御する往復動制御部と、を備えることを特徴とする線材移送装置。
(もっと読む)
線材の加工装置
【課題】 医療用の細い線材を真っ直ぐに矯正して一定の長さで切断すると同時に、他のプレス加工も行うことができる線材の加工装置と、加工方法とを提供する。
【解決手段】 素材としての線材10を直線矯正部110に送りながら曲がりを矯正する。曲がりが矯正された線材10を弛みスペース140で弛ませながら搬送部120で一定の長さずつ間欠的に搬送する。搬送部から送り込まれた線材に加工をする。このとき、弛みスペース140における弛み量をセンサ150で検知し、弛み量が所定量以上の場合、前記直線矯正部110の送り出し速度が前記搬送部120の平均搬送速度より小さくなるように制御する。このとき、直線矯正部110の送り速度を一定に保つことが望ましい。
(もっと読む)
1 - 15 / 15
[ Back to top ]