
Fターム[4E081YB01]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 建設、建築関係(特定物品の溶接) (116) | 板、パネル、セグメント、枠、メタルフォーム (10)
Fターム[4E081YB01]に分類される特許
1 - 10 / 10
溶接方法、溶接装置及び鋼床版
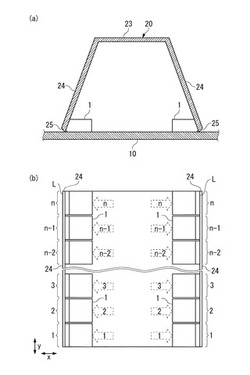
【課題】応力集中を回避する裏波ビードを形成することのできる溶接方法を提供することを目的とする。
【解決手段】当て金1をU字状リブ20の長手方向yの全長をn等分した長さにし、U字状リブ20の長手方向yにn個の当て金1を配置する。そして、領域1を溶接する場合には、この領域1に対応して配置される当て金1をU字状リブ20に向けて、白抜き矢印1で示すように押し付ける。領域1の溶接が終了すると、次に領域2の溶接が行なわれる。そうすると、領域2に対応して配置される当て金1をU字状リブ20に向けて、白抜き矢印2で示すように押し付ける。領域1から領域2に溶接が移行すると、領域1における当て金1の押し付けは解除される。以上の手順が領域nの溶接が終了するまで繰り返されることで、U字状リブ20のデッキプレート10への溶接を完了する。
(もっと読む)
溶接方法及び溶接装置

【課題】U字状リブの外側の片面からすみ肉溶接を行った場合でも、U字状リブの内側に形成される裏波ビードが応力集中を回避する形状とする。
【解決手段】デッキプレート10と縦板を構成するU字状リブのフランジ24の突合せ部を溶接する方法に関する。フランジ24のデッキプレート10に当接する縁部をフランジ24の一方の側(外側)から溶接することで、縁部を貫通してフランジ24の他方の側(内側)に裏波ビードを形成する。その際に、フランジ24の内側であって、フランジ24の外側から溶接している領域に対応する領域に、当て金1をデッキプレート10とフランジ24に当接するように配置する。当て金1は、裏波ビードに対応する領域に面取りCが施されている。
(もっと読む)
鋼床版の溶接装置
【課題】鋼床版のデッキプレートと閉断面リブの当接箇所を閉空間の内側から溶接可能な溶接装置を提供する。
【解決手段】溶接装置1は、全体が閉空間sを長手方向に通り抜け可能な寸法を有する。
溶接装置は、台車10、20と、デッキプレートと閉断面リブとの当接箇所に対向可能な溶接トーチ30と、溶接トーチ30に溶接ワイヤwを供給可能なワイヤ送給機40と、溶接トーチ30にガスおよび電力を供給可能なケーブル50と、を備える。台車10、20を走行させながら溶接トーチ30により閉空間sの内側から溶接作業をおこなう。
(もっと読む)
片側水平すみ肉ガスシールドアーク溶接方法
【課題】下板および立板からなる水平すみ肉溶接用部材の該立板が傾斜した、すみ肉角度が90°超の水平すみ肉部の溶接を行う片側水平すみ肉ガスシールドアーク溶接方法において、仮付け溶接ビードが有る箇所においても深い溶け込みが得られ、スパッタ発生量の少ない方法を提供する。
【解決手段】ソリッドワイヤを用いて、ワイヤ送給速度:15〜17m/min、パルスピーク電流(Ip):480〜600A、パルスベース電流(Ib):30〜80A、パルス周波数:200〜300Hzで、かつパルスピーク電流(Ip)とパルスピーク時間(Tp)が下記(1)式を満足するパルスを付加して溶接を行う。480≦Ip[A]×Tp[msec]≦900・・・・(1)
(もっと読む)
溶接継手構造、この溶接継手構造を備えた構造物及び鋼床版
【課題】繰り返し荷重に対して高い耐久性を有する溶接継手構造、構造物、及び鋼床版を提供することを目的とすること。
【解決手段】鋼材10と、一方側の面に開先部22が形成され前記鋼材10の加工面11に前記開先部22を含む端部23を接して配置される補鋼材21とを備え、前記鋼材10と前記補鋼材21とが前記開先部22に溶接金属Mを充填した接続部により接続した溶接継手構造Wであって、前記溶接金属Mによる脆化部は、前記接続部の亀裂進展部位Fの領域外に形成されることを特徴とする。
(もっと読む)
溶接継手及び鋼床版並びに鋼床版の製造方法
【課題】疲労強度の向上を実現する溶接継手及び鋼床版並びに鋼床版の製造方法を提供する。
【解決手段】鋼板10の舗装部分載置面11とは反対側の下向き面12に補剛材20を複数溶接してなる鋼床版3において、鋼板10と当接する補剛材20の縁部21にレ型開先22を形成し、このレ型開先22に所定の低温域でマルテンサイト変態を生起する低変態温度溶接材料からなる溶接金属30を装填し、この溶接金属30の希釈率を一定にするべく溶け込み率を管理して得たデータに基づいて、補剛材20におけるレ型開先22の拡開角度θを45度に設定した。
(もっと読む)
溶接用金属板及び溶接用金属板の溶接方法
【課題】 溶接時に通水冷却をすることなく冷却できて熱変形抑制効果を有し、良好に溶接できる溶接適正に優れた溶接用金属板、及びその溶接方法を提供する。
【解決手段】 被溶接板である一対のステンレス鋼板1からなる溶接用金属板の裏面に短繊維を植毛し、端部に互いにフランジ3を形成して植毛部面を対向させ、植毛部2に冷却水を含水させて当接させた状態で溶接する。
(もっと読む)
ライニング構造
【課題】 ライニング板に接合用の受け片を設け、該受け片をライニング板の突き合わせ部分の当板(裏板)として利用することによって、金属製ライニング板を使用する際には、溶接による良好な接合が可能になると共に、ライニング施工の能率を向上させることができるライニング構造を提供する。
【解決手段】 ライニング板は、方形のライニング板本体の両側辺部に折り曲げ段部を介して形成される受け片と、前記ライニング板本体の残りの側辺部に形成される覆い片とを備え、前記ライニング板を被ライニング面上に縦方向及び横方向に配設し、縦横の方向で隣接する前記ライニング板のうち、一方の前記ライニング板の受け片上に他方の前記ライニング板の覆い片を重ねると共に、一方の前記ライニング板のライニング板本体と他方の前記ライニング板の覆い片とを突き合わせ、当該突き合わせ部分を溶接又は接着剤又はそれらの併用によって接合したことを特徴とする。
(もっと読む)
鋼製セグメントの製造方法
【課題】縦梁を設置するための欠損部を具備する鋼製セグメントでありながら、変形を最少に抑えることができる鋼製セグメントの製造方法を提供することを目的とする。
【解決手段】一対の板材からなる主桁1のそれぞれに、略長手方向に沿って所定の長さの長手方向切り込み部62と一方の端部に向かって所定の幅の幅方向切り込み部61、63とからなるコ字状切り込み6を加工する工程と、コ字状切り込み6が加工された主桁1と、板材からなる一対の継手板3とを相互に溶接接合して枠体を形成する工程と、該枠体に板材からなるスキンプレート4を溶接接合して一方側に開口部を具備する筐体を形成する工程と、該筐体が形成された後、幅方向切り込み部61、62と端部とを連結する一対の切断用切り込み71、72を加工する工程とを有し、溶接接合の後に切断用切り込みを加工することによって欠損部7を形成する。
(もっと読む)
鋼製セグメントの製造方法
【課題】刃口を具備する鋼製セグメントの製造でありながら、偏った溶接入熱による変形を最少に抑えることができる鋼製セグメントの製造方法を提供することを目的とする。
【解決手段】鉛直面拘束部材50を継手板12a、12bの外側面に仮り溶接し、刃口脇プレート22a、22bを鉛直面拘束部材50に仮り溶接した後、地中側主桁15に本溶接する。また、継手板12a、12bを連結する水平方向拘束部材40をこれらに仮り溶接した後、刃口外周プレート21をスキンプレート11と地中側主桁15とに本溶接する。さらに、前記拘束部材40、50を仮り溶接した状態で、刃口外周プレート21を刃口脇プレート22に本溶接してから、刃口脇プレート22を地中側主桁15に本溶接する。あるいは、刃口脇プレート22を継手板12a、12bに本溶接してから、刃口外周プレート21を刃口脇プレート22に本溶接する。
(もっと読む)
1 - 10 / 10
[ Back to top ]