
Fターム[4E084AA03]の内容
溶接用非金属材料(フラックス) (4,852) | フラックス成分系 (1,623) | 酸化物 (1,018) | SiO系 (174)
Fターム[4E084AA03]に分類される特許
61 - 80 / 174
低水素系被覆アーク溶接棒
【課題】低温におけるCTOD値が高く、590MPa級の高張力鋼用を直流電源により溶接するのに好適な低水素系被覆アーク溶接棒を提供する。
【解決手段】鋼心線は、Cを0.05%超0.10%以下含有すると共に、Pを0.010%以下、Sを0.010%以下、Nを0.005%以下に規制し、被覆剤は、金属炭酸塩をCO2換算で15〜28%、金属弗化物をF換算で4〜9%、SiO2を4.0〜9.0%、TiO2を0.5〜5.0%、金属単体又は合金としてMgをMg換算で0.5〜3.0%、Siを1.0〜7.0%、Mnを0.5〜5.0%、Niを2.0〜10.0%、Tiを0.3〜3.0%、Bを0.05〜0.20%、Feを5.0〜20.0%含有すると共に、Al2O3を2.0%以下、Moを0.1%以下、Crを0.1%以下に規制し、前記被覆剤の被覆率は、25〜45%である。
(もっと読む)
溶接まま及び応力除去焼鈍後の強度、靭性に優れた溶接金属並びにその溶接金属によって接合された溶接構造物
【課題】溶接まま、あるいは応力除去焼鈍後においても優れた強度、靭性を発現する溶接金属及びそのような溶接金属により接合された溶接構造物を提供する
【解決手段】本発明の溶接金属は、質量%で、C:0.04〜0.15%、Si:0.50%以下、Mn:1.0〜1.9%、Ni:1.0〜4.0%、Cr:0.10〜1.0%、Mo:0.20〜1.2%、Ti:0.010〜0.060%、Al:0.030%以下、O:0.015〜0.060%、N:0.010%以下を含有し、残部がFeおよび不可避不純物からなる。また化合物として含まれるTi量(%)とSi量(%)の比、[化合物型Ti]/[化合物型Si]が1.5超とされ、さらに下記式によって算出されるA値が0.50以上とされたものである。
A=[Ti]/([O]−1.1×[Al]+0.05×[Si])
(もっと読む)
非低水素系被覆アーク溶接棒
【課題】溶接棒製造時の被覆剤の塗装性が良好で製品歩留率が高く、かつ溶接時に被覆アーク溶接棒を曲げて使用する場合においても被覆欠けが生じず可撓性が良好な非低水素系被覆アーク溶接棒を提供する。
【解決手段】軟鋼心線に被覆剤を塗装した非低水素系被覆アーク溶接棒において、前記被覆剤は、被覆剤中に質量%で、アルギン酸ソーダを0.1〜1.0%、ヘクトライトを0.1〜1.0%、セルロースを0.5〜2.0%含有し、好ましくはセルロースの平均粒径が10〜50μmであることを特徴とする。
(もっと読む)
サブマージアーク溶接方法
【課題】サブマージアーク溶接の溶接速度を増速するためには細径の溶接用ワイヤを使用せざるを得ず、入熱が集中してHAZの靭性が劣化するという問題があった。これに対して通常の太さの溶接用ワイヤを用いてアークを安定させ、増速を可能にする技術を提供する。
【解決手段】単一の、あるいは2本以上の電極で溶接を行なうサブマージアーク溶接方法の第1電極に、REMを0.01〜1質量%含有する溶接用ワイヤを用い、極性を直流正極性または交流とする。
(もっと読む)
溶接装置と溶接方法
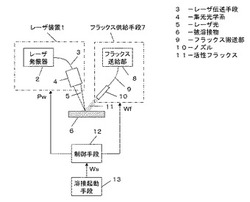
【課題】活性フラックスを使用することによって深い溶込みを得る溶接装置または溶接方法において、被溶接物の溶融池に活性フラックスをフラックス供給手段より供給しながら溶接を行う溶接装置と溶接方法に関する。
【解決手段】活性フラックス11と、前記活性フラックス11を供給するフラックス供給手段7と、レーザ光5を発生し、被溶接物6の溶接位置に照射するレーザ装置1と、前記フラックス供給手段7と前記レーザ装置1とを制御する制御手段12とを備え、前記フラックス供給手段7は、前記活性フラックス11を前記被溶接物6の溶融池に供給しながら溶接を行う溶接装置。
(もっと読む)
ガスシールドアーク溶接用フラックス入りワイヤ
【課題】 アーク状態が良好でスパッタ発生量が少なく、さらにスラグの被包むらおよびスラグの焼付きがなく良好なスラグ剥離性およびビード外観が得られガスシールドアーク溶接用フラックス入りワイヤを提供する。
【解決手段】 ワイヤ全質量%で、鋼製外皮とフラックスの一方または両方の合計で、C:0.03〜0.12%、Si:0.5〜1.5%、Mn:1.5〜4.0%を含有し、フラックスに、Ti酸化物のTiO2換算値:1.0〜2.5%、Si酸化物のSiO2換算値:0.2〜2.0%、Zr酸化物のZrO2換算値:0.05〜0.70%、酸素量が0.25%以下である鉄粉:2〜15%、弗素化合物のF換算値:0.1%以下、Mg:0.2%以下、弗素化合物を含むスラグ形成剤の合計が1.5〜4.5%を含有し、残部は主に鋼製外皮のFe分、鉄合金粉のFe分および不可避不純物からなることを特徴とする。
(もっと読む)
2電極水平すみ肉ガスシールドアーク溶接用フラックス入りワイヤ

【課題】 2電極水平すみ肉ガスシールドアーク溶接方法に使用して、溶接速度1.5〜2.0m/min(脚長5〜6mm)で良好な溶接作業性、ビード形状および耐気孔性が得られる2電極水平すみ肉ガスシールドアーク溶接用フラックス入りワイヤを提供する。
【解決手段】 鋼製外皮内にフラックスを充填してなるフラックス入りワイヤにおいて、ワイヤ全質量に対する質量%で、Ti酸化物のTiO2換算値:2.5〜4.0%、Fe酸化物のFeO換算値:1.5〜3.5%、但し、TiO2換算値/FeO換算値:1.0〜2.5、Si酸化物のSiO2換算値:0.7〜1.2%、Zr酸化物のZrO2換算値:0.4〜1.0%、Al:0.1〜0.7%、Mg:0.1〜0.7%、弗素化合物のF換算値:0.06〜0.20%、アルカリ金属化合物のNa2O換算値およびK2O換算値の1種以上の合計:0.06〜0.30%を含有することを特徴とする。
(もっと読む)
二相ステンレス鋼溶接用フラックス入りワイヤ
【課題】二相ステンレス鋼の溶接に使用され、母材と同程度の高強度な溶着金属性能が得られ、靭性および耐食性が良好で、ブローホール等の耐欠陥性に優れ、かつ溶接作業性が良好な二相ステンレス鋼溶接用フラックス入りワイヤを提供する。
【解決手段】ステンレス鋼外皮の内部にフラックスが充填された二相ステンレス鋼溶接用フラックス入りワイヤにおいて、ワイヤ全質量に対して質量%で、ステンレス鋼外皮とフラックスの合計で、C:0.06%以下、Si:0.1〜1.0%、Mn:0.5〜3.0%、Ni:7〜11%、Cr:21〜25%、Mo:0.01〜1%、N:0.08〜0.3%を含有し、その他は、ステンレス鋼外皮のFe分、鉄合金からのFe分、金属酸化物、金属弗化物および不可避不純物であることを特徴とする。
(もっと読む)
CrMoV鋼のサブマージアーク溶接用のフラックスおよびワイヤ
本発明は凝集溶接フラックスであって、フラックスの重量%で表された0.1〜0.6%の炭素(C)、0.3〜3%のマンガン(Mn)、0.006%未満の硫黄(S)、0.015%未満の鉛(Pb)、0.025%未満のリン(P)、0.1〜0.8%のチタン(Ti)および0.02%未満のアンチモン(Sb)を(%S)+(%Sb)+(%P)+(%Pb)<0.040%で有し、ここで(%S)、(%Sb)、(%P)および(%Pb)は前記フラックス中の元素S、Sb、PおよびPdのそれぞれの重量の量(フラックスの重量%で表される)であるフラックスに関する。本発明はこのフラックスと共に使用できる溶接ワイヤと、このフラックスおよびワイヤを使用するCrMoV鋼のサブマージアーク溶接方法であって溶接後応力除去処理中の再加熱におけるこれにより得られる溶接部の割れのリスクを減らすまたは最小にするための方法とにも関する。 (もっと読む)
I型継手の溶接方法及びそのI型溶接継手並びにそれを用いた溶接構造物
【課題】
溶接欠陥のない品質良好な深い溶け込み形状の溶接金属部を備えたI型溶接継手、及びその溶接方法を提供する。
【解決手段】
ステンレス鋼又は低炭素鋼からなり、同じ板厚同士の部材の側面を突合せたI型継手部を、不活性ガスのシールドガスを噴出させるシールドガス供給手段を用いながら、非消耗電極方式の第1のアーク溶接により、フラックス剤が充填されているフラックス入りワイヤをアーク溶接部分に送給し、表裏両側から溶接する溶接方法において、溶接継手部の表側もしくは外側より、板厚Tの裏面まで溶かすことなく、板厚Tの1/2以上4/5以下の深さまで溶融させた溶け込み形状の第1の溶接金属部を形成し、その後にI型継手部の裏側又は内側から板厚Tの1/2以上4/5以下の深さまで溶融させる第2のアーク溶接を遂行し、第1の溶接金属部の先端部と融合し合った溶け込み形状の第2の溶接金属部を形成することを特徴とする。
(もっと読む)
下向きすみ肉サブマージアーク溶接用ボンドフラックス
【課題】 大入熱のサブマージアーク溶接においても良好な溶接作業性および溶接金属の機械的性能を得ることができる下向きすみ肉サブマージアーク溶接用ボンドフラックスを提供する。
【解決手段】 質量%で、SiO2:12〜30%、MgO:10〜25%、Al2O3:8〜21%、CaF2:1〜7%、CaO:2〜13%、TiO2:10〜30%、B2O3:0.1〜1%、FeO:1〜8%、Na2O:1〜5%、Li2O:0.1〜1%、金属炭酸塩のCO2分:2〜8、Mn:0.1〜1%、Si:0.1〜5%を含有し、その他は不可避不純物であることを特徴とする下向きすみ肉サブマージアーク溶接用ボンドフラックス。
(もっと読む)
低温用鋼のサブマージアーク溶接用フラックス入りワイヤおよび溶接方法。
【課題】 高速度の溶接条件においても溶接作業性が良好で、優れた機械性能の溶接金属が得られる低温用鋼のサブマージアーク溶接用フラックス入りワイヤおよび溶接方法を提供する。
【解決手段】 フラックス入りワイヤのワイヤ全質量%で、鋼製外皮と充填フラックスの一方または両方の合計で、C:0.02〜0.30%、Si:0.08〜0.6%、Mn:1.2〜3.4%、Ni:0.5〜3.5%、Mo:0.03〜0.8%を含有し、かつ、充填フラックスに、C:0.01〜0.27%、CaF2:2〜15%、金属炭酸塩のCO2分:0.05〜0.7%を含有し、残部は鋼製外皮のFe、合金粉中のFe、鉄粉および不可避的不純物からなり、ワイヤの全水素量が50ppm以下で、前記成分中の充填フラックスのフラックス充填率が10〜30%からなる鋼製外皮に継ぎ目が無いことを特徴とする低温用鋼のサブマージアーク溶接用フラックス入りワイヤ。
(もっと読む)
薄鋼板の隅肉アーク溶接方法
【課題】 溶接速度80cm/min超150cm/min以下でも、溶接止端部形状が良好で、溶接継手の疲労特性を向上させることのできる、薄鋼板の隅肉アーク溶接方法を提供する。
【解決手段】 本発明は、1.6〜6mm厚の鋼板の隅肉アーク溶接を、フラックス入りワイヤを用いた溶接速度80cm/min超150cm/min以下のガスシールドアーク溶接で行う際、前記鋼板とアーク溶接用フラックス入りワイヤとを、{Si(鋼板)+0.1×Si(ワイヤ)}≧0.32になるように組み合わせることを特徴とする。
(もっと読む)
低温靭性に優れた高強度溶接金属
【課題】フラックス入りワイヤを用いてガスシールドアーク溶接によって形成される溶接金属の強度を700MPa以上とすると共に、−60℃レベルの低温域での靭性にも優れた溶接金属を提供する。
【解決手段】フラックス入りワイヤを用い、ガスシールドアーク溶接によって形成された溶接金属であって、質量%で、 C:0.02〜0.12%、 Si:0.1〜1.0%、 Mn:0.5〜3.0%、 Al:0.002〜0.03%、 Ni:0.5〜3.5%、 Ti:0.005〜0.20%、 O:0.03〜0.08%を夫々含むと共に、 N:0.01%以下に制限し、且つ
前記溶接金属断面を電子顕微鏡で観察したときに、最大径が0.1μm以上、1μm未満の酸化物が観察視野1mm2換算で10×103〜500×103個存在し、
且つ、前記最大径が0.1μm以上、1μm未満の酸化物の内、個数割合で80%以上の酸化物が、Tiを含有する結晶質の酸化物および/またはSiを含有する非晶質の酸化物を内包するものであり、
更に最大径が1μm以上の酸化物が観察視野1mm2換算で150個以下に抑えられたものであって、
前記溶接金属断面の組織において、観察されるベイナイト組織サイズが平均で2.0μm以下である
ことを特徴とする低温靭性に優れた高強度溶接金属である。
(もっと読む)
低水素系被覆アーク溶接棒
【課題】耐力が690MPa級以上の高張力鋼の溶接において、耐割れ性及び低温靭性が優れた溶接金属を得ることができ、全姿勢溶接において良好な溶接作業性を確保する低水素系被覆アーク溶接棒を提供する。
【解決手段】低水素系被覆アーク溶接棒は、被覆率が25〜45%、心線全質量あたりCを0.06%以下含有し、被覆剤全質量あたり、金属炭酸塩(CO2換算):14.7〜22.4%、CaF2:13.1〜24.8%、TiO2:0〜8%、ZrO2:0〜8%、SiO2:1.1〜3.0%、Al2O3:0〜0.8%、C:0.01〜0.05%、Si:2.5〜6.0%、Mn:2.2〜8.0%、Ni:1.8〜7.0%、Cr+Mo:0.2〜3.7%を含有する。また、D=8.42−0.18×CO2+0.05×CaF2+0.50×TiO2−1.36×SiO2−4.36×Al2O3+0.71×ZrO2≦3.8である。
(もっと読む)
1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属、コークドラムおよびボンドフラックス
【課題】 ソリッドワイヤとボンドフラックスとを組み合わせてサブマージアーク溶接で多層盛溶接された溶接金属の短時間から長時間にわたる応力除去を行った後においても母材との強度的ミスマッチングがなく、高靭性が得られるとともに溶接欠陥のない高品質な1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属を提供する。
【解決手段】 ソリッドワイヤとボンドフラックスとを組み合わせてサブマージアーク溶接で多層盛溶接される溶接金属において、溶接金属全質量当り、質量%で、C:0.06〜0.12%、Si:0.15〜0.30%、Mn:0.60〜1.10%、Cr:1.10〜1.45%、Mo:0.45〜0.60%を含有し、O:0.022%以下、N:0.008%以下で、残部はFeおよび不可避不純物であることを特徴とする1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属。
(もっと読む)
大入熱エレクトロスラグ溶接方法
【課題】安定して靭性値が高い溶接金属を得ることかできる大入熱エレクトロスラグ溶接方法を提供する。
【解決手段】フラックス入りワイヤは、所定の組成の鋼製外皮に、所定の組成のフラックスを充填したメタル系フラックス入りワイヤである。開先内に充填されるフラックスは、塩基度BLが0.5乃至1.5である。前記フラックス入りワイヤ中のB含有量を[ワイヤ中のBの質量%]、前記フラックス中のB2O3含有量を[フラックス中のB2O3の質量%]としたとき、数式α=49×[ワイヤ中のBの質量%]−[フラックス中のB2O3の質量%]の値αが−0.2乃至0.2を満たす。
(もっと読む)
サブマージアーク溶接用溶融型フラックスおよび低温用鋼のサブマージアーク溶接方法。
【課題】 高速度の溶接条件においても溶接作業性が良好で、優れた機械性能の溶接金属が得られるサブマージアーク溶接用溶融型フラックスおよび低温用鋼のサブマージアーク溶接方法を提供する。
【解決手段】 質量%で、SiO2:8〜25%、Al2O3:30〜50%、MgO:0.5〜5.0%、MnO:0.5〜5.0%、CaO:5〜20%、CaF2:25〜50%を含有する溶融型フラックスと、ワイヤ全質量%で、C:0.02〜0.30%、Si:0.08〜0.6%、Mn:1.2〜3.0%、Ni:0.5〜3.5%、Mo:0.03〜0.8%を含有し、かつ、充填フラックスに、C:0.01〜0.27%、CaF2:2〜15%を含有し、ワイヤの全水素量が50ppm以下で、前記成分中の充填フラックスのフラックス充填率が10〜30%からなる鋼製外皮に継ぎ目が無いフラックス入りワイヤとの両者を組合せてサブマージアーク溶接をする。
(もっと読む)
チタニヤ系ガスシールドアーク溶接用フラックス入りワイヤ
【課題】立向上進高電流溶接においてもビードの垂れ落ちがなく、スパッタ発生量が少なく、更に機械的性質が優れた溶接金属を得ることができるチタニヤ系ガスシールドアーク溶接用フラックス入りワイヤを提供する。
【解決手段】ワイヤ全質量あたり、TiO2:6.0〜12.0%、Al2O3:0.7〜1.0%、SiO2:0.6〜1.0%、ZrO2:0.1〜0.3%、Mn:1.0〜3.0%、並びに金属又は合金としてSi:0.3〜0.6%、Al:0.1〜0.3%、及びMg:0.6〜0.9%を含有し、TiO2、Al2O3、SiO2、及びZrO2含有量の総和が8.0〜13.5%、TiO2、Al2O3、SiO2、及びZrO2含有量の総和に対するTiO2及びAl2O3含有量の和の比が0.85〜0.95、Si含有量に対するMn及びMg含有量の積の比が2.0〜4.0、Na及びK含有量の和が0.15〜0.25%、K含有量に対するNa含有量の比が0.20〜0.40である。
(もっと読む)
鋼用タングステンイナートガスアーク溶接用活性フラックス
【課題】溶接アークの透過力を確実に高める、環境を汚さないフラックスを提供し1.0〜20.0mm厚の鋼の、1パスまたは2パス溶接による溶接部の溶接の質を向上させること。
【解決手段】二酸化ケイ素(SiO2)(2.0重量%)と、メタケイ酸鉄(Fe2SiO4)、オルトチタン酸鉄(Fe2TiO4)、メタチタン酸鉄(FeTiO3)、ディチタン酸鉄(FeTi2O5)の混合物(98.0重量%)を含むこと。
(もっと読む)
61 - 80 / 174
[ Back to top ]