
Fターム[4E084AA38]の内容
溶接用非金属材料(フラックス) (4,852) | フラックス成分系 (1,623) | 有機物 (22)
Fターム[4E084AA38]に分類される特許
1 - 20 / 22
半自動アーク溶接法
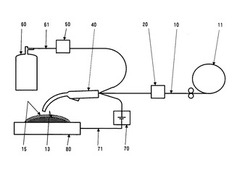
【課題】半自動アーク溶接ではソリッドワイヤやフラックスを封入したフラックス入りワイヤを使用するが、ソリッドワイヤではフラックスの機能がなく、フラックス入りワイヤではワイヤの断面積が限定されるため所要のフラックスをワイヤに封入することができず、スパッタの抑制や溶接品質や溶接能率に満足できなかった。また、シールドガスは空気を遮断するだけであり積極的に溶接性を向上させる機能はなかった。
【解決手段】溶接ワイヤに塗布機にて液体フラックスを塗布することでフラックス入りワイヤはもちろんソリッドワイヤでもフラックス機能を生かした溶接が可能となった。かつ気化装置に充填した液体フラックスにシールドガスを導いて気化せしめて、シールドガスと混合した混合シールドガスを生成し、この混合ガスを溶接トーチに導いて溶接ことでシールドとフラックス機能を併せ持つ溶接が可能となった。
(もっと読む)
低水素系被覆アーク溶接棒
【課題】パイプの初層溶接などにおいてアーク切れが生じることなくアーク安定性に優れ、良好な裏波ビード形状を確保できる低水素系被覆アーク溶接棒を提供する。
【解決手段】軟鋼心線に被覆剤が塗装されている低水素系被覆アーク溶接棒において、平均粒径が70〜120μmのチタン酸カリウム:2〜10質量%、金属炭酸塩の1種または2種以上の合計:40〜58質量%、金属弗化物の1種または2種以上の合計:4〜12質量%、ルチール:4〜12質量%、カリ長石:2〜8質量%を含有し、残部は、スラグ生成剤、鉄粉、合金剤、脱酸剤、塗装剤、水ガラスおよび不可避的不純物からなる被覆剤を塗布する。
(もっと読む)
オーステナイト系ステンレス鋼の溶接施工方法

【課題】 オーステナイト系ステンレス鋼の裏波溶接に際し、Si含有量が多い溶加棒を使用することにより、バックシールドガスを使用することなく、優れた裏波性能を有する溶接部を施工し得る溶接施工方法を提供する。
【解決手段】 重量%で、Si:0.65〜1.50%を含むオーステナイト系ステンレス鋼の溶加棒を使用するか、重量%で、Si:0.65〜1.50%を含むオーステナイト系ステンレス鋼の溶加棒を使用し、重量%で、60%以上のSiを含むフラックスを溶剤と混合して開先面に塗布するティグ溶接施工方法を提供する。
(もっと読む)
溶接肉盛用フラックスと溶接肉盛方法
【課題】溶接用フラックスは低温から高温(アーク温度約4000℃)までの広範囲の温度領域で機能を発揮することが求められるが、接種剤は溶接時のアーク熱で溶融・溶解するので、max4000℃までの幅広い温度領域に耐えるような複数の接種剤を溶融金属プール中に均一に入いれることができなかった。
【解決手段】ゲル状フラックスを溶接母材に塗布した後にゲル状フラックスの溶媒を乾燥もしくは燃焼させて固形フラックスとして、固形フラックスの上から溶接母材に肉盛する溶接肉盛方法であり、さらに溶接トーチにネオジ磁石を配設し、磁界をかけながら溶接する溶接肉盛方法である。
(もっと読む)
Zn−Al−Mg合金めっき鋼板溶融溶接用ペースト状フラックス
【課題】フッ化アルミン酸を必須成分として含み、チキソトロピー性を有し、Zn−Al−Mg合金めっき鋼板の溶融溶接部への塗布性にすぐれ、塗布に際して、液垂れを起こさず、しかも、鋼板への接着性にすぐれ、更に、塗膜の乾燥性が適度である、Zn−Al−Mg合金めっき鋼板溶融溶接用のペースト状フラックスであって、溶融溶接部に塗布することによって、溶接時の溶融金属脆化割れを防止することができるフラックスを提供する。
【解決手段】本発明によれば、有機溶媒、樹脂、フッ化アルミン酸カリウム及びジベンジリデンソルビトール、トリベンジリデンソルビトール及びこれらの誘導体よりなる群から選ばれる少なくとも1種のベンジリデンソルビトール系ゲル化剤を含有することを特徴とするZn−Al−Mg合金めっき鋼板溶融溶接用ペースト状フラックスが提供される。
(もっと読む)
スパッタ付着防止剤
【課題】溶接時の高温環境においても良好なスパッタ付着防止効果を維持しつつ、溶接後の乾燥塗膜を水で洗い流すだけで容易に除去することができるスパッタ付着防止剤を提供する。
【解決手段】スパッタ付着防止剤は、水を主成分とし、パラフィン系、イソパラフィン系、ナフテン系及び芳香族系の炭化水素であって、沸点が200乃至350℃で常温で液体のものを、単独で又は複数種類混合して得た炭化水素油を、非イオン系界面活性剤で乳化させたものである。前記炭化水素油を総量で全質量あたり1乃至20質量%含有する。
(もっと読む)
非低水素系被覆アーク溶接棒
【課題】溶接棒製造時の被覆剤の塗装性が良好で製品歩留率が高く、かつ溶接時に被覆アーク溶接棒を曲げて使用する場合においても被覆欠けが生じず可撓性が良好な非低水素系被覆アーク溶接棒を提供する。
【解決手段】軟鋼心線に被覆剤を塗装した非低水素系被覆アーク溶接棒において、前記被覆剤は、被覆剤中に質量%で、アルギン酸ソーダを0.1〜1.0%、ヘクトライトを0.1〜1.0%、セルロースを0.5〜2.0%含有し、好ましくはセルロースの平均粒径が10〜50μmであることを特徴とする。
(もっと読む)
半自動アーク溶接におけるスパッタ付着防止剤の発明。
【課題】ノズルにスパッタの付着を防止するスパッタ付着防止剤を提供する。
【解決手段】黒鉛と金属の酸化物、酸化重合形樹脂、オルガノポリシロキサン、超微粒子状無水シリカ等からなるものである。このスパッタ8付着防止剤をノズル1の内外に塗布することで硬質厚膜が形成され、スパッタ付着防止に効果を表わしている。ノズルのクリーニングは、無塗布の状態に比べ格段と軽微なものとなり、長時間の作業に耐えることが可能で、作業効率の向上、溶接の質向上を実現できた。また、当該スパッタ付着防止剤のもう一つの特徴は、ノズルへの塗布方法を選択できる仕様分けをしていることである。例えば、小口の溶接を行なう時は、利便性のあるスプレータイプ(油性、水性)とロボット溶接のような多くのノズルを使用する場合は浸漬タイプ(油性、水性)を使用し、作業前に塗膜を乾かしておけば好条件で使用できる。
(もっと読む)
フラックス組成物
【課題】Mg除去効果を有するフラックスを含み、保存安定性に優れ、かつ鋼板等に容易に塗布できる溶融溶接用フラックス組成物を提供する。
【解決手段】本発明のフラックス組成物は、(A)Mg成分を除去しうる作用を有するフラックスと、(B)水溶性有機樹脂と、(C)増粘剤と、(D)水とを含む。ここで、前記(B)水溶性有機樹脂の含有量は、組成物中、0.01〜20質量%であり、前記(A)フラックスの含有量は、組成物中、1質量%であり、(C)増粘剤の含有量は、「(B)水溶性有機樹脂+(D)水」との合計量に対して、0.1〜1.5質量%であることが好ましい。
(もっと読む)
ガスシールドアーク溶接方法
【課題】厚鋼板を狭開先(すなわち開先角度50°以下)で突合せ溶接する際に安定した溶け込みが得られ、初層の高温割れを防止し、かつ溶接ビードの外観が良好なガスシールドアーク溶接方法を提供する。
【解決手段】溶接トーチをオシレートさせながら溶接を行なうガスシールドアーク溶接方法において、オシレートの溶接線に平行な成分が10〜45mmの範囲内で毎分30〜150回オシレートさせながら開先角度50°以下のガスシールドアーク溶接を行なう。
(もっと読む)
パルスMAG溶接用銅めっきソリッドワイヤ
【課題】ギャップが大きい場合においても高速の溶接が可能で、溶滴が小さく、移行が安定かつ規則的に行われビード形状が良好で、アークが安定しスパッタ発生量が極めて少なく、さらに、チップ詰まりやチップ摩耗が生じないパルスMAG溶接用銅めっきソリッドワイヤを提供する。
【解決手段】C:0.02〜0.12質量%、Si:0.15〜1.0質量%、Mn:0.9〜1.8質量%、Al:0.002〜0.020質量%、さらに必要に応じてTi:0.15質量%以下を含有し、銅めっきを厚さ:0.3〜1.1μm有し、かつワイヤ表面にワイヤ10kg当たりの分量で、常温で液体の潤滑油を0.3〜1.5gおよびカリウムを0.004〜0.25g有するパルスMAG溶接用銅めっきソリッドワイヤ。
(もっと読む)
Ar−CO2混合ガスシールドアーク溶接用銅めっきソリッドワイヤ
【課題】 低電流域から遷移領域で長時間溶接する場合においても、スパッタ発生量が少なくワイヤ送給性が良好で、さらにチップの摩耗が少なくアークの安定性が良いなど溶接作業性に優れたAr−CO2混合ガスシールドアーク溶接用銅めっきソリッドワイヤを提供する。
【解決手段】 Ar−CO2混合ガスシールドアーク溶接用銅めっきソリッドワイヤにおいて、ワイヤ成分としてC:0.02〜0.10質量%、Si:0.40〜0.95質量%、Mn:1.0〜1.95質量%、Ti:0.03〜0.15質量%を含有し、残部Feおよび不可避的不純物からなり、かつ、ワイヤ表面にワイヤ10kg当たり常温で液体の潤滑油を0.3〜1.5g有し、金属粉の付着量が0.25g以下、金属粉以外の固形分の付着量が0.10g以下であることを特徴とする。
(もっと読む)
Zn−Al−Mg系合金めっき鋼板の溶接方法
【課題】Zn−Al−Mg系合金めっき鋼板を適宜形状に成形した後に溶接して構造物を構築する際に、溶接施工状況の如何に拘らず、Mg成分の悪影響を排除して、溶接熱影響部に発生しやすい溶融金属脆化割れが発生することのない溶接方法を提供する。
【解決手段】 溶接予定部位に、Mg成分除去作用を有する物質としてフッ化アルミン酸化合物を固形化させたフラックス6を塗布又は載置した後、フラックス6が塗布又は載置された溶接予定部位に溶接を施す。
(もっと読む)
ガスシールドアーク溶接用フラックス入りワイヤ
【課題】アーク溶接において拡散性水素が溶接部に進入することを防止すると共に、ワイヤの耐吸湿性が優れており、更に良好な溶接作業性を示すガスシールドアーク溶接用フラックス入りワイヤを提供する。
【解決手段】ガスシールドアーク溶接用フラックス入りワイヤは、鋼製外皮にフラックスを充填してなるものであり、前記フラックスはワイヤ全質量に対して、二酸化チタン:4.0乃至8.0質量%、アルカリ金属フッ化物(フッ素量換算値):0.02乃至0.40質量%、PTFE(フッ素量換算値):0.02乃至0.40質量%を含有し、アルカリ土類金属フッ化物がフッ素量換算値で0.01質量%以下に規制され、かつ、アルカリ金属フッ化物及びPTFEからなるフッ化物の割合が下記数式を満足する。 (もっと読む)
(もっと読む)
被覆アーク溶接棒用鉄粉および仮付け用被覆アーク溶接棒
【課題】 良好な溶接作業性を有し、電撃防止装置付き溶接機での再アーク性が極めて良好であり、電撃防止装置のない溶接機での溶接後における耐サイドアークをも満足する仮付け溶接棒を提供する。
【解決手段】 被覆アーク溶接棒を製造する際に被覆剤に添加される鉄粉であって、コーティングされた鉄粉の質量に対する割合で該鉄粉表面に有機物2〜25質量%を固質量に換算して0.3〜8.0質量%の水ガラスでコーティングする。また軟鋼または低合金鋼からなる心線に被覆剤が塗装されている被覆アーク溶接棒において、上記の鉄粉を被覆剤全質量あたり30〜60質量%含有させる。
(もっと読む)
被覆アーク溶接棒
【課題】 耐欠陥性に優れ、良好な耐腐食性と溶接作業性を確保しつつ、生産性も良好な耐候性、耐海水性、耐硫酸性および耐塩酸性鋼用の被覆アーク溶接棒を提供する。
【解決手段】 軟鋼または低合金鋼からなる心線に被覆剤が塗装されている被覆アーク溶接棒において、液相線温度が1150〜1400℃、かつ平均粒径が40〜160μmのCu合金を被覆剤中に1.3〜9.0質量%含有させる。またこれに加えて、液相線温度が1100〜1450℃、かつ平均粒径が60〜180μmであるSb合金を被覆剤中に0.3〜2.5%含有させる。
(もっと読む)
高い強さのフラックス芯つき電極
【課題】水素クラッキングの可能性を低下した高い強さおよび/または高い衝撃剛性を有する溶接溶着物を生成する電極組成物の提供。
【解決手段】電気アーク溶接法において高い強さの溶接溶着物を溶着するように適合された芯つき電極であって、高い強さの溶着物は、鉄を含みさらに0.05-0.20重量%の炭素、1.4-2.4重量%のマンガン、0.2-0.4重量%の珪素、2.3-5.4重量%のニッケル、0.6-1.0重量%のクロムおよび0.25-1.10重量%のモリブデンを含むことを特徴とする芯つき電極およびその製法。
(もっと読む)
ガスシールドアーク溶接用メッキワイヤ
【課題】本発明によれば、ガスシールドアーク溶接用ワイヤの表面特性が改善され、ワイヤの表面に銅メッキを実施する際に、素地ワイヤとメッキ層間の密着力に優れ,ワイヤの耐錆性、送給性が飛躍的に向上する。
【解決手段】本発明のガスシールドアーク溶接用メッキワイヤは、メッキ層を除去したワイヤの表面部が、ワイヤ長さ方向に対する90°方向の断面の円周状に凹凸形状を有すると共に、見かけ円弧長さ(di)に対する実際の円弧長さ(dr)の比(dr/di)が1.015〜1.815の範囲にあることを特徴とする。又、前記ワイヤが、ワイヤ長さ方向に凹凸形状を有すると共に、見かけ測定長さ(li)に対する実際の測定長さ(lr)の比(lr/li)が1.015〜1.515の範囲にあることを特徴とする。
(もっと読む)
サブマージアーク溶接用複合ワイヤ
【課題】 構造物の高強度化に伴い要求される溶接金属の高靭性化を可能とし、高速溶接及び高溶接作業性の溶接を可能とするサブマージアーク溶接用複合ワイヤを提供する。
【解決手段】 鋼製外皮と充填フラックスからなるサブマージアーク溶接用複合ワイヤは、前記フラックス中に、フラックス全質量あたり、90質量%以上の金属粉を含有し、フラックスの比表面積が0.02乃至0.10m2/gであると共に、前記フラックスが、ワイヤ全質量に対して10乃至30質量%充填されている。
(もっと読む)
炭酸ガスシールドアーク溶接用めっきなしソリッドワイヤ
【課題】 高電流で長時間溶接する場合においても、ワイヤ送給性が良好でスパッタ発生量が少なく、さらにチップの摩耗が少なくアークの安定性が良いなど溶接作業性に優れた高電流炭酸ガスシールドアーク溶接用銅めっきワイヤを提供する。
【解決手段】 炭酸ガスシールドアーク溶接用めっきなしソリッドワイヤにおいて、ワイヤ成分として、質量%で、C:0.02〜0.12%、Si:0.45〜1.2%、Mn:1.2〜2.3%、Ti:0.10〜0.32%を含有し、残部Feおよび不可避的不純物からなり、かつ、ワイヤ表面にワイヤ10kg当たり二硫化モリブデンを0.01〜0.50g、リン脂質を0.008〜0.15g含み残部は常温で液体の潤滑油からなる潤滑剤を合計で0.5〜2.5g有することを特徴とする。
(もっと読む)
1 - 20 / 22
[ Back to top ]