
Fターム[4E087CA33]の内容
Fターム[4E087CA33]の下位に属するFターム
インジェクション式 (8)
Fターム[4E087CA33]に分類される特許
141 - 148 / 148
高強度アルミニウム焼結鍛造部品の製造方法
【課題】 優れた耐摩耗性を示すとともに引張り強さ、伸びが改善されたアルミニウム焼結鍛造部品の製造方法を提供する。
【解決手段】原料粉末全体の成分組成が質量比でZn:3.0〜10%、Mg:0.5〜5.0%、Cu:0.5〜5.0および残部が不可避不純物およびAlからなり、かつ、原料として15質量%以上のアルミニウム粉末とZnの全量を含むアルミニウム合金粉末とを少なくとも用い、それら原料粉末を混合する配合工程と、前記工程で得られた原料粉末を金型に充填後、200MPa以上の成形圧力で圧粉成形する成形工程と、前記工程で得られた成形体を焼結保持温度:580〜610℃で焼結した後に常温まで冷却する焼結工程と、前記工程で得られた焼結体を室温かつ据え込み率:3〜40%で冷間鍛造を行う冷間鍛造工程、もしくは100〜450℃かつ据え込み率:3〜70%で熱間鍛造を行う熱間鍛造工程のいずれかによる鍛造工程を順に行う。
(もっと読む)
成形品製造方法、鍛造用金型、成形品、および鍛造生産システム
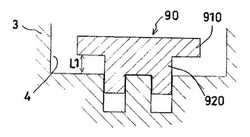
【課題】 外観検査での不良品を低減し、生産上の歩留まりを向上させることができるようにする。
【解決手段】 この発明は、筒状または柱状の中央部92と、その中央部92から連続し平面視で中央部より径が大きい拡径部とを少なくとも備える成形品を素形材90から製造する成形品製造方法において、素形材90を、上金型2と下金型3とで囲まれる成形孔4内にセットしたときに、素形材90のうち、成形後に中央部となる中央部位920が下金型3に当接し、成形後に拡径部となる拡径部位910と下金型3との間には押し出し方向で所定の隙間L1が形成されるようにし、そのセット状態から上金型で素形材90を押し出して成形品を製造する工程が含まれる、ことを特徴としている。
(もっと読む)
チタン合金製ボルトおよびその製造方法

【課題】冷間鍛造によりネットシェイプ成形され且つ形状精度に優れたチタン合金製ボルトおよびその製造方法を提供する。
【解決手段】β型チタン合金からなり、冷間鍛造によってボルト頭30と雄ネジ用の軸部5とに連続し且つほぼ外形に沿った鍛流線HLが形成されている、チタン合金製ボルトB。また、上記ボルト頭30が、上記雄ネジ用の軸部5の反対側に位置する頂面に正六角形(非円形断面)の穴32を有している、チタン合金製ボルトBも含まれる。
(もっと読む)
ねじプレス成形技術
【課題】筒体または管体に限らず、内部に空洞がない中実の棒体や柱体などにもねじ部をプレス成形可能なねじプレス成形技術を提供する。
【解決手段】角ピン11の幅方向の両端部を周面加工具によりパンチングし、角ピン11の幅方向の両端面を、角ピン11の中心線を中心とした同一の仮想円周面に沿った面に加工する。その後、角ピン11の両端部にねじ成形工具13を押し当て、角ピン11の両端部に雄ねじのねじ山11aの周方向の一部をそれぞれプレス成形する。これにより、筒体または管体に限らず、内部に空洞が存在しない中実の角ピン11などにも、ねじ部11bをプレス成形することができる。
(もっと読む)
プレス装置およびプレス方法
【課題】棒状の素材から軸非対称な中間成形品を、良好な材料歩留まりおよび生産性を有しかつ低コストで製造するためのプレス装置を提供する。
【解決手段】しごきダイ60は、素材10が配置される導入部63と、中間成形品の断面形状に対応する通り穴67とを有する開口部62が形成される。第1パンチ42の先端端面43は導入部63に配置される素材10の背面12を押圧する。第2パンチ74は、中間成形品の他方の端面部の外形形状に対応する先端端面75を有し、第1パンチ42によって押圧されてしごきダイ60の通り穴67に圧入される素材10の前面14を支持する。したがって、しごきダイ60は、素材10の側面部13にしごき加工を施し、第1パンチ42および第2パンチ74の先端端面43,75は、素材10の背面12および前面14にプレス加工を施すことで、中間成形品の一方および他方の端面部を形成する。
(もっと読む)
造形端を有する棒を成形するスタンピング装置
発明の方法は、原材を設けるステップと、原材を切断して棒形のブランクを形成するステップと、移送金型においてブランクの第1の端に球部分をスタンピング成形するステップとを含む。本方法はさらに、ブランクの第2の端に開口付き平坦部分をスタンピング成形して移送金型において最終製品を成形すること、及び両端を軸方向に打撃してブランクの長さを正確に形成することを含む。関連する移送金型装置は、切断を行い、続いてブランクの第1の端に球部分をスタンピング成形し、ブランクの第2の端に開口付き平坦部分をスタンピング成形して最終製品を成形するステーションを含む。  (もっと読む)
(もっと読む)
鍛造による成形方法及びケースの成形方法
板状部材を打ち抜いて得られた素材(I)を、据えこみ工程で、その周縁部を環状肉薄部(21)とし、環状肉薄部(21)の内側を環状肉薄部(21)より厚肉の肉厚部(22)とし、肉厚部(22)の中心部には凹部(22A)を形成し、第1中間成形品(2)とする。第1中間成形品(2)を用いてギヤ、あるいは内ボス付カップ状ケースを製造する。内ボス付カップ状ケースを製造する場合には、第1中間成形品(2)を、絞り・しごき工程で、その肉厚部(22)を底部(32)とし、環状肉薄部(21)を底部(32)から一体に廷設される周壁部31とするように加圧成形し、第2中間成形品3とする。第2中間成形品3を、前方後方押し出し加工し、底部(42)の内側に内ボス(43)を、底部(42)の外側に外ボス(44)をそれぞれ押し出し加工し、周壁部(41)の外端縁部に外向きフランジ部(41A)を成形する。 (もっと読む)
ステアリングラックの金型装置および製造方法
ステアリングラックの歯状部分を製造するため、ばりを形成しない鍛造操作を実施するための金型装置、および方法である。金型装置は第1、および第2の金型部材、および少なくとも1個のポンチ部材を備え、これ等の部材はそれぞれ前記歯状部分の一部にほぼ対応する部分としての形状の形成面を有しており、そして前記第1の金型部材の形成面の少なくとも一部が前記ラックの歯にほぼ対応する形状を有している。前記第1、および第2の金型部材は、互いに近寄るように、閉位置まで動くことが可能であり、それによって前記金型装置内に置かれた素材から前記歯状部分を一部、鍛造し、また前記形成面により確定された実質的に閉じた空所を形成し、前記ポンチ部材は前記空所内に動くように構成されており、一旦前記金型部材が前記閉位置に来ると、前記鍛造操作が完了する。  (もっと読む)
(もっと読む)
141 - 148 / 148
[ Back to top ]