
Fターム[4E087HA45]の内容
Fターム[4E087HA45]に分類される特許
1 - 17 / 17
タービンブレードの鍛造成形方法
【課題】タービンブレードを鍛造成形するに際し、従来に比べて材料歩留りを高くすることができ、また鍛造加工の工数を削減することのできるとともに鍛造を良好に行うことができ、更に鍛造加工のための所要の金型コストを効果的に低減することのできるタービンブレードの鍛造成形方法を提供する。
【解決手段】タービンブレードとしての複数の動翼10,12を長手方向に一体の連結体26として鍛造し、しかる後に各動翼10,12に分離して単体の動翼10,12を得るようにする。
(もっと読む)
タービンブレードの製造方法

【課題】鍛造のための所要工数及びタービンブレードの機械加工のための所要工数及び所要時間を短くすることができ、タービンブレードを効率的に製造することのできるタービンブレードの製造方法を提供する。
【解決手段】タービンブレードとしての2つの動翼10,12を長手方向に一体の連結状態で鍛造する鍛造工程と、鍛造工程の後において、2つの動翼10,12を連結状態で熱処理する熱処理工程と、熱処理工程の後において、動翼10,12を一体の連結状態で機械加工する機械加工工程と、機械加工工程の後において、動翼10,12を個々に分離する分離工程と、を経て動翼10,12を製造する。
(もっと読む)
インペラの製造方法
【課題】コストの増加を回避しながら作業効率の向上を図ることができるとともに高強度のインペラを取得することが可能なインペラの製造方法を提供する。
【解決手段】インペラ材11の傾斜曲面12の外周側から径方向内側に向かっての所定範囲である外周側領域16に対して、流路に対応する金型21,21を用いた鍛造加工を周方向に順次施すことにより、流路となる部分に溝部13を形成するとともにブレードとなる部分に立ち上げ部14を形成する鍛造工程を行う。
(もっと読む)
蒸気タービンの鍛造用Ni基合金および蒸気タービンの鍛造部品
【課題】熱間加工性を維持しつつ、高温強度特性および鍛造性に優れた蒸気タービンの鍛造用Ni基合金、この蒸気タービンの鍛造用Ni基合金を用いて作製された蒸気タービンの鍛造部品を提供する。
【解決手段】実施形態の蒸気タービンの鍛造用Ni基合金は、質量%で、C:0.01〜0.15、Cr:14〜20、Co:10〜15、Mo:8〜12、Al:0.5〜4、Ti:0.5〜4、B:0.001〜0.006、Zr:0.01〜0.1、Ta:0.1〜0.7、Nb:0.1〜0.4を含有し、残部がNiおよび不可避的不純物からなる。
(もっと読む)
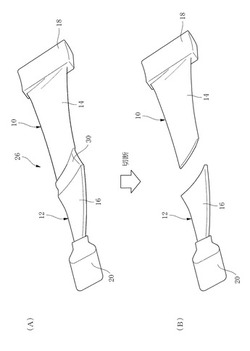
偏平部とロッド部とを一体に具えて成るプレス製品の製造方法並びにこの方法を適用したVGSタイプターボチャージャにおける可変翼の製造方法
【課題】 偏平部(翼部)と、この偏平部の厚さよりも大きい太さのロッド部(軸部)とを一体に具えて成るプレス製品を能率的に製造できる新規な製造手法を提供する。
【解決手段】 本発明は、ロッド部12の太さ寸法よりは小さいが、偏平部11の厚さ寸法よりは厚いほぼ一定の板厚を有した金属板材から、その板厚よりも大きい幅寸法で打ち抜かれたブランク材を、プレス製品1(可変翼)の素形材Wとする素形材の準備工程P1と、素形材Wを一対の対向型によって挟み込み、主にロッド部12を、打抜方向にほぼ直交する方向から押圧プレスすることにより、主にロッド部12の増肉を図りながら所望の形状に形成するロッド部鍛造工程P2と、その後、この鍛造加工において製品部位からはみ出した不要部aをトリミングするロッド部トリミング工程P3とを具えて成ることを特徴とする。
(もっと読む)
レーザ充填および適度なHIP圧縮成形によるチタンブレードの修理方法
本発明は、金属部品の修理方法で、損傷部品に前記金属の粉末を噴霧によって前記損傷部品を充填することによる修理方法であって、プロセスが、前記粉末を使用して前記損傷部品をレーザ充填するステップと、その後に、熱間等静圧圧縮成形するステップであって、前記熱間等静圧圧縮成形時に加えられる最高温度は前記金属の再結晶温度を超えないステップとを含むことを特徴とする方法に関する。 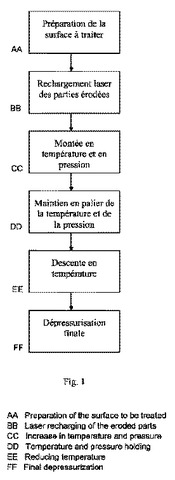 (もっと読む)
(もっと読む)
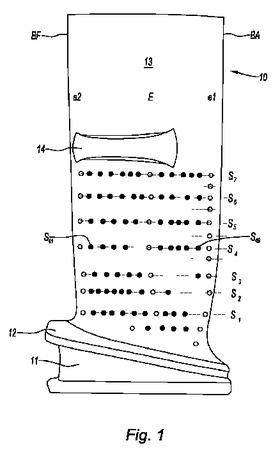
適応研磨により鍛造部品を製造するための方法
本発明は、半仕上げ部品(10)を精密鍛造によって生産し、この部品(10)を研磨ストリップによって研磨することを含む、鍛造によって部品(10)を製造するための方法であって、得られる部品(10)の適合させるべき形状的特性が、理論モデルにおいて予め決定される、方法に関する。方法は、以下のステップを含むことを特徴とする:鍛造作業後に半仕上げ部品(10)の形状的特性を測定し、前記特性を理論モデルと比較するステップ、部品(10)の表面上で非適合領域を決定するステップ、前記領域を適合させるために各々の非適合領域から除去されるべき材料の量を決定するステップ、および研磨ストリップを用い、各々の非適合領域から材料の前記量を除去するように前記ストリップを制御して部品(10)を研磨するステップ。方法は、特にタービンエンジンのファンブレードを研磨するために使用され得る。
 (もっと読む)
(もっと読む)
γチタン−アルミニウム−母合金から鍛造片を製造する方法
【課題】γチタン−アルミニウム−母合金から鍛造片を製造する方法において、チタン−アルミナイド材料の困難で費用のかかる処理を改善する。
【解決手段】円柱状又は棒状原材料が、1つ又は複数の段階で、形成すべき鍛造片が体積集中を示す個所において、通電又は誘導により、断面にわたって1150°より高い温度に加熱され、力の作用により変形特に据込み鍛造変形されこうして長さ範囲にわたって異なる断面積を持つ鍛造素材が製造され、この素材が1つ又は複数の後続段階で、変形温度への加熱後特に鍛造型において最終変形される。
(もっと読む)
高温強度特性、鍛造性および溶接性に優れた、蒸気タービンの鍛造部品用のNi基合金、蒸気タービンの動翼、蒸気タービンの静翼、蒸気タービン用螺合部材、および蒸気タービン用配管
【課題】高温強度特性、鍛造性および溶接性に優れた蒸気タービンの鍛造部品用のNi基合金、この蒸気タービンの鍛造部品用のNi基合金を用いて作製された、蒸気タービンの動翼、蒸気タービンの静翼、蒸気タービン用螺合部材、および蒸気タービン用配管を提供することを目的とする。
【解決手段】高温強度特性、鍛造性および溶接性に優れた、蒸気タービンの鍛造部品用のNi基合金は、質量%で、C:0.01〜0.15、Cr:18〜28、Co:10〜15、Mo:8〜12、Al:1.5〜2、Ti:0.1〜3、B:0.001〜0.006、Ta:0.1〜0.7を含有し、残部がNiおよび不可避的不純物からなる。
(もっと読む)
TiAl基合金及びその製造方法並びにそれを用いた動翼
【課題】耐酸化性に優れ、且つ、高温強度の高い熱間鍛造TiAl基合金及びその製造方法を提供する。
【解決手段】Al:(40+a)原子%と、Nb:b原子%とを含有し、残部がTi及び不可避的不純物からなるTiAl基合金であって、前記a及びbが以下の式(1)及び(2):
0≦a≦2 (1)
3+a≦b≦7+a (2)
を満たすTiAl基合金。Al:(40+a)原子%と、Nb:b原子%とを含有し、更にV:c原子%、Cr:d原子%、及びMo:e原子%から選択される1種以上の元素を含有し、残部がTi及び不可避的不純物からなるTiAl基合金であって、前記a乃至eが以下の式(3)乃至(9):
0≦a≦2 (3)
3+a≦b+1.0c+1.8d+3.8e≦7+a (4)
b≧2 (5)
c≧0 (6)
d≧0 (7)
e≧0 (8)
c+d+e>0 (9)
を満たすTiAl基合金。
(もっと読む)
鍛造ターボフィンの製造方法
【課題】歩留まりが良好で、ターボフィン自体を安価に成形できる鍛造ターボフィンの製造方法を提供することを課題とする。
【解決手段】ステンレス材料17で、棒状のベーン軸部14と、該ベーン軸部14の一端側に形成された翼形状のベーン翼部とを有する鍛造ターボフィンを形成する製造方法において、棒状のステンレス材料17を軸方向に鍛造することにより、ベーン軸部14と、ベーン軸部14の一端部側に略板状で、ベーン軸部14より幅広の、ベーン翼部となる成形途中部分を形成する軸方向鍛造工程と、成形途中部分を板状の厚み方向に鍛造して、板厚をより薄く、且つ、所定形状とする板厚方向鍛造工程とを有する鍛造ターボフィンの製造方法。
(もっと読む)
鍛造金型及び鍛造方法
【課題】
粉末冶金方で造られたビレット(40)を用いて発電用ガスタービンエンジンのタービンディスクなどの大型鍛造品の製造に適した鍛造金型(10)及び方法を提供する。
【解決手段】
鍛造金型(10)は、バックプレート(12)と、バックプレート(12)の表面の領域(16)の回りに放射状のパターンで配置されたセグメント(14)とを含む。各セグメント(14)は、バックプレート(12)に面した背面(20)と、バックプレート(12)と反対側に境界面(18)を有しており、境界面(18)は鍛造時にビレット(40)と係合する。セグメント(14)は、バックプレート(12)に対して半径方向に移動できるようにバックプレート(12)の表面と物理的に連結する。
(もっと読む)
VGSタイプターボチャージャにおける可変翼の製造方法並びにこの方法によって製造された可変翼
【課題】 VGSタイプターボチャージャにおいて、特に両軸タイプの可変翼を量産するにあたり、造形工程における材料流れを考慮するとともに材料の歩留りを向上させ得るブランク取りを試みた新規な製造手法を提供する。
【解決手段】 本発明は、可変翼1の原形となる素形材Wをブランク取りする素形材の準備工程P1と、素形材Wを対向型によって挟み込み、所望の形状に形成する造形工程とを具えて成り、ブランク取りを行うにあたり、肉厚の前縁11a側は、前縁部のほぼ真ん中に肉寄せ凹部17aを形成し、その後の造形加工の際に、両端部の肉が寄ってきて最終的に埋まるようにし、また肉薄の後縁11b側は、両端側に肉流し用の凹み17bを有し、翼幅hよりも充分狭いテーパ状に形成し、その後の造形の際に、肉が全体的に延展し、後縁先端側が所望の翼幅hを形成する平面形状に、翼部11をブランク取りするようにしたことを特徴とする。
(もっと読む)
VGSタイプターボチャージャにおける可変翼の製造方法並びにこの方法によって製造された可変翼
【課題】 VGSタイプターボチャージャにおいて、特に両軸タイプの可変翼を能率的に量産できるようにした新規な製造手法を提供する。
【解決手段】 本発明は、排気ガスGの流量を調節する翼部11と、その両側に回動中心となる軸部12を具えた可変翼1を製造するにあたり、その工程は、適宜の板厚を有するステンレス鋼または耐熱鋼から可変翼1の原形となる素形材Wをブランク取りする素形材の準備工程P1と、素形材Wを対向型によって挟み込み、所望の形状に形成する事前造形工程P2及び最終造形工程P4と、最終造形後に非製品部位bをトリミングする最終トリム工程P5と、最終トリミング後にニヤネットシェイプ状態の素形材Wの主に軸部12を切削し、所望の寸法精度に仕上げる切削工程とを具えて成り、最終造形を行うにあたっては、事前造形によって素形材Wの輪郭部に形成された不要部aを中間トリムするようにしたことを特徴とする。
(もっと読む)
半径流圧縮機インペラとその製造方法
【課題】少なくともAlとCuとを含む熱硬化性合金から成る母材で作られた半径流圧縮機インペラにおいて、被圧縮気体の出口範囲における熱的強度を増大させる。
【解決手段】インペラの外側部を、母材(2、16)との間にグラジエント材料を形成する、Alを含む耐熱合金からなる付加材料(3、17)で形成する。グラジエント材料により母材とインペラとの間に強固な結合を生じさせ、耐久性、耐熱性に優れた半径流インペラを製造することができる。
(もっと読む)
複雑な部品の鍛造におけるフラッシュランドの幾何形状を生成する方法
【課題】特定のパラメータに従って、ターボ機械ベーンの鍛造金型内に設けられるフラッシュランドの形状を生成する。
【解決手段】本発明は、フラッシュランド5の幾何形状を生成する方法に関する。この方法は、以下の特徴を有する。ブレードの基部、中間部、先端部に対応する基準平面Pa、Pb、Pcにおいて、ブレードの少なくとも3つの基準断面Sa、Sb、Scを選択する。基準平面Pa、Pb、Pcにおいて、ブレードの基部、中間部、先端部に対応する基準平面内のブレードの少なくとも3つの基準断面を選択する。基準平面Pa、Pb、Pcにおいて、フラッシュランドの長さλおよび3つの基準断面の収縮距離dを決定し、所定の平面において、補間法により、基準断面からフラッシュランドおよびフラッシュガッタの中間断面を生成する。
(もっと読む)
コンプレッサロータの製造方法
少なくともチタンIMI834を用いたときに、ロータに改良特性を提供する、ガスタービンコンプレッサロータ装置とその方法を提供する。機械的作用は、少なくとも改善された低サイクル疲労寿命をロータに提供する鍛造を通して最適化される。 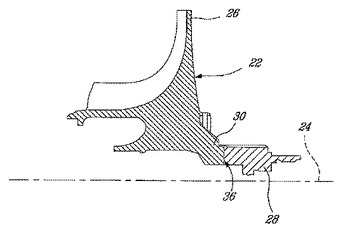 (もっと読む)
(もっと読む)
1 - 17 / 17
[ Back to top ]