
Fターム[4E087HA82]の内容
Fターム[4E087HA82]に分類される特許
1 - 20 / 209
車輪用軸受装置およびその製造方法
ディスクブレーキ用軽量中空ピストンおよびその製造方法
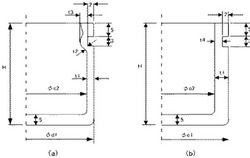
【課題】 軽量化が要望されるディスクブレーキ用のカップ状ピストンにおいて、強度を高め、軽量化することか可能なピストンとその製造方法を提供する。
【解決手段】 ディスクブレーキ用の、外周部に溝を有するカップ状ピストンにおいて、該ピストンの外径をd1、内径をd2、側壁部の肉厚をt1とし、溝部の最小肉厚をt2、溝部の最大肉厚をt3とするとき、a=(d2/d1)2で示される定数aが0.85以下であって、t2はt1の0.5〜1.0倍、t3はt1の0.9倍以上、t2部の断面中心硬さ(HV)がt1部の硬さ(HV)の1.1〜1.3倍以上であることを特徴とする軽量ピストンであり、鋼棒を冷間鍛造にてカップ状部品にカップ成形した後に、さらに冷間鍛造にてカップ状部品開口部に圧縮加工を加えピストンの溝部に該当する位置の肉厚を厚くする。その後、スピニングにて溝部を成形する。
(もっと読む)
車両用ホイールリムの製造方法

【課題】従来に比べて、生産性を向上させることができるとともに、軽量で変形強度の高い車両用ホイールリムの製造方法の提供。
【解決手段】パンチ26と、側面が凹凸面24とされたダイ22とを、プレス機に組み付けたしごき装置を用いて、一定厚の筒状素材4をパンチ26をダイ22に対して相対動させてしごき加工し、不等厚の筒状部材10Aを作製するしごき加工工程と、不等厚の筒状部材10Aを車両用ホイールリム形状にロール成形するロール成形工程と、を有し、しごき加工工程では、筒状素材4の、ロール成形工程にて車両用ホイールリムのリムフランジ部に成形される軸方向第1の端部4aと軸方向第2の端部4bの少なくとも一方を、しごき加工により板厚を減少させる冷間加工をする、車両用ホイールリムの製造方法。
(もっと読む)
車輪支持用ハブユニット及び車輪支持用ハブユニットの製造方法
【課題】ハブを構成するハブ本体を冷間鍛造加工及び熱処理等により製造する際、ハブ本体に一体成形された回転フランジの強度及び剛性を確保しつつ、回転フランジに変形が生じにくい構造を実現する。
【解決手段】外輪2と、ハブ本体7aと内輪8から構成されるハブ3とを備え、ハブ本体7aは軸方向外端寄り部分の外周面に車輪を支持固定する為の回転フランジ10aを直接形成したものであり、前記回転フランジ10aが冷間での側方押し出しによって前記ハブ本体7aと一体成形されていて、前記ハブ本体7aの外周面のうちで、軸方向中間部分から軸方向内端寄り部分に掛けての部分のみに焼入れ硬化層17aを設けている。
(もっと読む)
車輪支持用ハブユニット
【課題】ハブを構成するハブ本体を冷間鍛造加工及び熱処理等により製造する際、ハブ本体の回転側フランジに生じる変形を矯正する構造を実現する。
【解決手段】ハブ本体7aは、軸方向外端寄り部分の外周面に車輪を支持固定する為の回転側フランジ10aを、軸方向中間部外周面に軸方向外側の内輪軌道9aを、それぞれ直接形成しており、回転側フランジ10aには車輪への取付ボルトを固定するためのボルト固定穴30が形成されており、更に、回転側フランジ10aは冷間での側方押し出しによって前記ハブ本体7aと一体成形されていて、回転側フランジ10aの外径寄り部分の軸方向外側面に凹部32を形成している。
(もっと読む)
車輪用軸受装置およびその製造方法
【課題】冷間鍛造の加工硬化による強度アップで軽量化したハブ輪を高周波焼入れする際のオーバーヒートを防止した車輪用軸受装置およびその製造方法を提供する。
【解決手段】車輪取付フランジ6が円周方向複数に分割された複数の部分フランジ6aで構成され、ハブ輪4が、熱間鍛造工程と、この後に部分的に施される冷間鍛造工程を備え、熱間鍛造で、車輪取付フランジ6の根元部が先端部よりも厚肉に形成され、冷間鍛造によって薄肉化されて略均一な肉厚に形成されると共に、ハブ輪4の外周面に対向して加熱導体となる高周波コイル32が挿入され、部分フランジ6a間に導電体からなるコンセント治具33が所定の磁気的すきまを介して嵌挿された状態で、高周波コイル32に高周波電流を通じさせて高周波加熱することによって、ハブ輪4に所定の硬化層13が形成されている。
(もっと読む)
段付円柱状部材の製造方法
【課題】使用する金属材料や形状に限定されず、シェブロンクラックの発生を防止でき、しかも、材料の歩留が悪化したり、加工の手間が煩雑化するのを防止する。
【解決手段】円柱状の素材をダイス32の成型用キャビティ33内に押し込む事により、この素材の先端部乃至中間部の外径を縮める。そして、このうちの先端部に最も小径の第一円筒面部25を、中間部にこの第一円筒面部25よりも外径が大きな第二円筒面部26を、基端部に最も外径が大きい第三円筒面部27を、それぞれ形成する。又、前記第一円筒面部25と前記第二円筒面部26との間に第一傾斜段部28を、この第二円筒面部26と前記第三円筒面部27との間に第二傾斜段部29を、それぞれ形成して、段付円柱状部材である中間素材30とする。前記第一傾斜段部28を形成する為に、前記ダイス32の内周面に設けた第一加工用段差部35の傾斜角度βを、50〜75度とする。
(もっと読む)
コネクティングロッドの閉塞鍛造方法および閉塞鍛造装置
【課題】二つの分割型に大端部用パンチを併用してコネクティングロッドを閉塞鍛造するにあたり、素材肉の流れ方向を積極的にコントロールして、欠肉等のないコネクティングロッドの鍛造を可能にする。
【解決手段】棒状の素材16をその長手方向に対して直交方向に接近離間可能な二つの分割型12で加圧拘束することで大端部2と小端部および連接ロッド部4を含むコネクティングロッド1の粗形状を鍛造成形する。続いて、素材16の大端部2相当部を大端部用パンチ14にて据え込むことで大端部2に半割状の軸受凹部5を据え込み成形する。その際、半割状の軸受凹部5をその軸心方向から見たときに当該軸受凹部5の最深部側が平坦面5aとなる不完全凹部形状のままで据え込み成形を完了する。
(もっと読む)
車輪用転がり軸受装置の軸部材とその製造方法
【課題】冷間鍛造工程にて、円柱状の素材から嵌合軸部、フランジ部、軸部を有する冷間鍛造品を効率よく製造する方法、及び当該製造方法にて製造された車輪用転がり軸受装置の軸部材を提供する。
【解決手段】軸方向に開口する凹部35を有する円筒形状の嵌合軸部30と、嵌合軸部径よりも大きな径のフランジ径を有するフランジ部21と、円柱状の軸部10と、が軸方向に沿って同軸上に配置されている車輪用転がり軸受装置の軸部材1の製造方法であって、嵌合軸部径よりも大きく且つフランジ径よりも小さな外径を有する円柱状の軸状素材62を用い、冷間鍛造工程の1回の押出し加工と1回の前方押出し加工にて、嵌合軸部30とフランジ部21と軸部10を一体に有する冷間鍛造品66を形成する。
(もっと読む)
タイロッドエンドの製造方法およびタイロッドエンド
【課題】簡易な製造工程によって製造時間および製造コストを抑えて効率的にタイロッドエンドを製造することができるタイロッドエンドの製造方法および簡易な製造工程によっても必要な機械的強度を確保できるタイロッドエンドを提供する。
【解決手段】タイロッドエンド100を製造する作業者は、製造工程1にて、タイロッドエンド100の材料90を鍛造機にセットする。次いで、作業者は、製造工程2にて、ソケット部106、雌ネジ接続部103および工具嵌合部105をそれぞれ成形する。次いで、作業者は、製造工程3にて、中間成形体90aに対して曲部・圧縮変形部金型94を用いることにより曲部102および圧縮変形部104を成形して胴部101を仕上げ成形する。これにより、ソケット部106から所定の距離Lだけ離隔した胴部予定部93上の領域に曲部102および圧縮変形部104がそれぞれ成形されてタイロッドエンド100が完成する。
(もっと読む)
歯、歯部分等を有する精密打抜き部品の接触面積の割合を高めるための方法及び装置
【課題】材料を節約しながら薄板厚さを薄くし、かつ、経済的利点を保証すると同時に、精密打抜きされた部品の歯形状部の機能面の接触面積の割合を大幅に高めることと、部品の寸法精度をさらに改善すること。
【解決手段】a)ブランク7の歯2が挟持されないで、変形加工のためにアクセス可能のままであるように、挟持板とエゼクタとの間でブランク7をその平面FSDのところで挟持するステップと、b)すえ込みヘッド18によって力が平面FSDの方へ水平に歯2の中心部に向けられ、歯2がブランク7の初期厚さの30%まで対称に肉厚化されるように、ブランク7の材料と歯の形状に合わせたすえ込み力PSKを加えることによって歯2をすえ込むステップとを行う。
(もっと読む)
車輪用軸受装置およびその製造方法
【課題】切削代を低減して低コスト化を図ると共に、高負荷の部分の強度を高め、軽量化と高剛性化という相反する課題を解決して軸受の長寿命化を図った車輪用軸受装置およびその製造方法を提供する。
【解決手段】ハブ輪4が、熱間鍛造工程と、この熱間鍛造工程の後に部分的に施され、表面硬さが所定の硬度差以上になる冷間鍛造工程を備え、車輪取付フランジ6が円周方向複数に分割された複数の部分フランジ6aで構成され、パイロット部12が、その円周方向の複数箇所に切欠きが設けられ、断続した突片状に熱間鍛造で形成され、このパイロット部12が部分フランジ6a間に配置されると共に、熱間鍛造で、車輪取付フランジ6の根元部が先端部よりも厚肉に形成され、冷間鍛造によって薄肉化されて略均一な肉厚に形成されている。
(もっと読む)
熱間および冷間での加工性に優れた高強度α+β型チタン合金及びその製造方法並びにチタン合金製品
【課題】ボルト、ナット等のファスナー類や、自動車エンジン周りの強度部品などの用途に最適な熱間・冷間加工性に優れたチタン合金を提供する。
【解決手段】質量%で、1.0〜3.5%のAl、0.5〜1.4%のFe、0.2〜0.5%のO、0.03%以下のNを含有し、残部Tiおよび不純物からなる室温での全伸びが22%を超えることを特徴とする、熱間加工性及び、冷間加工性に優れた高強度チタン合金、および、上記組成範囲のチタン合金をβ変態点−120℃からβ変態点−20℃の範囲に加熱保持して水冷相当の速度にて冷却することを特徴とする熱間加工性及び、冷間加工性に優れた高強度チタン合金の製造方法、および、上記高強度チタン合金に対し、熱間加工、あるいはさらに、冷間加工を行うことにより製造したボルト、ナットなどのファスナー、ならびに、コネクティングロッドやエンジンバルブなどの自動車エンジン周り部材などの強度部品。
(もっと読む)
車輪用転がり軸受装置の軸部材
【課題】車輪用転がり軸受装置の軸部材において、冷間鍛造によって形成されるフランジ部に入力される荷重によってフランジ部に発生する応力の局部的な集中(応力集中)を抑制する。
【解決手段】冷間鍛造によって形成されるフランジ部21は、外方フランジ部21dと、内方フランジ部21aとから成っており、軸線方向断面で視て内方フランジ部21aは外方フランジ部21dより肉厚に形成されており、ボルト座面部が配設される側のフランジ面形状が、径方向基端部位置では径方向に一定長さの垂直面形状とされていると共に、該垂直面形状位置から径方向外方に向けて漸次肉薄となる傾斜面21cの形状とされることにより形成されており、傾斜面21cと外方フランジ部21dとの第1のフランジ面接合部位21fが、軸部10側からみた平面視で、ハブボルトのボルト孔24を囲う凹状曲線部として形成されている。
(もっと読む)
車輪用転がり軸受装置の軸部材とその製造方法
【課題】成形後の研削や研磨を必要とする個所が熱間鍛造より比較的少ない冷間鍛造にて車輪用転がり軸受装置の軸部材を一体に成形するとともに、より高硬度の構造用炭素鋼を用いて、成形後の焼入れ焼き戻し処理をするべき個所を削減することができる車輪用転がり軸受装置の軸部材とその製造方法を提供する。
【解決手段】車輪用転がり軸受装置の軸部材1は、軸部10とフランジ部21と嵌合軸部30とを有し、軸部とフランジ部の境界部近傍に形成した内輪軌道面18に隣接する位置に隣接外周面19が形成され、軸部はフランジ部に近い側の大径軸部11と遠い側の小径軸部12を有し、大径軸部と小径軸部の段差部には内輪突き当て面12aが形成され、熱処理工程(H)では、焼入れ焼き戻し処理が行われ、小径軸部12の外周面と内輪突き当て面12aと隣接外周面19に焼入れ焼き戻し処理を行うことなく、内輪軌道面18に焼入れ焼き戻し処理を行う。
(もっと読む)
車輪用転がり軸受装置
【課題】車輪用転がり軸受装置において、冷間鍛造によって形成されるフランジ部の強度を低下させることなく重量軽減を図り、且つ、フランジ部に入力される荷重によってフランジ部に発生する応力の局部的な集中(応力集中)を抑制することにある。
【解決手段】冷間鍛造による側方押出加工によって形成されるフランジ部21は、外方フランジ部21dと、内方フランジ部21aとから成り、軸線方向断面で視て内方フランジ部21aは外方フランジ部21dより肉厚に形成されており、ハブボルトのボルト座面部が配設される側のフランジ面形状が、径方向根元部位置から径方向外方に向けて漸次肉薄となる凹曲面部21c(凹曲面傾斜形状)とされて形成されており、凹曲面部21c(凹曲面傾斜形状)はフランジ部21の延出方向に対して直交する面形状として形成されている。
(もっと読む)
パーキングギヤ付きプーリシャフトの製造方法及び同製造装置
【課題】生産性を良好に保ちつつ金型費用を下げることができるパーキングギヤ付きプーリシャフトの製造技術を提供することを課題とする。
【解決手段】丸棒を切断することで棒状素材を造る(ST01)。この棒状素材を熱間鍛造機に掛け、パーキングギヤ部を含めてプーリシャフトを造形する(ST02:熱間鍛造工程)。得られた熱間鍛造品を回転位置決め機構まで運搬する(ST03)。熱間鍛造品を所定の方位に改める(ST04)。位置が決められた熱間鍛造品をローダで慎重に冷間鍛造機まで運搬する(ST05)。冷間鍛造機でパーキングギヤ部を仕上げる(ST06:冷間鍛造工程)。
【効果】鍛造工程は熱間鍛造工程と冷間鍛造工程だけで済む。機械加工は不要である。したがって、生産性を良好に保ちつつ金型費用を下げることができる。
(もっと読む)
減速ギヤの製造方法
【課題】小型、安価で耐久性に優れた減速機構を提供すること。
【解決手段】例えば鉄製の母材30の外周30aの軸方向X1の中央部に、周方向に沿って延びる例えば亜鉛製の環状の薄板からなる当て板32を巻く〔図2(a)〕。母材30と当て板32とを一体鍛造することにより、歯溝33内に歯面34が形成された製造用中間体35を得る〔図2(b)〕。製造用中間体35では、当て板32が母材30に食い込んでいる。製造用中間体35を酸性溶液に浸漬することにより、当て板32のみを溶解する。歯面34の歯幅方向W1の中央部に凹部36が形成された減速ギヤ31を得る〔図2(c)〕。
(もっと読む)
ストライカーの製造方法
【課題】ストライカーを1個のブランクから冷間圧造やプレス成形で一体成形して、取付座部と係合部との連結強度をバラツキなく強固にする。
【解決手段】1個のブランクから冷間圧造で上面開口の箱状部C1と、これの下面中央部から下方に突出し、四角形状の予備係合部C2とでなる第1中間部材Cを形成する。箱状部C1の短寸側両側壁xを切除して、側面視凵字形の箱状部D1をもつ第2中間部材Dを形成する。箱状部D1の長寸側前後壁yを折り曲げ、水平状の取付座部E1をもつ第3中間部材Eを形成する。取付座部D1外周のトリミングと両端部への貫通孔aの打ち抜きを施して第4中間部材Fを形成する。予備係合部F2を打ち抜き加工して取付座部11に側面視四角枠状の係合部12が一体に連設されてなるストライカーSを形成した。
(もっと読む)
自動車用ドアヒンジの製造方法
【課題】鋼製の丸棒から熱間鍛造、パンチング等により、高い強度の自動車用ドアヒンジの製造を、安価な費用で行うことができるようにするものである。
【解決手段】鋼製の丸棒を熱間鍛造により取付部と、腕部と、水平断面が円形状の柱状部7aとを備えた鍛造品33aを成形するとともに、前記柱状部7aに軸心を貫通してヒンジ用ピンを挿入する軸孔6を特殊なダイス52aとパンチ51とを用いてパンチングで形成する際に、前記パンチ51が加工始端側から所定寸法までは形成される孔部が抜きカスとならずに前記柱状部7aが外方に膨出し、前記パンチ51が前記所定寸法から加工終端までは形成される孔部が抜きカスとなって排出される隙間を前記ダイス52aに形成して、前記軸孔6の高さを孔径の2倍以上に形成できるようにしたことにより十分な強度がありながら、製造費用の低減を図った自動車用ドアヒンジの製造方法である。
(もっと読む)
1 - 20 / 209
[ Back to top ]