
Fターム[4E089EB02]の内容
Fターム[4E089EB02]に分類される特許
1 - 20 / 69
プレス機械の制御方法
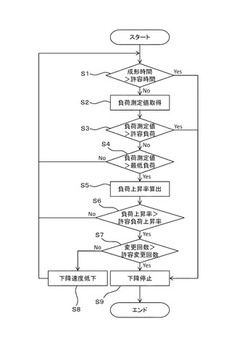
【課題】プレス機械本体や金型が過負荷により破損することを防止するプレス機械の制御方法を提供する。
【解決手段】プレス機械本体や金型などにかかる負荷を測定する負荷測定器1を備え、負荷測定器1で測定された負荷測定値から負荷上昇率を算出し、負荷上昇率が予め定められた許容負荷上昇率を超えた場合に、スライドの下降速度を低下させる。過負荷となる前にプレス機械本体や金型にかかる負荷が下がり、プレス機械本体や金型が過負荷により破損することを防止できる。
(もっと読む)
サーボトランスファプレスシステム

【課題】干渉回避ができかつ操作性の優れたサーボトランスファプレスシステムを提供する。
【解決手段】マスター位相信号に同期させたプレス用個別位相信号およびトランスファ用個別位相信号を生成可能で、プレス用個別位相信号に基づく基準プレスモーションでプレス運転可能かつトランスファ用個別位相信号に基づく基準トランスファモーションでトランスファ運転可能に形成され、基準干渉線図作成手段と基準干渉線図記憶手段と運転干渉線図作成手段と干渉発生有無比較判別手段と個別位相信号相対関係調整手段とを設け、モーション変更に対して自動的なモーション間位相調整を行うことで干渉がないトランスファプレス運転ができる。
(もっと読む)
鍛造プレス装置およびその制御方法
【課題】下降速度と上昇速度が高速である鍛造プレス装置およびその制御方法を提供する。
【解決手段】スライドSを昇降させる駆動軸ESと、駆動軸ESに連結されたフライホイール30と、駆動軸ESに連結されたサーボモータ40とを備える。上昇工程および/または下降工程において、フライホイール30の駆動により駆動軸ESを回転させてスライドSを上昇および/または下降させるように制御する。発生するトルクの大きいフライホイール30の駆動によりスライドSを上昇、下降させるので、従動系の慣性質量が大きくても駆動軸ESを目的の回転速度まで加速するのに時間がかからない。その結果、上昇速度と下降速度を高速にできる。
(もっと読む)
サーボプレスおよびサーボプレスの制御方法
【課題】加工対象の負荷の大きさに適した駆動系でプレス機械を駆動することで、省エネルギー化を図った低コストのサーボプレスを提供する。
【解決手段】スライドの駆動軸に連結してスライドを昇降動作する第1サーボモータと、フライホイールを駆動する第2サーボモータと、前記第2サーボモータと前記スライドの駆動軸とを連結・開放するクラッチと、前記第1サーボモータと第2サーボモータの回転を制御すると共に、前記クラッチの連結・開放を制御するプレスコントローラを備え、前記プレスコントローラは、プレスの小負荷時に前記クラッチを開放して前記第1サーボモータの駆動により前記スライドを昇降動作し、プレスの大負荷時に前記クラッチを連結して前記第1サーボモータと第2サーボモータとの駆動により前記スライドを昇降動作させることを特徴とする。
(もっと読む)
プレス装置
【課題】極めて簡単な装置上の工夫によって、可動型の下降速度を向上させることができ、プレス加工に要するタクトを短縮することができるプレス装置を提供すること。
【解決手段】プレス装置1は、固定型31と、固定型31に対して昇降する可動型32と、可動型32を油圧力によって昇降させる昇降シリンダー51と、昇降シリンダー51を動作させるポンプ42と、作動油Oを貯留するタンク41とを備えている。昇降シリンダー51のヘッド側ポートには、タンク41内の作動油Oをポンプ42を経由させずに流出させるバイパス配管513が接続されている。昇降シリンダー51は、バイパス配管513から流入する作動油Oによって、可動型32の自重Wを受けてピストンロッド516を下方へストロークさせるよう構成されている。
(もっと読む)
加工機のテーブル駆動装置
【課題】衝撃や時間的なロスを発生することなく、高速度・低トルクの駆動と低速度・高トルクの駆動を切り替えることが可能な加工機のテーブル駆動装置を提供する。
【解決手段】上部テーブル13を駆動させるモータ21を備え、該モータ21の各相のコイルは、それぞれ高速回転用コイル、及び高トルク用コイルの直列接続回路からなり、更に、各相の高速回転用コイルと高トルク回転用コイルの接続点どうしの短絡、開放を切り替える高速回転選択回路62、及び、各相の高トルク回転用コイルの端点どうしの短絡、開放を切り替える高トルク選択回路63を備える。そして、上部テーブル13の高速駆動時には、高速回転選択回路62を短絡し、上部テーブル13の高トルク駆動時には、高トルク選択回路63を短絡し、且つ高速回転選択回路62を開放するように制御する。
(もっと読む)
プレス機械
【課題】ネジ機構の回転によってラムが上下動されるプレス機械の構成の簡素化を図ることのできるプレス機械を提供する。
【解決手段】モータ11によって回転されるナット部材7に対して、当該ナット部材7に螺入した螺子部材9を上下動する形式のプレス機械1であって、前記モータ11と第1のダブルクラッチユニット13とを連動連結して設けると共に前記ナット部材7と第2のダブルクラッチユニット15とを連動連結して設け、前記第1、第2のダブルクラッチユニット13,15における一方のクラッチ13A,15Aが接続されたときに動力を伝達する第1の動力伝達経路35Aと、前記第1、第2のダブルクラッチユニット13,15における他方のクラッチ13B,15Bが接続されたときに動力を伝達する第2の動力伝達経路35Bを備え、前記第1の動力伝達経路35Aと第2の動力伝達経路35Bとの減速比を相違してあり、前記第1、第2の動力伝達経路35A,35Bの適宜一方に、減速器37を備えている。
(もっと読む)
サーボプレスの制御装置及び制御方法
【課題】プレスの圧力能力と駆動系のトルク能力に対する過負荷を防止した、サーボプレスの制御装置及び制御方法を提供する。
【解決手段】サーボモータの駆動力を駆動機構を介してスライドに伝達することでプレス成形を行うサーボプレスの制御装置において、スライド目標位置データを算出するモーション演算部と、スライド目標位置データに基いてプレス成形に必要な加工トルクとサーボモータの速度変化に必要な制御トルクに分割するトルク分割部と、分轄された加工トルクを所定の加工制限トルクに制限する加工系制限部と、加工制限トルクと制御トルクとの合成トルクを所定の駆動制限トルクに制限する駆動系制限部を設け、駆動制限トルクの指令に基いて前記サーボモータが駆動されることを特徴とする。
(もっと読む)
プレス機械、および、プレス機械の制御方法
【課題】サーボプレス機械において、ユーザの生産目的に合わせた動作指定を事前におこない、サーボモータの回転数と出力トルク特性に応じて、加減速の制御をおこなえるようにする。
【解決手段】弱め界磁制御を始める回転数の動作モードである動作優先モード、それより小さな回転数の動作モードである客先優先モード、それより大きな回転数の動作モードである生産優先モードのいずれかの動作モードを設定する。そして、設定された動作モードに応じて、最高非加工速度、加減速時定数、加減速終端丸め定数からなるサーボパラメタによりサーボモータに対してサーボ制御をするように設定する。客先優先モードでは、加減速時定数を小さくし、加減速の変化を大きくして、生産優先モードでは、加減速時定数を大きくして、加減速の変化を小さくする。
(もっと読む)
電動シリンダの制御方法及び電動シリンダの制御システム
【課題】 電動シリンダのロッドと被加圧部材が予期しない衝突を起こすことで生じるオーバーロードにより、電動シリンダやロッドに連結された荷重検出器が破損することを防ぐことができる電動シリンダの制御方法及び制御システムを実現する。
【解決手段】サーボコントローラ17は、荷重検出器13によって検出された加圧荷重Pmが衝突検知荷重Pc以上であるか否かを判定し、加圧荷重Pmが衝突検知荷重Pc以上であると判定した場合に、更に、衝突時停止フラグがONであるか否か、ロッド11の駆動速度Smが衝突許可速度Sc以上であるか否か、を判定し、衝突時停止フラグがONである、または、駆動速度Smが衝突許可速度Sc以上であると判定した場合に、サーボアンプ16に逆方向位置指令パルス信号を出力し、サーボアンプ16に蓄積されている溜りパルスを強制的に減少させてロッド11を停止させる。
(もっと読む)
ダイクッション制御装置
【課題】スライド速度を計算するための明確な手法を提供する。
【解決手段】指定されたモーションデータを基にマスター角度の単位変化量に対する目標スライド位置の変化量を仮スライド速度として算出し、当該算出した仮スライド速度とマスター角度との対応関係を示す速度変換テーブルを作成する速度変換テーブル作成部と、プレス制御装置から更新周期毎に入力されるマスター角度に対応する仮スライド速度を速度変換テーブルから求め、指定されたマスター速度を単位時間当りのマスター角度の変化量に換算して仮スライド速度に乗算することにより、単位時間当たりのスライド移動量を示すスライド速度を算出するスライド速度算出部とをダイクッション制御装置に設ける。
(もっと読む)
ダイクッション制御装置
【課題】スライド速度を計算するための明確な手法を提供する。
【解決手段】指定されたモーションデータを基にマスター角度の単位変化量に対する目標メインギア角度の変化量をメインギア速度として算出すると共に、目標メインギア角度の単位変化量に対する目標スライド位置の変化量を仮スライド速度として算出し、当該算出したメインギア速度及び仮スライド速度と目標メインギア角度との対応関係を示す速度変換テーブルを作成する速度変換テーブル作成部と、更新周期毎に角度センサから得られる現メインギア角度に対応するメインギア速度及び仮スライド速度を速度変換テーブルから求め、当該求めたメインギア速度と仮スライド速度とを乗算することで単位時間当たりのスライド移動量を示すスライド速度を算出するスライド速度算出部とをダイクッション制御装置に設ける。
(もっと読む)
圧力制御装置
【課題】制御系を不安定にすることなく、加圧対象物の弾性定数の同定精度を向上させた圧力制御装置を得る。
【解決手段】圧力制御部(10)による圧力制御を行うことなく、圧力検出部(6)で検出された圧力信号があらかじめ設定された許容値を超えない範囲で、加圧対象物(5)に対する機械負荷(4)の位置を変化させる加圧動作を行わせ、加圧動作中に位置検出部(2)で検出された位置信号と圧力検出部(6)で検出された圧力信号との組合せからなる複数のデータを取得し、複数のデータに基づいて加圧対象物の弾性定数を同定する同定手段(40、50、60、70、80)をさらに備える。
(もっと読む)
押出プレス装置
【課題】押出プレス装置を作動させる可変容積形ポンプにパイロット圧力を供給するパイロットポンプ及びパイロットポンプを駆動する電動機を消費するエネルギーの少ない状態で運転して無駄な電力を削減し、もってエネルギー消費量の少ない押出プレス装置を提供する。
【解決手段】パイロット圧力が負荷されるレギュレータ等の吐出量制御手段12を備えた可変容積形ポンプ10を有し、予め定めた速度設定値に基づいて吐出量制御手段12に速度信号を出力して可変容積形ポンプ10の傾転により供給する圧油量を変化させ、各動作工程の速度が制御される金属の押出プレス装置に、吐出量制御手段12に供給するパイロット圧の油量を、前記速度設定値を切り替えるときに最大となり、該切り替えた速度設定値となったときに最小となるよう制御するパイロット圧力の供給手段30を設けた。
(もっと読む)
成形部品を製造するための成形機
【課題】高い製造品質を伴った費用効果的な製造を行うことができるようにする。
【解決手段】ワイヤ、チューブまたは他の細長いワークピース120を成形することによって成形部品を製造するための成形機100は、複数の機械シャフトと、それらを駆動するための複数の電気駆動装置を有する駆動システムと、製造工程特有の動作プログラムに従った製造工程において、機械シャフトの動作運動を調整制御するための制御装置150と、製造工程用の成形機の動作速度を設定するための速度設定装置とを有する。オペレータ情報システムは、オペレータ情報の少なくとも1つの項目を決定して出力するために使用され、これにより、オペレータが、製造に必要なエネルギー消費量を表す少なくとも1つの最適化基準に対して、動作速度を最適化することが可能になる。
(もっと読む)
機械式プレス機
【課題】 深絞り加工をおこなうことが可能であり、且つ大量生産することが可能な、しかも正確なスプリングバック量を金型の設計時に配慮しなくとも正確なプレス加工をおこなうことができるプレス機を提供する。
【解決手段】 サーボモータMによって駆動されるスライド3が昇降動作することによって、該スライド3側に取着された金型(上金型4U)と、ベッド側に取着された金型(下金型4L)との間で、被加工物Wを成形加工をする機械式プレス機Aが、制御装置14と操作手段(操作パネル14p)を具備し、かかる操作手段14pから入力されたデータに基づいて、前記サーボモータMを、制御装置14によって、制御をおこなうことによって、被加工物Wの性状や形態等に合わせて前記昇降速度及び回転方向を任意に制御して、前記成形加工をおこなう。
(もっと読む)
合金化溶融亜鉛めっき鋼板からなる絞り成形品の製造方法および製造装置
【課題】GA鋼板を絞り成形する際の摺動性を安定化し、成形性の向上を図る。
【解決手段】パンチ11とダイ13を備えるプレス成形装置を用いてGA鋼板14を絞り成形することによって絞り成形品を製造する際に、予め成形荷重が最大となる成形ストロークまたは成形荷重の最大値を求め、求めた成形ストロークまたは成形荷重の最大値に基づき、パンチ11とGA鋼板14とが接触を開始してから成形荷重が最大となる成形ストロークまでの間の少なくとも一部の領域では、直前のパンチ速度を維持し、または成形ストロークとともにパンチ成形速度を増大するようにする。この領域は、成形荷重が成形荷重の最大の90%に到達してから成形荷重が最大となる成形ストロークまでの領域である。
(もっと読む)
ブレークスルー時の騒音を低減した打抜き加工方法
【課題】オーステナイト系ステンレス鋼板に打抜き加工を施す際、サーボプレスの使用により、騒音を低減した打抜き加工方法を提供する。
【解決手段】ダイス及びパンチの材質・形状、金型クリアランス、板押さえ並びに潤滑条件なる条件を実際の打抜き加工条件と同じ条件にして所定の加工速度で打抜き加工を施し、パンチが被加工オーステナイト系ステンレス鋼板に最初に接触した加工開始位置から破断位置までの距離を測定した後、実際の打抜き加工条件時に、パンチが加工開始位置から破断位置までの距離に達する直前までは加工速度を速くし、その後、加工速度を遅くする。
(もっと読む)
電動シリンダの制御方法及び電動シリンダの制御システム
【課題】 加圧荷重が目標荷重を超過することを防ぎ、かつ、加圧処理時間を短縮することができるサーボモータで駆動される電動シリンダの制御方法及び電動シリンダの制御システムを実現する
【解決手段】サーボコントローラ17は、ロッド11の駆動速度と、加圧荷重Pmが目標荷重Ptを超えないようにロッド11を停止させる判定を行うために用いる停止荷重Psと、を設定可能に構成されており、ロッド11の速度制御による駆動を行い、荷重検出器13によって検出された加圧荷重Pmが停止荷重Ps以上であるか否かを判定し、加圧荷重Pmが停止荷重Ps以上であると判定した場合に、サーボアンプ16にロッド11の駆動速度が0になる停止信号を出力し、加圧荷重Pmが停止荷重Psに到達するまではロッド11を減速せずに、ロッド11を目標荷重Ptで停止させることができる。
(もっと読む)
プレス駆動装置およびプレス駆動装置によって工具支承部のストローク運動を発生させるための方法
モータ側のカップリングエレメント(25)と工具支承部側のカップリングエレメント(34)とを備えたカップリングを介して工具支承部(47)に駆動結合されているプレス駆動モータ(18)を有するプレス駆動装置(7)が記載される。高い動的特性を有するプレス駆動装置(7)が得られるようにするために、モータ側のカップリングエレメント(25)と工具支承部側のカップリングエレメント(34)との間に、少なくとも1つの弾性的な結合エレメント(27,31)が間挿接続されており、制御可能な遅延装置(51)が設けられており、該遅延装置(51)が、工具支承部側のカップリングエレメント(34)に作用しており、該遅延装置(51)によって、工具支承部側のカップリングエレメント(34)の、プレス駆動モータ(18)により導入された運動変化が、前記弾性的な結合エレメント(27,31)の変形下に少なくとも部分的に制御されて遅延可能である。  (もっと読む)
(もっと読む)
1 - 20 / 69
[ Back to top ]