
Fターム[4E089EB03]の内容
Fターム[4E089EB03]に分類される特許
1 - 20 / 90
油圧プレス装置の制御方法
プレス機械の制御方法
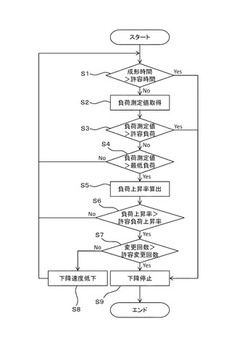
【課題】プレス機械本体や金型が過負荷により破損することを防止するプレス機械の制御方法を提供する。
【解決手段】プレス機械本体や金型などにかかる負荷を測定する負荷測定器1を備え、負荷測定器1で測定された負荷測定値から負荷上昇率を算出し、負荷上昇率が予め定められた許容負荷上昇率を超えた場合に、スライドの下降速度を低下させる。過負荷となる前にプレス機械本体や金型にかかる負荷が下がり、プレス機械本体や金型が過負荷により破損することを防止できる。
(もっと読む)
微細貫通孔成形品の製造方法、およびその方法により製造されたミスト形成用フィルター

【課題】合成樹脂の基材シートに多数の微細な貫通孔を高精度で形成することが可能な微細貫通孔成形品の製造方法を提供する。
【解決手段】受台11と、基材シート20を支持するバックシート12と、多数の突状部31を有する超音波成形型30とを備えた微細貫通孔成形装置10を用いて、微細貫通孔成形品40を製造する。まず、突状部31が基材シート20の直上にくるまで超音波成形型30を位置制御して降下させる。次に、超音波成形型30の制御を位置制御から荷重制御に切り換えて、超音波成形型30を更に降下させるとともに、超音波成形型30の突状部31を超音波振動させ、突状部31が基材シートを貫通することにより、基材シート20に多数の微細貫通孔41を形成する。
(もっと読む)
サーボプレスおよびサーボプレスの制御方法
【課題】加工対象の負荷の大きさに適した駆動系でプレス機械を駆動することで、省エネルギー化を図った低コストのサーボプレスを提供する。
【解決手段】スライドの駆動軸に連結してスライドを昇降動作する第1サーボモータと、フライホイールを駆動する第2サーボモータと、前記第2サーボモータと前記スライドの駆動軸とを連結・開放するクラッチと、前記第1サーボモータと第2サーボモータの回転を制御すると共に、前記クラッチの連結・開放を制御するプレスコントローラを備え、前記プレスコントローラは、プレスの小負荷時に前記クラッチを開放して前記第1サーボモータの駆動により前記スライドを昇降動作し、プレスの大負荷時に前記クラッチを連結して前記第1サーボモータと第2サーボモータとの駆動により前記スライドを昇降動作させることを特徴とする。
(もっと読む)
鍛造プレス装置およびその制御方法
【課題】下降速度と上昇速度が高速である鍛造プレス装置およびその制御方法を提供する。
【解決手段】スライドSを昇降させる駆動軸ESと、駆動軸ESに連結されたフライホイール30と、駆動軸ESに連結されたサーボモータ40とを備える。上昇工程および/または下降工程において、フライホイール30の駆動により駆動軸ESを回転させてスライドSを上昇および/または下降させるように制御する。発生するトルクの大きいフライホイール30の駆動によりスライドSを上昇、下降させるので、従動系の慣性質量が大きくても駆動軸ESを目的の回転速度まで加速するのに時間がかからない。その結果、上昇速度と下降速度を高速にできる。
(もっと読む)
電動プレス成形機の制御方法及び樹脂成形体の製造方法
【課題】設定型締め力が小さい場合であっても金型の型閉じ速度を安定させる。
【解決手段】本発明に係る電動プレス成形機1の制御方法は、サーボモーター7,8を駆動源とする直圧式の電動プレス成形機1を用い、金型2A,2Bに加わる型締め力が設定型締め力Gに達するまで金型2A,2Bを閉じて熱可塑性樹脂を賦形する賦形工程と、賦形工程の後に、設定型締め力Gによる金型2A,2Bの型締めを行う型締め工程とを備え、賦形工程では、金型2A,2Bの型閉じ速度が予め設定された設定速度Vに達するまでサーボモーター7,8の定格トルクの100%以上のトルクである速度安定トルクTvを制御許容値としてサーボモーター7,8を駆動させて金型2Aの位置制御を行う。
(もっと読む)
電動プレス成形機の制御方法及び樹脂成形体の製造方法
【課題】型閉じ速度が速い場合や型締め力が小さい場合であっても型閉じ完了後のバウンドの発生を抑制する。
【解決手段】本発明に係る電動プレス成形機1の制御方法は、サーボモーター7,8を有する直圧式の電動プレス成形機1を用い、金型2A,2Bに加わる型締め力が設定型締め力Gに達するまで金型2A,2Bを閉じて熱可塑性樹脂を賦形する賦形工程と、型締め力が設定型締め力Gに達した時から0.01秒以上1秒以下の間、位置決めトルクTpを制御許容値としてサーボモーター7,8を駆動させて金型2Aを位置制御することにより金型2A,2B間の距離を維持する位置決め工程と、設定型締め力Gによる金型2A,2Bの型締めを行う型締め工程とを備え、設定型締め力Gは定格トルクより小さい設定トルクTを制御目標値としてサーボモーター7,8をトルク制御することにより加えられ、位置決めトルクTpは設定トルクより大きい。
(もっと読む)
電動式成形加工機及び、電動式成形加工機の作業原点確立方法
【課題】電動式成形加工機において、成形品の高い加工精度を低コストで実現するための技術を提供する。
【解決手段】電動式プレス加工機1は、上金型6と、上被支持部8と、を含む上金型ユニット2と、上金型6と対向する下金型9を含む下金型ユニット3と、下金型ユニット3に取り付けられると共に、下金型ユニット3に対して上金型ユニット2を相対的に移動させる、複数の加圧ユニット4と、を備える。各加圧ユニット4は、上押圧部18と下押圧部20を有するねじ軸17と、ねじ軸17を駆動することで上金型ユニット2を下金型ユニット3に対して相対的に移動させる駆動源としてのサーボモータ12と、を含んで構成されている。上押圧部18と下押圧部20は、上金型ユニット2がねじ軸17に支持された状態で、上金型ユニット2の上被支持部8が上押圧部18と下押圧部20の間で移動自在となるように配置されている。
(もっと読む)
プレス機械
【課題】ダイクッション側のサーボモータを小型化でき、かつオーバーシュートに関する問題を解決できるプレス機械を提供すること。
【解決手段】スライド2と、スライド2駆動用のサーボモータ17と、ダイクッション7と、ダイクッション7駆動用のサーボモータ49と、サーボモータ17,49を制御入力u1,u2で制御する制御装置18とを備え、制御装置18には、サーボモータ17への荷重指令U1を制御入力u1に基づき生成する第1荷重指令演算部51と、サーボモータ49への荷重指令U2を制御入力u2に基づき生成する第2荷重指令演算部52とが設けられ、制御入力u1,u2は、上型がワークに衝突してから所定時間経過するまでの第1段階でのスライド2およびダイクッション7の終端状態、および所定時間経過してからスライド2が下死点に到達するまでの第2段階でのスライド2およびダイクッション7の終端状態に基づいて演算される。
(もっと読む)
超音波塑性加工の荷重予測方法、荷重予測システム、荷重制御システムおよび装置
【課題】超音波を工具または素材に重畳する超音波塑性加工の荷重低減量を簡便な方法で精度良く予測する方法を提供する。
【解決手段】金属、樹脂や塑性変形性を有する材料を工具で負荷しながら、工具および/または被加工材に超音波振動を重畳して成形する超音波塑性加工において、超音波振動を付与しない場合の加工中の荷重と変位の関係を求める第1の手順と、重畳する超音波の変位幅である振幅の二倍の変位を負荷した際に生じる弾性荷重の変化幅を求める第2の手順と、第1の手順で得られた荷重から第2の手順により得られた弾性荷重の変化幅だけ除荷して除荷荷重を求める第3の手順と、第1の手順の荷重と第3の手順の荷重の平均荷重を求めて予測荷重とする第4の手順からなる。
(もっと読む)
加工機のテーブル駆動装置
【課題】衝撃や時間的なロスを発生することなく、高速度・低トルクの駆動と低速度・高トルクの駆動を切り替えることが可能な加工機のテーブル駆動装置を提供する。
【解決手段】上部テーブル13を駆動させるモータ21を備え、該モータ21の各相のコイルは、それぞれ高速回転用コイル、及び高トルク用コイルの直列接続回路からなり、更に、各相の高速回転用コイルと高トルク回転用コイルの接続点どうしの短絡、開放を切り替える高速回転選択回路62、及び、各相の高トルク回転用コイルの端点どうしの短絡、開放を切り替える高トルク選択回路63を備える。そして、上部テーブル13の高速駆動時には、高速回転選択回路62を短絡し、上部テーブル13の高トルク駆動時には、高トルク選択回路63を短絡し、且つ高速回転選択回路62を開放するように制御する。
(もっと読む)
産業機械
【課題】 フライホイルを用いる産業機械において、駆動用モータ等の寸法増大を抑え、負荷の速度を高自由度で制御できるようにする。
【解決手段】 負荷駆動軸に減速ギアの出力軸を接続し、該減速ギアの入力軸側のギアを第1のモータで駆動し、フライホイルには差動機構を接続し、該差動機構を、そのキャリアに減速ギアの出力軸が接続され、サンギアから入力された回転動力を該フライホイルに伝達しエネルギーとして蓄積させるとともに、該蓄積エネルギーをサンギア側及びキャリア側に放出する構成とし、さらに、該差動機構のサンギアを第2のモータで駆動し、負荷駆動軸の回転角位置に応じ、第2のモータによりフライホイルを加速してエネルギーを蓄積させ、その後、該蓄積エネルギーを放出して第1のモータの不足トルクを補いながら負荷駆動軸を駆動する構成とする。
(もっと読む)
プレス機械
【課題】ネジ機構の回転によってラムが上下動されるプレス機械の構成の簡素化を図ることのできるプレス機械を提供する。
【解決手段】モータ11によって回転されるナット部材7に対して、当該ナット部材7に螺入した螺子部材9を上下動する形式のプレス機械1であって、前記モータ11と第1のダブルクラッチユニット13とを連動連結して設けると共に前記ナット部材7と第2のダブルクラッチユニット15とを連動連結して設け、前記第1、第2のダブルクラッチユニット13,15における一方のクラッチ13A,15Aが接続されたときに動力を伝達する第1の動力伝達経路35Aと、前記第1、第2のダブルクラッチユニット13,15における他方のクラッチ13B,15Bが接続されたときに動力を伝達する第2の動力伝達経路35Bを備え、前記第1の動力伝達経路35Aと第2の動力伝達経路35Bとの減速比を相違してあり、前記第1、第2の動力伝達経路35A,35Bの適宜一方に、減速器37を備えている。
(もっと読む)
サーボプレスの制御装置及び制御方法
【課題】プレスの圧力能力と駆動系のトルク能力に対する過負荷を防止した、サーボプレスの制御装置及び制御方法を提供する。
【解決手段】サーボモータの駆動力を駆動機構を介してスライドに伝達することでプレス成形を行うサーボプレスの制御装置において、スライド目標位置データを算出するモーション演算部と、スライド目標位置データに基いてプレス成形に必要な加工トルクとサーボモータの速度変化に必要な制御トルクに分割するトルク分割部と、分轄された加工トルクを所定の加工制限トルクに制限する加工系制限部と、加工制限トルクと制御トルクとの合成トルクを所定の駆動制限トルクに制限する駆動系制限部を設け、駆動制限トルクの指令に基いて前記サーボモータが駆動されることを特徴とする。
(もっと読む)
樹脂封止装置
【課題】ひずみゲージの異常を簡易かつ高精度に検出して成形品の品質信頼性を向上させた樹脂封止装置を提供する。
【解決手段】ワークを樹脂封止する樹脂封止装置であって、ホイートストンブリッジ回路を備えたひずみゲージと、ホイートストンブリッジ回路の四端子における電圧値を検出する検出部と、検出部の出力を増幅するトランスミッタと、トランスミッタの出力をA/D変換して、ひずみゲージのひずみ量を算出するA/D変換部と、ひずみゲージに与えるように指令された荷重とA/D変換部の出力とを比較して、この荷重とA/D変換部の出力との差異が小さくなるようにサーボモータの動作を制御する制御部とを有し、検出部は、ホイートストンブリッジ回路の四端子における電圧値のそれぞれを所定のしきい値と比較することにより、ホイートストンブリッジ回路を構成する抵抗体の異常を検出する。
(もっと読む)
機械プレスのプレス荷重制御装置
【課題】機械プレスにおいて、プレス荷重指令に沿ってプレス荷重を高応答に可変制御可能にする。
【解決手段】機械プレスのスライド内に設けたシリンダ−ピストン機構の油圧室24の圧力(シリンダ力)を、プレス荷重指令に対応するシリンダ力指令に応じて、電動サーボモータ3により駆動される油圧ポンプ/モータ2により高応答に可変制御可能にする。これにより、過負荷が発生するようにダイハイト量を小さめに設定しても過負荷が発生する手前でプレス荷重を制限することができ、ダイハイト量を厳密に調整する手間を省くことができる。また、下死点近傍における加圧時間を長くすることができるとともに、加圧終了時にブレークスルー現象の発生を抑制することができ、更に過負荷が生じないため圧油がリリーフされることがなく、プレス動作が中断することがない。
(もっと読む)
プレス成形荷重の計算方法
【課題】プレス加工の成形荷重をシミュレーションにより正確に計算する。
【解決手段】複数種のサンプル部品について、プレス下死点より手前のストローク位置における成形荷重計算値をシミュレーションにより求める第1ステップと、複数種のサンプル部品の成形荷重計算値と実機における成形荷重との相関近似式を求める第2ステップと、対象部品の前記ストローク位置における成形荷重計算値をシミュレーションにより求める第3ステップと、対象部品の成形荷重計算値を相関近似式に代入することにより、対象部品のプレス下死点における成形荷重を計算する第4ステップとを有する。
(もっと読む)
プレス成形システムおよびプレス成形システムの制御方法
【課題】 省エネルギー化を図りつつ各プレスユニットの制御を高精度に行うことのできるプレス成形システムおよびプレス成形システムの制御方法を提供する。
【解決手段】 プレス成形システム1は、複数のプレスユニット2が配設され共通の搬送機構4により前記プレスユニット2に対してプレス成形材Pの搬入が行われるプレス成形システム1において、各プレスユニット2は、昇圧制御工程B、加圧保持制御工程C、および降圧制御工程Dを少なくとも有し、昇圧制御工程Bの時間よりも加圧保持制御工程Cの時間の方が長く設けられ、各プレスユニット2にはそれぞれサーボモータ20により回転駆動されるポンプ21が備えられている。
(もっと読む)
プレス装置およびプレス方法
【課題】 ポンプから加圧用シリンダに作動油を供給して3分間以上の加圧工程により成形材を加圧するプレス装置およびプレス方法において、油圧回路を複雑化することなく加圧時の省エネルギー化を図りつつ、低圧領域の加圧制御も良好に行うことのできるプレス装置またはプレス方法を提供する。
【解決手段】 ポンプ21から加圧用シリンダ14に作動油を供給してポンプから加圧用シリンダに作動油を供給して3分間以上の加圧工程Hにより成形材Pを加圧するプレス装置11において、サーボモータ20またはインバータ制御モータにより回転数を制御可能かつ吐出量を変更可能なポンプ21が設けられ、前記ポンプ21を制御して設定油圧2MPa以下の低圧領域の加圧工程B,Dを含む加圧工程Hにより成形材Pを加圧する。
(もっと読む)
クランクプレス
【課題】簡単な機構で必要なクラッチトルクを安定して精度よく求め、クラッチに過剰とならない適正な流体圧を付与できるようにすることである。
【解決手段】ひずみ検出装置31で検出される両側のサイドフレーム2のひずみを荷重計アンプ33で実プレス荷重に変換し、この実プレス荷重に対応するクラッチトルクを得るのに必要な流体圧の下限値を求めて、求めた流体圧の下限値に所定の余裕代を持たせて、コントローラ34からエア圧レギュレータ23に指示する流体圧の設定値を決定することにより、サイドフレーム2のひずみから、簡単な機構で必要なクラッチトルクを安定して精度よく求め、クラッチ14に過剰とならない適正な流体圧を付与できるようにした。
(もっと読む)
1 - 20 / 90
[ Back to top ]