
Fターム[4E093VA04]の内容
鋳型又は中子及びその造型方法 (3,688) | 車輪、ロール又はローラ用 (84) | 円盤(ディスク)状体鋳物 (14)
Fターム[4E093VA04]に分類される特許
1 - 14 / 14
中子囲い込み型具構造および該型具構造を使用する鋳造方法
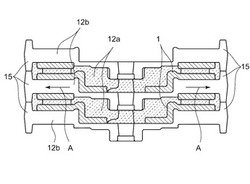
【課題】環状部材用キャビティの軸心近傍から放射状に注湯するセンターゲート形式の鋳型を使用した鋳造における製品品質低下を回避する型具構造並びに鋳造方法を提供する。
【解決手段】型具構造は、少なくとも1つの中子12aと中子12aを挟んで配置される少なくとも一対の型12bとから構成され、環状部材を鋳造するためのキャビティを有し、該環状部材の軸心近傍に湯口19並びに湯路18を設けて湯を半径方向に放射状に拡散させて鋳込むよう形成される。一対の型12bは、外周面の全周から軸方向の一方もしくは双方に延びる鍔部15を有し、中子12aの外周の周囲を鍔部15で囲って中子12aの膨張による変形、崩壊を阻止するよう構成される。キャビティから型12bの外周面に抜けるガス抜き溝25を、中子12aと型12bの境界面、鍔部15の当接面に形成し、キャビティ内のガスを型の外部へ放出するよう構成される。
(もっと読む)
フローティング型ディスクブレーキのキャリパボディの製造方法およびキャリパボディ

【課題】キャリパボディの製造効率を向上させる。
【解決手段】ディスクロータへブレーキパッドを押圧するピストンが挿入されるシリンダ孔が形成されるシリンダ部構成部25aと、シリンダ部構成部25aから延出され透孔50が形成されるブリッジ部26と、ブリッジ部26の先端側に形成されシリンダ部構成部25aに対向配置される爪部構成部27aとを有し、爪部構成部27aに相当する部位71のディスクロータ周方向に離間した少なくとも2箇所に湯口82A,82Bを設けた鋳型70を準備し、鋳型70の少なくとも2箇所の湯口82A,82Bから溶湯を注入し、シリンダ部構成部25a側から凝固が始まるようにする。
(もっと読む)
車両用ディスクブレーキのキャリパボディ
【課題】ディスク周方向に併設されるシリンダ孔を確実に連通させることができると共に、ユニオン孔又はブリーダ孔となる通孔の穿孔に高い精度を必要とせず、加工性の向上を図ることができる車両用ディスクブレーキのキャリパボディを提供する。
【解決手段】隣接するシリンダ孔4,4の底部側同士を作動液連通孔11で連通させると共に、該作動液連通孔11と、シリンダ孔4,4とを1つのシェル中子で形成する。キャリパボディ3の外面から作動液連通孔11に向けて穿孔した穿設孔をユニオン孔17に加工する。
(もっと読む)
スクロール部材用成形型
【課題】成形型の寿命を大幅に延ばすことが可能なスクロール部材用成形型および成形装置を提供する。
【解決手段】スクロール部材用成形型2は、渦巻き状の部分51を有するスクロール部材50を成形するための成形型である。渦巻き状の部分50の先端を押す渦巻き用押出ピン3は、渦巻き状の部分51における当接部分55に当接する。渦巻き状の部分51における当接部分55に対応する溝13cの幅は、渦巻き状の部分51における当接部分55以外の部分に対応する溝13aの幅よりも大きい。
(もっと読む)
ブレーキバンド、換気ディスクブレーキディスクおよびディスクブレーキディスクの中子を製造するための中子型
【課題】 ブレーキバンド、換気ディスクブレーキディスクおよびディスクブレーキディスクの中子を製造するための中子型を提供することである。
【解決手段】 ディスクブレーキディスク(10)に使用されるブレーキバンド(14)は、軸(Z−Z)と同軸状であり、互いに対面する2つのプレート(16、18)を備えている。前記プレート(16、18)は、柱状要素(24、26、28)が、前記プレートを連結するために、横切って延在する対面する表面(22)を有し、前記柱状要素は、スペース(20)内に一様に分配されるように、前記プレートと同心状の円形リング、あるいは、列に分配され、ブレーキバンド(14)の内側の列に配置される前記柱状要素(24、26)は、菱形の横断面を有している。前記バンドの内側の列にある柱状要素の菱形の横断面は、流れ方向を横切る軸に対して相称的である。
(もっと読む)
車両用ディスクブレーキのキャリパボディ製造方法及びキャリパボディ
【課題】鋳造により安価に製造することができるとともに、品質及び生産性の向上を図ることのできるモノコック構造ピストン対向型の車両用ディスクブレーキのキャリパボディ製造方法及びキャリパボディを提供する。
【解決手段】キャリパボディ鋳造型12の一方の作用部3aのシリンダ孔底部形成部分に湯口部13を設ける。湯口部13は、その断面積が一方の作用部3aのシリンダ孔底面の面積よりも大きく、且つ、シリンダ孔3f,3fが湯口部13の内側に配置されるように形成されるとともに、湯口部13を鉛直方向上方、他方の作用部3bのシリンダ孔底部形成部分を鉛直方向下方にそれぞれ向けてキャビティを形成し、湯口部13からキャビティに溶湯を注入する。
(もっと読む)
ディスクブレーキ用キャリパの製造方法
【課題】一本のパイプによって複数のシリンダボア間を連通させかつシリンダ底を塞ぐ必要もないディスクブレーキ用キャリパの製造方法を提供する。
【解決手段】キャリパ1の製造方法であって、成形型13のキャビティ13c内に中子15とパイプ2をセットして成形材料を流し込む。中子15によってキャリパ1の中央に位置する中央開口部1eと、シリンダ底1c1を有する複数の第一シリンダボア1cと、シリンダ底1d1を有する複数の第二シリンダボア1dとを形成する。パイプ2は、一端部2aと、複数の第一シリンダボア1cを連通して延出する第一連通部2bと、複数の第二シリンダボア1dを連通して延出する第二連通部2dを有している。成形時にパイプ2を鋳ぐるみ、成形後に各シリンダボア1c,1d内を延出するパイプ2を削り、これによって複数の第一シリンダボア1cと複数の第二シリンダボア1dとをパイプ2によって連通させる。
(もっと読む)
ディスクロータ鋳造方法
【課題】摺動リング部における偏摩耗の抑制、殊に外周面側の偏摩耗の抑制に一層貢献することができるディスクロータ鋳造方法を提供する。
【解決手段】ディスクロータの摺動リングを鋳造する鋳造キャビティ53と、摺動リング部2の外周面を成形する外周成形用鋳型面531と、摺動リング部の内周面を成形する内周成形用鋳型面532と、外周成形用鋳型面531の側において円周方向に間隔を隔てて形成され鋳造キャビティ53の中心線P2を放射方向に通る法線77,78,79に対して90°未満の傾斜角度で傾斜した中心線61a,62a,63aをもつ複数の堰61,62,63で形成された堰群6と、堰群6に連通する湯道71,72,73と、湯口7とを備える鋳型5を準備する。溶湯を堰群6の各堰61,62,63から法線77,78,79に対して90°未満の傾斜角度θ1,θ2,θ3で鋳造キャビティ53内に注入して凝固させる。
(もっと読む)
自動車用ホイール
【課題】ハブボルト挿通孔回りの変形、特に挫屈してしまうことを防止することが出来る鋳造アルミニュームで製造された自動車用ホイールの提供。
【解決手段】アルミニューム鋳造で製造された自動車用ホイール(1)において、ディスク(2)取付用のボルト孔(4)がインサート(40)に形成されており、該インサート(40)は鋳造アルミニュームとは別の素材で構成されており、ホイール表面に露出している部分(41)と、鋳造アルミニュームに埋設されている部分(45)とを有しており、ディスク(2)取付用のボルト孔(4)近傍から構造上強度が要求される領域に向って突出しているフランジ(46)が形成されており、該フランジ(46)は鋳造アルミニュームに埋設されている。
(もっと読む)
アルミ製プーリ及びその製造方法
【課題】
アンダーカット面を成形するための駒による段差部の発生を回避し得るとともに、複数のカム部を精度よく成形することができるアルミ製プーリ及びその製造方法を提供する。
【解決手段】
固定シーブ2の固定側テーパ面aと可動側テーパ面bとの間でVベルトを懸架しつつ固定シーブ2と共に回転可能とされるとともに、当該固定シーブ2と近接又は離間可能とされたアルミ製の可動シーブ3と、該可動シーブ3から一体的に複数突出成形され、成形時逆勾配となるアンダーカット面11aと非アンダーカット面11bとを有するカム部11とを有するアルミ製プーリにおいて、可動シーブ3は、隣接するカム部11の間にアンダーカット面11a及び非アンダーカット面11bに対応する成形面14a、14bが形成された駒14を配置しつつアルミ材を流し込んで成形されるものである。
(もっと読む)
鋳造用金型
【課題】中子の位置ズレが起こり難く、寸法精度良好な鋳造品を製造し得る鋳造用金型を提供する。
【解決手段】金型本体4と、棒状の幅木2が金型本体4の貫通孔3に嵌入されることによって所定位置に配設されてキャビティ6を形成する中子5とを備えた鋳造用金型1である。幅木2が、主軸部10と、一以上の突出部12とから構成されてなり、幅木2が貫通孔3に嵌入された状態で、中子5が主軸部10の中心軸を中心に所定角度回転させられることによって、突出部12が金型本体4の外面に当接し、中子5の主軸部10の中心軸方向への移動が制止されて、中子5が固定された状態でキャビティ6を形成することが可能なものである。
(もっと読む)
鉄を含む構成要素の特性を高める組成及び方法
構成要素、例えばギア及び他の動力伝達部品は、高強度、高靱性の鉄を含む金属合金をニアネット鋳造し、金属合金を表面処理して、硬化された表面領域を形成し、そして表面領域に潤滑膜を被覆することによって形成される。  (もっと読む)
(もっと読む)
車両ホイールの製造方法およびスピニング加工装置
【課題】 車両ホイールのリム部をスピニング加工により得る際、プリフォームの芯出し精度を向上させる。
【解決手段】 ディスク部31と、リム原形部32とを一体に有する車両ホイールのプリフォーム30を鋳造する。この鋳造時に、鋳型の溶湯案内部に対応して芯出し用凹部34が成形される。次に、プリフォーム30のリム原形部32をマンドレル40の外周に被せるとともに、ディスク部31をマンドレル40の端面とクランプ部材50とで挟持し、この状態で、リム原形部32にスピニング加工を施す。マンドレル40の端面中央には芯出し用凸部44bが形成され、プリフォーム30の芯出し用凹部34に嵌まることにより、プリフォーム30の芯出しが行なわれる。
(もっと読む)
ストラップ、鋳造用金型、入子、鋳造装置及び鋳造方法
【課題】離型動作の妨げ要因が少なく、かつ、セル間接続部同士の高い溶接品質が得られるストラップを提供する。
【解決手段】鉛蓄電池用のストラップ1にあって、鉛蓄電池内で隔壁を隔てて隣接し合う同士が溶接されるセル間接続部2と、極板群の耳部と一体化される接続部3と、が略直角に対応するL型に形成され、かつ、前記セル間接続部2と接続部3の両側部がストレートに連なるように形成されると共に、前記セル間接続部2が0.6°〜1.0°の先細りのテーパー角をなすように形成される。
(もっと読む)
1 - 14 / 14
[ Back to top ]