
Fターム[4F072AA08]の内容
強化プラスチック材料 (49,419) | 材料の全体的特徴 (6,023) | マトリックス (2,909) | 熱可塑性樹脂 (997)
Fターム[4F072AA08]に分類される特許
241 - 260 / 997
炭素繊維チョップドストランド及びその製造法
【課題】大量生産に対応するための大型梱包を実現し、ホッパーから押出機への安定供給性と分散性を同時に満足することのできる炭素繊維チョップドストランド、及び、その製造法を提供すること。
【解決手段】チョップドストランドを構成する炭素繊維フィラメントの本数が30,000〜120,000本の炭素繊維チョップドストランドであって、断面の長径(Dmax)と短径(Dmin)の比(Dmax/Dmin)が1.0〜1.8であり、1〜10重量%のサイズ剤で集束された炭素繊維チョップドストランド。チョップドストランドの繊維長(L)とチョップドストランドの短径(Dmin)の比(L/Dmin)が4以下であるものが好ましく、サイズ剤としてポリアミド樹脂が好ましい。
(もっと読む)
賦形成形方法及び繊維強化樹脂成形品
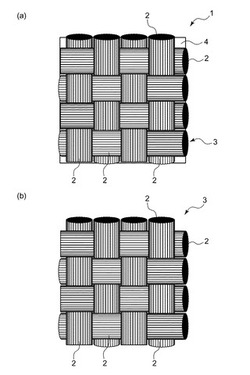
【課題】成形原反材を用い強度の強い成形品を形状自由度高くかつ効率よく3次元形状に賦形することができる賦形成形方法及び繊維強化樹脂成形品を提供する。
【解決手段】成形原反材1を積層し、予備積層成形型で予備圧縮成形した積層成形材5を予備加熱型6で近赤外線放射装置7によって近赤外線で予備加熱型6内の熱盤8上に載置された積層成形材5を予熱し、一方3次元形状を有する賦形型である成形型9を予熱して成形原反材1の溶融温度に昇温する。次に積層成形材5を予熱された成形型9に収納し、成形型9によって積層成形材5を圧縮する。これによって織物基材3に付着している樹脂材料4を軟化して積層成形材5の層間を接着し、形状を保持させる。その後成形型9を固化温度に急冷して型を開き離型する各工程によって成形原反材1を積層して3次元形状に賦形する。
(もっと読む)
繊維強化熱可塑性樹脂プリプレグの積層方法

【課題】材料の歩留りが高く、強度及び剛性を有する成形品のニヤーネットシェイプの積層方法を提供することである。
【解決手段】強化繊維と熱可塑性樹脂との複合材料であるプリプレグテープを用いて、成形品としての強度や剛性を有するように、プリプレグテープの配置は繊維配列方向と外力の方向とを考慮して、1つの層内で異なる繊維配列方向のプリプレグテープを配置するようにし、かつ前記プリプレグテープを着接させながら縫い方を変えるステッチング方法を実施して、多層構造からなる成形品のニヤーネットシェイプを縫成することによって実現できた。
(もっと読む)
ポリケトン繊維及び該繊維を含む繊維強化複合材料
【課題】マトリックス材とポリケトン繊維との接着性を向上させること、及び該繊維を含む優れた耐衝撃性、耐疲労性、及び靭性を有する繊維強化複合材料を得ること。
【解決手段】繰り返し単位の75モル%以上が以下の式(1):
で表される1−オキソトリメチレンから構成されるポリケトン繊維であって、該繊維のカルボニル基と化学反応する反応剤が付着されたことを特徴とするポリケトン繊維。
(もっと読む)
プリプレグの製造装置および製造方法
【課題】強化繊維にマトリクス樹脂を含浸し、シート状に成型したプリプレグの製造装置において、熱可塑性樹脂のような粘度の高いマトリクス樹脂では含浸不良を生じていた。
【解決手段】
含浸ダイが前記導電性繊維束に電流を流すための電極を有することを特徴とするプリプレグの製造装置であり、さらには含浸ダイが含浸ダイの中で前記導電性繊維束の糸道を屈曲させる複数のしごきバーを有し、前記しごきバーのうち少なくとも1本が導電性繊維束に電流を流すための電極であることを特徴とするプリプレグの製造装置。
(もっと読む)
パルプ繊維強化樹脂の製造方法及びパルプ繊維強化樹脂
【課題】パルプ繊維複合PP(ポリプロピレン)は、パルプ繊維表面のフィブリル化した微細繊維に残存する空気が射出成形時に分離して成形品に気泡として残留して意匠性を著しく低下させる。このため、パルプ繊維にエラストマーなどの希薄溶液を付与後に絞液して付着させる手段などによって対処していたが、反面、衝撃強度の低下をもたらしていた。
【解決手段】この発明に係るパルプ繊維強化樹脂の製造方法は、パルプ繊維を空気とともに対流・攪拌した状態で低弾性エラストマーを含む分散液を吹き付けながら混合した後に、前記分散液に用いた溶媒を除去したものを、熱可塑性樹脂と混練して複合化することを特徴とする。
(もっと読む)
親水性樹脂の製造方法及びパルプ繊維複合樹脂の成形品
【課題】パルプ繊維とPP(ポリプロピレン)の複合体に親水性を持続して付与する非水溶性のPVA(ポリビニルアルコール)を添加する手段に対し、表面に水の薄膜を保持したうえで、その気散作用が必要な加湿器のエレメントなどへの適用が困難であった。
【解決手段】この発明に係る親水性樹脂の製造方法は、界面活性剤を含浸させた後にマトリックスとする熱可塑性樹脂の融点以下で前記界面活性剤を含んで粘性に富む熱可塑性樹脂を塗布したパルプ繊維を、熱可塑性樹脂を非水溶性の親水性樹脂とともに水溶性の親水性樹脂を添加し、それらを溶融混練して成ることを特徴とする。
(もっと読む)
熱硬化性樹脂組成物及びそれを用いたプリプレグ及び積層板
【課題】非ハロゲン系難燃剤を使用しながらも、誘電特性、誘電損失、耐熱性、難燃性、耐湿性、銅箔との接着性のすべてに優れる熱硬化性樹脂組成物、並びにそれを用いたプリプレグ及び積層板を提供する。
【解決手段】(1)二置換ホスフィン酸の金属塩、及び(2)1GHz以上の周波数における比誘電率が2.9以下である樹脂を含むことを特徴とする熱硬化性樹脂組成物、並びにそれを用いたプリプレグ及びプリプレグを用いて積層形成した積層板。
(もっと読む)
ガラス長繊維強化ポリアミド樹脂ペレット
【課題】 本発明ではガラス長繊維強化ポリアミド樹脂ペレットに関するものであり、ペレット内から強化連続ガラス繊維の抜け落ちが少なく、かつ、強度、弾性率および衝撃強度等の機械的強度、および熱変形温度等の耐熱性も優れた材料の提供を課題としたものである。
【解決手段】 強化ガラス繊維がペレットの長さ方向に連続し、かつ実質的に平行に配列し、強化ガラス繊維の含有率が45〜60質量%であるガラス長繊維強化ポリアミド樹脂ペレットであって、ポリアミド樹脂が結晶性ポリアミド樹脂で、相対粘度(96質量%濃硫酸を溶媒とし、25℃、1g/dlで測定)が1.6以上2.1以下であり、ポリアミド樹脂ペレットの空隙率が1.5%以下であり、該ペレットをJIS K7113に従って厚さ4mmの1号形試験片を射出成形し、速度 2mm/minで引張試験を行ったときの引張破壊伸びが1.8%以上であることを特徴とするガラス長繊維強化ポリアミド樹脂ペレット。
(もっと読む)
親水性樹脂の製造方法及びパルプ繊維複合樹脂の成形品
【課題】水との親和性に劣るPP(ポリプロピレン)などを濡れ性が優れるPVA(ポリビニルアルコール)を媒体としたパルプ本来の親水性を有効に発現するように改質でき、成形品の吸水性が向上し、帯電防止のほかに成形品表面に水分を保持する機能を備える複合樹脂材料が得られる親水性樹脂の製造方法を提供する。
【解決手段】この発明に係る親水性樹脂の製造方法は、界面活性剤を含浸させた後に、粘性に富む熱可塑性樹脂を水にディスパージョンしたものを吹き付ける工程を備えたパルプ繊維と、マトリックスとする熱可塑性樹脂と、を熱可塑性樹脂よりも低い溶融粘度を呈する親水性樹脂などとともに溶融混練して成ることを特徴とする。
(もっと読む)
親水性樹脂の製造方法及びパルプ繊維複合樹脂の成形品の製造方法
【課題】帯電防止のほか、成形品表面に高い親水性を保持して水の薄膜を成形する機能を必要とする成形部品向けの、パルプ繊維と熱可塑性樹脂から成る複合材料を提供する。
【解決手段】界面活性剤の希薄水溶液を含浸させた後に、マトリックスとする熱可塑性樹脂の融点以下で前記界面活性剤を含んで粘性に富む熱可塑性樹脂の水分散液を塗布したパルプ繊維と、水に不溶のデンプン質と、を湿潤状態で混合した後に乾燥し、これとマトリックスとする熱可塑性樹脂とを溶融混練する親水性樹脂の製造方法。
(もっと読む)
自動車部材用繊維強化プラスチック
【課題】確実に射出成形可能であり、自動車部材に要求される剛性を確保しながら良好な靭性も有する自動車部材用繊維強化プラスチックを提供する。
【解決手段】繊維と樹脂とを含有する繊維強化プラスチックであって、繊維として天然繊維と該天然繊維よりも硬い補強繊維とを含む。樹脂は熱可塑性樹脂であり、天然繊維の繊維長が5mm以下であり、繊維を混合して射出成形してなる。
(もっと読む)
プレス成形方法およびその成形体
【課題】強化繊維と熱可塑性樹脂からなる成形材料の成形体製造時における形状賦形性および表面外観に優れるプレス成形方法および成形体を提供すること。
【解決手段】繊強化繊維と熱可塑性樹脂からなる成形材料をプレス成形する方法において、工程(I)〜(IV)を含んでなるプレス成形方法。
工程(I):予め、シート状の成形材料を積層せしめた後、該成形材料を構成する熱可塑性樹脂の可塑化温度以上まで加熱し、かつ、該成形材料の最外層の温度(A)と、該成形材料の厚み方向の中心の温度(B)の温度差(ΔT=B−A)が20℃以上、100℃以下の範囲内となる温度に加熱する工程。
工程(II):可塑化温度まで加熱せしめた成形材料を搬送し、解放された所定の成形型へ配置する工程。
工程(III):前記成形型を型締めすることで成形材料を加圧冷却し、成形品を得る工程。
工程(IV):前記成形型を解放し、前記成形型から成形品を取り出す工程。
(もっと読む)
繊維複合材料及びその製造方法
【課題】本発明の目的は、引張り強度、曲げ強度などの機械強度や低線膨張特性に優れ、家電品の筺体や電子デバイスの基板材料、自動車用部品、住宅内装材料、包装・容器材料等の広範囲な用途に適用できる繊維複合材料を得ることにある。
【解決手段】少なくともセルロース繊維の骨格からなる空隙率が10%以上、80%以下であるセルロース多孔性構造体とマトリックス樹脂を含むことを特徴とする繊維複合材料。
(もっと読む)
繊維複合材料
【課題】機械強度や低線膨張特性に優れ、用いられるマトリックス樹脂の選択範囲が広く、家電品の筺体や電子デバイスの基板材料、自動車用部品、住宅内装材料、包装・容器材料等の広範囲な用途に適用できる繊維複合材料を得ることにある。
【解決手段】少なくとも界面活性剤とマトリックス樹脂を含有する非水溶性分散媒体中に、セルロース繊維が分散してなり、前記非水溶性分散媒体中で前記界面活性剤が逆ミセルを形成し、前記逆ミセル内に前記セルロース繊維が内包されてなるセルロース繊維分散体を用いて成型されることを特徴とする繊維複合材料。
(もっと読む)
プレス成形品の製造方法
【課題】積層成形品には不向きであった薄型成形品にも対応でき、等方的に力学特性に優れた、複雑形状のプレス成形品の製造方法を提供する。
【解決手段】強化繊維基材に熱可塑性樹脂が含浸されてなるプリプレグを2層以上積層したプリフォームを加圧力を0.1〜100MPaとしてプレス成形する。当該強化繊維基材は、繊維長10mmを越える強化繊維が0〜50重量%、繊維長2〜10mmの強化繊維が50〜100重量%、繊維長2mm未満の強化繊維が0〜50重量%から構成され、プリプレグは、そこに含まれる強化繊維単糸a1と該強化繊維単糸a1と交差する強化繊維単糸b2とで形成される二次元配向角8の平均値が10〜80度であり、かつ23℃での厚みh0が0.03〜1mm、引張強度σが50〜1000MPaである。
(もっと読む)
液晶ポリエステル含浸繊維シートの製造方法
【課題】寸法安定性に優れる液晶ポリエステル含浸繊維シートを製造する。
【解決手段】液晶ポリエステルとハロゲン原子を含まない非プロトン性溶媒とを含む液状組成物を、ポリベンザゾール繊維から構成されるシートに含浸した後、前記溶媒を除去することにより、液晶ポリエステル含浸繊維シートを製造する。前記溶媒としては、N,N−ジメチルホルムアミド、N,N−ジメチルアセトアミド及びN−メチルピロリドンが好ましく用いられる。前記シートとしては、織物が好ましく用いられる。
(もっと読む)
セルロース含有熱可塑性樹脂の製造方法、セルロース含有熱可塑性樹脂およびその成形体
【課題】溶融時の流動性が高く、特に射出成形性が良好であるセルロース含有熱可塑性樹脂を得ることができるセルロース含有熱可塑性樹脂の製造方法、その製造方法で製造したセルロース含有熱可塑性樹脂およびその成形体を提供する。
【解決手段】セルロース繊維と熱可塑性樹脂とを、バッチ式密閉型混合装置が備える回転羽根により高速撹拌し、圧力0.20MPa以上の高圧力水蒸気雰囲気中で、高速撹拌に伴う摩擦熱により溶融混合して溶融混合物となす第1混合工程と、前記溶融混合物を加熱混合する第2混合工程とからなることを特徴とするセルロース含有熱可塑性樹脂の製造方法。
(もっと読む)
フッ素樹脂材の製造方法及びフッ素樹脂材
【課題】非粘着性能を大幅に改善するフッ素樹脂材を製造する方法及びそのフッ素樹脂材を提供すること。
【解決手段】非耐熱性繊維で構成される基材1をフッ素樹脂含有溶液中に浸漬して前記基材に前記フッ素樹脂含有溶液を含浸させる浸漬・含浸工程と、前記浸漬・含浸工程で前記フッ素樹脂含有溶液を含浸した前記基材を焼成して耐熱性を高める焼成工程と、を有し、前記基材の3次元形状を保持したフッ素樹脂材を製造することを特徴とする。
(もっと読む)
熱硬化性樹脂組成物及び繊維強化プリプレグ
【課題】層間の耐衝撃性に優れた複合材料を与え、表面のタック保持性に優れるプリプレグを提供する。
【解決手段】必須成分[A]エポキシ樹脂、[B]熱可塑性樹脂、[C]エラストマー微粒子及び[D]シリカ微粒子を含み、成分[A]100質量部に対して、成分[B]が5質量部以上40質量部以下、成分[C]が12質量部以上40質量部以下である熱硬化性樹脂組成物、及びこの組成物のシート状物をベースの繊維強化プリプレグの片面又は両面に貼り合わせてなる繊維強化プリプレグ。
(もっと読む)
241 - 260 / 997
[ Back to top ]