
Fターム[4F072AB10]の内容
強化プラスチック材料 (49,419) | 繊維状物質一般 (9,726) | 繊維状物質の材質 (5,762) | 無機繊維(←アスベスト) (3,619) | 炭素繊維 (1,298)
Fターム[4F072AB10]に分類される特許
281 - 300 / 1,298
繊維強化熱可塑性樹脂プリプレグの積層方法
【課題】材料の歩留りが高く、強度及び剛性を有する成形品のニヤーネットシェイプの積層方法を提供することである。
【解決手段】強化繊維と熱可塑性樹脂との複合材料であるプリプレグテープを用いて、成形品としての強度や剛性を有するように、プリプレグテープの配置は繊維配列方向と外力の方向とを考慮して、1つの層内で異なる繊維配列方向のプリプレグテープを配置するようにし、かつ前記プリプレグテープを着接させながら縫い方を変えるステッチング方法を実施して、多層構造からなる成形品のニヤーネットシェイプを縫成することによって実現できた。
(もっと読む)
複合容器の製造方法、及び、複合容器

【課題】FW成形中に繊維層を硬化させながら巻付けることができ、FW成形後に加熱炉で硬化させることが不要な複合容器の製造方法を提供する。
【解決手段】 容器を形作るライナー5に光硬化性の樹脂が予め含浸されたトウプリプレグ11をFW法により巻付けて繊維層を形成する。そして、ライナー5へのトウプリプレグ11の巻付け中にライナー5外部から光照射部7から光を照射することで、ライナー5に巻付けられたトウプリプレグ11の樹脂をライナー5の表面に近い側から離れる側に向けて徐々に硬化させる。
(もっと読む)
強化繊維用サイジング剤、炭素繊維束およびこれらの製造方法、ならびに熱可塑性樹脂組成物およびその成型品
【課題】安価で、かつマトリックス樹脂と炭素繊維束の双方と良好な界面接着性を発現させることができる強化繊維用サイジング剤を提供する。
【解決手段】下記一般式(1)で表される単量体(a)由来の単位および下記一般式(2)で表される単量体(b)由来の単位を有する重合体(A)を含む強化繊維用サイジング剤である。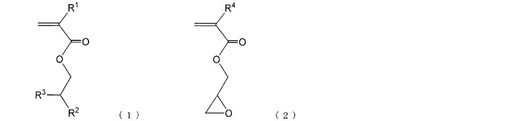
(ここで、R1およびR4は、それぞれ、水素またはメチル基を表す。R2およびR3は、直鎖または分岐構造を有するアルキル基を表し、互いに同一であっても異なっていてもよい。)
(もっと読む)
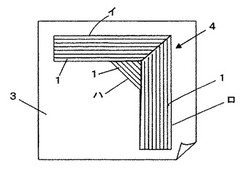
賦形成形方法及び繊維強化樹脂成形品
【課題】成形原反材を用い強度の強い成形品を形状自由度高くかつ効率よく3次元形状に賦形することができる賦形成形方法及び繊維強化樹脂成形品を提供する。
【解決手段】成形原反材1を積層し、予備積層成形型で予備圧縮成形した積層成形材5を予備加熱型6で近赤外線放射装置7によって近赤外線で予備加熱型6内の熱盤8上に載置された積層成形材5を予熱し、一方3次元形状を有する賦形型である成形型9を予熱して成形原反材1の溶融温度に昇温する。次に積層成形材5を予熱された成形型9に収納し、成形型9によって積層成形材5を圧縮する。これによって織物基材3に付着している樹脂材料4を軟化して積層成形材5の層間を接着し、形状を保持させる。その後成形型9を固化温度に急冷して型を開き離型する各工程によって成形原反材1を積層して3次元形状に賦形する。
(もっと読む)
プリプレグの製造方法
【課題】優れた剛性を有するプリプレグを連続的に効率よく製造することができるプリプレグの製造方法を提供すること。
【解決手段】連続的に走行する炭素繊維束を、シクロオレフィンモノマー及びメタセシス重合触媒を含む重合性組成物中に浸漬させつつ、炭素繊維束の走行方向と交差する面との交線が炭素繊維束側に凸である曲線となる曲面に接触させて、炭素繊維束への重合性組成物の含浸と炭素繊維束の開繊とを、重合性組成物の塊状重合が生じない温度範囲下にて同時に行う工程(I)と、工程(I)に続いて、重合性組成物が含浸し、かつ開繊された炭素繊維束を加熱して重合性組成物の塊状重合を行う工程(II)と、を有する、プリプレグの製造方法。
(もっと読む)
繊維強化樹脂積層体
【課題】不連続の強化繊維とマトリックス樹脂からなる繊維強化樹脂積層体に関し、特に、軽量、高剛性といった繊維強化樹脂の利点を保持しながら、吸収エネルギーに優れる繊維強化樹脂積層体を提供すること。
【解決手段】不連続の強化繊維(A)2,3、4とマトリックス樹脂(B)を有してなる繊維強化樹脂積層体1であって、該繊維強化樹脂積層体は、少なくとも積層単位(1)および(2)有しており、該積層単位(1)に含まれる強化繊維(A1)の屈曲度H1の平均が1.0以上1.1未満であり、該積層単位(2)に含まれる強化繊維(A2)の屈曲度H2の平均が1.1以上1.5以下であり、かつ、該積層単位(1)に含まれる強化繊維の体積分率V1が該積層単位(2)に含まれる強化繊維の体積分率V2よりも5%以上高い繊維強化樹脂積層体。
(もっと読む)
炭素繊維チョップドストランド及びその製造法
【課題】大量生産に対応するための大型梱包を実現し、ホッパーから押出機への安定供給性と分散性を同時に満足することのできる炭素繊維チョップドストランド、及び、その製造法を提供すること。
【解決手段】チョップドストランドを構成する炭素繊維フィラメントの本数が30,000〜120,000本の炭素繊維チョップドストランドであって、断面の長径(Dmax)と短径(Dmin)の比(Dmax/Dmin)が1.0〜1.8であり、1〜10重量%のサイズ剤で集束された炭素繊維チョップドストランド。チョップドストランドの繊維長(L)とチョップドストランドの短径(Dmin)の比(L/Dmin)が4以下であるものが好ましく、サイズ剤としてポリアミド樹脂が好ましい。
(もっと読む)
プリプレグおよびその製造方法、繊維強化樹脂成形体
【課題】繊維目付の大きな強化繊維基材と、速硬化性を有する樹脂を用いてなる一方向プリプレグにおいて、品質に優れ、スリット時の取扱い性も良く、成形サイクルに優れ、成形後の成形体内部のボイド発生率が少ない、幅方向の繊維目付バラツキが少ない一方向プリプレグを、比較的安価に提供すること。
【解決手段】フィラメント数が24,000〜60,000の強化繊維糸条と樹脂を有してなる一方向プリプレグであって、該プリプレグの単位面積当たりの繊維質量が400〜1,400g/m2、そのプリプレグの単位面積当たりの繊維質量の幅方向のバラツキが変動率で2.5%未満であり、110℃で1時間以内加熱し、硬化して得られる硬化物のガラス転移温度が100℃以上となる前記樹脂を、前記強化繊維糸条を有してなる強化繊維基材に含浸してなるものであって明細書に記載されるテープピール試験法にて測定された含浸性レベルが6.5以上の範囲にある一方向プリプレグ。
(もっと読む)
プリプレグの製造装置および製造方法
【課題】強化繊維にマトリクス樹脂を含浸し、シート状に成型したプリプレグの製造装置において、熱可塑性樹脂のような粘度の高いマトリクス樹脂では含浸不良を生じていた。
【解決手段】
含浸ダイが前記導電性繊維束に電流を流すための電極を有することを特徴とするプリプレグの製造装置であり、さらには含浸ダイが含浸ダイの中で前記導電性繊維束の糸道を屈曲させる複数のしごきバーを有し、前記しごきバーのうち少なくとも1本が導電性繊維束に電流を流すための電極であることを特徴とするプリプレグの製造装置。
(もっと読む)
繊維構造体およびその製造方法、ならびにプリフォーム
【課題】取り扱い性、複雑な形状への形状追従性に優れ、かつ、繊維強化複合材料とした場合に優れた力学物性を発現する繊維構造体およびその製造方法、ならびに該繊維構造体を用いたプリフォームを提供すること。
【解決手段】実質的に連続した強化繊維と、不連続な強化繊維が、実質的に平行して混在する繊維束からなる繊維構造体であって、繊維束の長軸方向の長さ3mmの間に切断端を有する強化繊維の本数と切断端を有さない強化繊維の本数の比が3:7〜7:3であることを特徴とする繊維構造体。
(もっと読む)
プリフォーム
【課題】プリフォームとしての外観品質を保持しつつ、ピンホールが少なく表面品位の高い成形品とすることができるプリフォームを提供する。
【解決手段】繊維シートの少なくとも片面に粘着性付与剤が付着した繊維基材を複数枚積層し粘着性付与剤で固着してなる、樹脂注入成形に用いるためのプリフォームであって、プリフォームの少なくとも片面の最外層に配する繊維基材は、それ以外の繊維基材より粘着性付与剤の付着量が多いことを特徴とするプリフォーム。
(もっと読む)
遮光性に優れたFRP成形品及びその成形方法
【課題】従来の技術を改良し、より遮光性に優れたFRP成形品を提供すること。
【解決手段】一方向配列炭素繊維からなる繊維強化材とマトリックス樹脂とからなるFRP成形品であって、該マトリックス樹脂に、粒径が1〜30nmのカーボンブラックが、マトリックス樹脂に対し0.1〜2重量%配合されている遮光性に優れたFRP成形品と、かかるFRP成形品のRTM成形法又はプリプレグ法による成形方法。マトリックス樹脂としてはビニルエステル樹脂が好ましい。
(もっと読む)
プレス成形方法およびその成形体
【課題】強化繊維と熱可塑性樹脂からなる成形材料の成形体製造時における形状賦形性および表面外観に優れるプレス成形方法および成形体を提供すること。
【解決手段】繊強化繊維と熱可塑性樹脂からなる成形材料をプレス成形する方法において、工程(I)〜(IV)を含んでなるプレス成形方法。
工程(I):予め、シート状の成形材料を積層せしめた後、該成形材料を構成する熱可塑性樹脂の可塑化温度以上まで加熱し、かつ、該成形材料の最外層の温度(A)と、該成形材料の厚み方向の中心の温度(B)の温度差(ΔT=B−A)が20℃以上、100℃以下の範囲内となる温度に加熱する工程。
工程(II):可塑化温度まで加熱せしめた成形材料を搬送し、解放された所定の成形型へ配置する工程。
工程(III):前記成形型を型締めすることで成形材料を加圧冷却し、成形品を得る工程。
工程(IV):前記成形型を解放し、前記成形型から成形品を取り出す工程。
(もっと読む)
プレス成形品の製造方法
【課題】積層成形品には不向きであった薄型成形品にも対応でき、等方的に力学特性に優れた、複雑形状のプレス成形品の製造方法を提供する。
【解決手段】強化繊維基材に熱可塑性樹脂が含浸されてなるプリプレグを2層以上積層したプリフォームを加圧力を0.1〜100MPaとしてプレス成形する。当該強化繊維基材は、繊維長10mmを越える強化繊維が0〜50重量%、繊維長2〜10mmの強化繊維が50〜100重量%、繊維長2mm未満の強化繊維が0〜50重量%から構成され、プリプレグは、そこに含まれる強化繊維単糸a1と該強化繊維単糸a1と交差する強化繊維単糸b2とで形成される二次元配向角8の平均値が10〜80度であり、かつ23℃での厚みh0が0.03〜1mm、引張強度σが50〜1000MPaである。
(もっと読む)
熱硬化性樹脂組成物及び繊維強化プリプレグ
【課題】層間の耐衝撃性に優れた複合材料を与え、表面のタック保持性に優れるプリプレグを提供する。
【解決手段】必須成分[A]エポキシ樹脂、[B]熱可塑性樹脂、[C]エラストマー微粒子及び[D]シリカ微粒子を含み、成分[A]100質量部に対して、成分[B]が5質量部以上40質量部以下、成分[C]が12質量部以上40質量部以下である熱硬化性樹脂組成物、及びこの組成物のシート状物をベースの繊維強化プリプレグの片面又は両面に貼り合わせてなる繊維強化プリプレグ。
(もっと読む)
新規な硬化剤
可溶性末端変性イミドオリゴマーおよびワニス並びにその硬化物
【課題】有機溶媒に対する溶解性が良好で保存安定性に優れ、かつ、硬化物の耐熱性および弾性率、引張強度等の機械的特性にも優れた末端変性イミドオリゴマーおよびワニスを提供する。
【解決手段】3,3’,4,4’−ビフェニルテトラカルボン酸類を主成分とする芳香族テトラカルボン酸類と、2,4−および/または2,6−トリレンジアミンを主成分とする芳香族ジアミン化合物と、4−(2−フェニルエチニル)無水フタル酸のような不飽和基を有する末端変性剤とからなる末端変性イミドオリゴマー。
(もっと読む)
複合材料の製造方法
炭素繊維強化プラスチック成形体
【課題】制振性を確保しつつ曲げ剛性を向上させることができる炭素繊維強化プラスチック成形体を提供する。
【解決手段】CFRP成形体10は、互いに積層されたCFRP層1,2と、CFRP層1とCFRP層2との間に配置された制振弾性層3と、を備えている。制振弾性層3は、粘弾性樹脂と粘弾性樹脂に混練された繊維状物質とからなる。繊維状物質は、粘弾性樹脂の剛性よりも高い剛性を有する。このCFRP成形体10においては、CFRP層1,2の間に、粘弾性樹脂と粘弾性樹脂に混練された剛性が比較的高い繊維状物質とからなる制振弾性層3が配置されているので、制振性を確保しつつ曲げ剛性を向上させることができる。
(もっと読む)
エポキシ樹脂組成物
【課題】耐熱性、保存安定性、及び機械的特性(破壊靭性及び圧縮強度)のバランスに優れた硬化物を得ることができる、取り扱い性に優れたエポキシ樹脂組成物を提供すること。
【解決手段】下記一般式(1)で表されるイソシアネート変性エポキシ樹脂。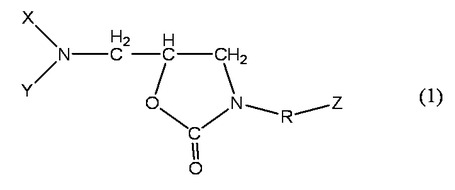
(式中、Rは置換基を有することができる有機基であり、X及びYは各々独立してエポキシ基を有する有機基又はオキサゾリドン環を有する有機基であり、X及びYは互いに結合して、エポキシ基を置換基として有する環を形成することができ、Zはイソシアネート基又はオキサゾリドン環を有する有機基を表す。)
(もっと読む)
281 - 300 / 1,298
[ Back to top ]