
Fターム[4F072AH19]の内容
強化プラスチック材料 (49,419) | 予備成形品の製造 (4,741) | 供給 (639) | 供給手段、装置 (172) | 引揃え (38)
Fターム[4F072AH19]に分類される特許
1 - 20 / 38
プリプレグおよび炭素繊維強化複合材料
繊維強化複合成形材料
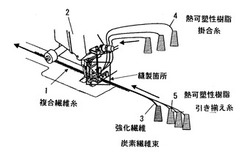
【課題】連続した強化繊維束の周囲を熱可塑性樹脂で被覆した長繊維ペレットにおいて、切断工程での樹脂と繊維の分離を改善すべく、樹脂の強化繊維束への含浸性を向上させる。含浸性向上を図るための開繊工程などの小型化、さらには繊維と樹脂の比率の安定化。
【解決手段】複合繊維強化樹脂成形のために、炭素繊維束3またはガラス繊維に熱可塑性の合成繊維糸の掛合糸4を巻縫い掛合して複合繊維糸1を形成し、この巻縫いした複合繊維糸1を加熱して熱可塑性の合成繊維糸4を溶融して炭素繊維束1またはガラス繊維に一体的に接合し、この一体的に接合した複合繊維糸1を所定の長さに切断し、複合繊維とする。
(もっと読む)
繊維強化樹脂成形用材料

【課題】常温においても複雑形状への賦形が可能な強化繊維束を一方向に引き揃えた強化繊維を含む繊維強化樹脂成形用材料料を提供する。
【解決手段】強化繊維束を一方向に引き揃えた強化繊維シートの少なくとも一方に、熱可塑性樹脂からなる不織布を当接させ、ガラス転移温度(Tg)以上融点(Tm)未満の温度域で加圧することにより一体化されたことを特徴とする繊維強化樹脂成形用材料。
(もっと読む)
炭素長繊維強化ポリアミド樹脂複合材料
【課題】曲げ強度や圧縮強度の高い構造材用プリプレグを得るのに利用できる、いろいろな変形モードを受ける構造材の要求を満たす、座屈強度が著しく改善され高い曲げ強度や圧縮強度を有し、比強度が非常に高い構造材用複合材料の工業的提供。
【解決手段】重量平均20mm以上の炭素長繊維(A)100質量部に対して、ポリアミド6(B)30〜200質量部、アミド結合1個当りベンゼン環を0.2〜0.5個を含有する1種以上のポリアミド樹脂(C)3〜100質量部を含有することを特徴とする炭素長繊維強化ポリアミド複合材料。
(もっと読む)
プリプレグの製造方法
【課題】厚いプリプレグであっても、マトリックス樹脂を良好にかつ速やかに含浸させることのできる製造方法を提供する。
【解決手段】複数の強化繊維を引き揃えてシート状繊維束とし、複数本の前記シート状繊維束を引き揃えて、かつ横方向に隣接する側端部同士を重ね合わせて配列して強化繊維シートとし、前記強化繊維シートに樹脂組成物を含浸させてプリプレグを得る、プリプレグの製造方法は、低粘度の樹脂組成物を用いても、強化繊維基材の繊維束どうしの密着力が向上するために繊維方向への引き裂かれ耐性が上がり、プリプレグの形態保持性が良いプリプレグを製造できる。
(もっと読む)
複合材料積層板
【課題】引張伸度が大きい複合材料積層板を提供する。
【解決手段】本発明の複合材料積層板1は、基準方向に対して0°に配向した炭素繊維、および樹脂を含有する0°配向層20と、0°以外の方向に配向した炭素繊維、および樹脂を含有する厚さ0.044mm以下の1層以上の他方向配向層10,30,40とを備え、0°配向層20および他方向配向層10,30,40に含まれる炭素繊維は、単繊維の表面の最大高低差が10〜45nm、平均凹凸度が3〜7nm、単繊維の断面の長径と短径との比が1.00〜1.01で、引張伸度が2.2%以上の繊維束である。
(もっと読む)
複合材料積層板
【課題】引張伸度が大きい複合材料積層板を提供する。
【解決手段】本発明の複合材料積層板1は、基準方向に対して0°に配向した炭素繊維、および樹脂を含有する0°配向層20と、0°以外の方向に配向した炭素繊維、および樹脂を含有する厚さ0.040mm以下の1層以上の他方向配向層10,30,40とを備え、0°配向層20および他方向配向層10,30,40に含まれる炭素繊維は、単繊維の表面の最大高低差が30〜70nm、平均凹凸度が4〜10nm、単繊維の断面の長径と短径との比が1.02〜1.10で、引張伸度が2.2%以上の繊維束である。
(もっと読む)
繊維強化樹脂複合材料
【課題】優れた強度及び耐衝撃性、振動減衰特性を兼ね備えた繊維強化樹脂複合材料を提供することにある。
【解決手段】有機繊維からなる繊維構造体と、無機繊維からなる繊維構造体とが積層され、これらに樹脂が含浸されてなる繊維強化樹脂複合材料であって、該繊維強化樹脂複合材料全体における有機繊維:無機繊維の体積比が10:90〜50:50であり、該繊維強化樹脂複合材料の少なくとも一方の表面から、該繊維強化樹脂複合材料の厚みの1/3に相当する外層部分には、有機繊維からなる繊維構造体のみ、もしくは、無機繊維からなる繊維構造体および有機繊維からなる繊維構造体が配されており、該外層部分に含まれる有機繊維の体積比率が、該外層部分に含まれる有機繊維および無機繊維の全体積を基準として10%以上であることを特徴とする繊維強化樹脂複合材料とする。
(もっと読む)
扁平形状繊維強化プラスチック線材シートの製造方法、及び、扁平形状繊維強化プラスチック線材シート
【課題】成形スピードの制約や、一度に製造できる本数制約を除去し、且つ離型剤を使用せず、成形後の目粗し等の作業をなくし、製造コストの大幅削減と製品品質の大幅アップを図ることのできる扁平形状繊維強化プラスチック線材シートの製造方法を提供する。
【解決手段】樹脂含浸され、撚りが入った強化繊維束を複数本、所定の強さにて緊張させて強化繊維束の横断面を円形状とし、その後、横断面が円形状とされた強化繊維束f2の上下面に樹脂との離型性を持った高密度織物63、64を配置した状態で、加熱された2枚の平板の間に固定用繊維材3と共に引き込み、強化繊維の横断面を扁平形状に成形しながら樹脂を硬化させる工程を有して扁平形状繊維強化プラスチック線材シート1を製造する。
(もっと読む)
電子機器ハウジング用の薄肉成形体
【課題】耐衝撃性に優れ、吸水による寸法変化の少ない、携帯電話機等の電子機器のハウジングや内部シャーシ用として適した薄肉成形体とその製造方法を提供する。
【解決手段】ガラス長繊維束にPA11、12,610、612から選ばれるPAを溶融させた状態で含浸させ一体化した後に5〜15mmの長さに切断した繊維束を含み、(a)引張呼びひずみが2%以上であり、かつ絶乾状態での曲げ弾性率が10GPa以上であることと、(b)ノッチ有りシャルピー衝撃強度が30kJ以上であることを同時に満たす、ガラス繊維の含有量が40〜70質量%の樹脂組成物から得られる、厚みが0.8〜2.0mmで含有されているガラス繊維の重量平均繊維長が0.5〜1.5mmである薄肉成形体。
(もっと読む)
有機繊維巻きテープとその製造方法
【課題】保管や運搬が容易であり、作業性を著しく向上させることができる、円筒状芯材に炭素テープが巻き付けられた有機繊維巻きテープと、その製造方法の提供。
【解決手段】式(I)から求められる有機繊維テープの幅(W)が5〜100mmの範囲であり、前記幅(W)が5〜100mmの範囲の有機繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである有機繊維巻きテープ。2.5×10-5×N×d≦W≦2.5×10-4×N×d(I)(式(I)中、Wは有機繊維テープの幅であり、Nは有機繊維テープを構成する有機繊維の本数で、前記幅(W)を5〜100mmの範囲にできる本数であり、dは有機繊維の繊維径で5〜20μmの範囲である。)1.0×F×t≦D(II)(式(II)中、Fは有機繊維量で、20〜60質量%の範囲であり、tは有機繊維テープの厚みで、0.1〜1.0mmの範囲である。)
(もっと読む)
炭素繊維巻きテープとその製造方法
【課題】保管や運搬が容易であり、作業性を著しく向上させることができる、円筒状芯材に炭素テープが巻き付けられた炭素繊維巻きテープの提供。
【解決手段】炭素繊維と芳香族ポリアミド樹脂又は脂肪族ポリアミド樹脂を含む複合体からなる炭素繊維テープが、円筒状芯材に巻き付けられた炭素繊維巻きテープであって、特定式から求められる炭素繊維テープの幅(W)が5〜100mmの範囲であり、前記幅の炭素繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである炭素繊維巻きテープ。4.5×F×t≦D≦50×F×t(II)(式(II)中、Fは炭素繊維量で20〜60質量%の範囲であり、tは炭素繊維テープの厚みで0.1〜0.5mmの範囲である。)
(もっと読む)
繊維強化複合材料用エポキシ樹脂組成物、プリプレグおよび繊維強化複合材料
【課題】低温下や高温吸湿下等の厳しい使用環境での機械強度に優れ、構造材料として好適な繊維強化複合材料、これを得るためのエポキシ樹脂組成物、およびそのエポキシ樹脂組成物を用いて得られるプリプレグを提供する。
【解決手段】少なくとも次の構成要素[A]、[B]、[C]を含んでなるエポキシ樹脂組成物であって、配合したエポキシ樹脂総量100質量%に対して[A]を3〜40質量%と、[B]を40〜80質量%含むことを特徴とする繊維強化複合材料用エポキシ樹脂組成物。[A]:アミド、イミド、スルホンアミド、カルボニル、スルホンのいずれかの構造を含む1官能のエポキシ樹脂[B]:3官能以上のエポキシ樹脂[C]:エポキシ樹脂の硬化剤
(もっと読む)
熱可塑性マトリックス中のCNT浸出繊維
複合材料は、熱可塑性マトリックス材料と、該熱可塑性マトリックス材料の少なくとも一部に分散されたカーボンナノチューブ(CNT)浸出繊維材料と、を含む。 (もっと読む)
繊維強化複合材料
【課題】優れた強度及び耐衝撃性を兼ね備えた繊維強化複合材料を提供することにある。
【解決手段】強化繊維とマトリクス樹脂とからなる繊維強化複合材料であって、該強化繊維が、単繊維繊度が10〜45dtex、結晶化度が55〜70%の芳香族ポリアミド繊維であることを特徴とする繊維強化複合材料とする。
(もっと読む)
成形材料
【課題】成形性に優れ、強化繊維とプロピレン系樹脂との界面接着性に優れ、力学特性に優れた成形品を得るための成形材料を提供する。
【解決手段】下記成分(A)〜(C)を有してなる成形材料であって、該成分(A)、(B)を有してなる複合体に、該成分(C)が接着されており、下記成分(B)のSP値が6.5〜9であり、かつ下記成分(a)のSP値よりも低いことを特徴とする成形材料。
(A)(a)多官能化合物によりサイジング処理された(b)強化繊維 1〜75質量%
(B)テルペン系樹脂 0.01〜20質量%
(C)プロピレン系樹脂 5〜98.98質量%
(もっと読む)
炭素繊維用サイジング剤、炭素繊維束及び炭素繊維強化複合材料
【課題】繊維長手方向に沿った引張強度に優れた炭素繊維強化複合材料、該炭素繊維強化複合材料を与え得る取り扱い性に優れた炭素繊維束、及び炭素繊維用サイジング剤の提供を目的とする。
【解決手段】ダイマー酸型エポキシ樹脂(A)と、水酸基を有するエポキシ樹脂の重合体の水酸基にアルコキシシラン化合物を導入したエポキシ樹脂(B)とを含む炭素繊維用サイジング剤。また、該炭素繊維用サイジング剤を付着してなる炭素繊維束、該炭素繊維束を用いてなる炭素繊維強化複合材料。
(もっと読む)
ゴム補強用ガラス繊維およびそれを用いた伝動ベルト
【課題】ガラス繊維フィラメントを収束させてなるストランドに被覆層を設けたゴム補強用ガラス繊維を、水素化ニトリルゴムに埋設し伝動ベルトとした際に、伝動ベルトに優れた寸法安定性、耐熱性、耐水性および耐油性を与える、特に、優れた耐油性の伝動ベルトを提供する。
【解決手段】複数本のガラス繊維フィラメントを集束させたストランドにモノヒドロキシベンゼン−ホルムアルデヒド縮合物またはクロロフェノール−ホルムアルデヒド縮合物から選ばれたフェノール類−ホルムアルデヒド縮合物(A)と、ビニルピリジン−スチレン−ブタジエン共重合体(B)と、水素化ニトリルゴム(C)を含有する1次被覆層を形成し、その上層にクロロスルホン化ポリエチレン(D)とビスアリルナジイミド(E)を含有する2次被覆層を設けてなることを特徴とするゴム補強用ガラス繊維6。
(もっと読む)
繊維強化複合材料およびその複合成形体
【課題】糸および織物の構造的な特徴を生かし、容易に安価に繊維強化がはかれる繊維強化複合材料を提供する。
【解決手段】炭素繊維束3または/および天然繊維糸4に熱可塑性の合成繊維糸の掛合糸5を巻縫い掛合して複合繊維束糸1を形成し、この巻縫いした複合繊維束糸1を経糸および/または緯糸として所定の大きさの織物状シートを織成してこの織物状シートを加熱して上記合成繊維糸を溶融して炭素繊維束または/および天然繊維糸に一体的に接合した繊維強化複合材料。特に炭素繊維束3の1束ないし複数束または/および天然繊維糸4の1本ないし複数本と熱可塑性の合成繊維糸6を引き揃えて熱可塑性の合成繊維糸の掛合糸5を巻縫い掛合して複合繊維束糸1を形成して繊維強化複合材料を成形することが好ましい。
(もっと読む)
長繊維強化樹脂ペレットの製造方法
【課題】本発明は、高いガラス含有率を確保しながら、生産速度の向上を図ることができる長繊維強化ペレットの製造方法を提供することを目的とする。
【解決手段】本発明は、溶融状態の熱可塑性樹脂8が供給される樹脂含浸槽4内で、連続した複数のガラス繊維10を束ねてなるガラス繊維束30を複数のロッド3に掛け渡してジグザグに搬送することにより、ガラス繊維束30の断面形状を扁平に変形させてほぐしながら、ガラス繊維束30に溶融状態の熱可塑性樹脂8を含浸させ、その後、樹脂含浸槽4の引き出し孔5を通じてガラス繊維束30を引き出した後、ペレット状に切断する長繊維強化樹脂ペレット50の製造方法であって、引き出し孔5の断面形状は、その長手方向がロッド3の軸線方向に沿った扁平形状をなす。
(もっと読む)
1 - 20 / 38
[ Back to top ]