
Fターム[4F074BA36]の内容
多孔性物品の製造及び廃物の回収・処理 (66,590) | 発泡剤 (9,592) | 物理的発泡剤、揮発性発泡剤 (6,368) | 炭化水素 (3,035) | プロパン (398)
Fターム[4F074BA36]に分類される特許
141 - 160 / 398
スチレン改質ポリエチレン系樹脂予備発泡粒子の製造方法及びスチレン改質ポリエチレン系樹脂発泡成形体
【課題】 予備発泡粒子の発泡剤逸散後においても成形加工性に優れ、高い耐割れ性を有するスチレン改質ポリエチレン系樹脂予備発泡粒子を提供すること。
【解決手段】 ポリエチレン系樹脂粒子にスチレン系単量体を含浸、重合させてスチレン改質ポリエチレン系樹脂粒子と成し、該スチレン改質ポリエチレン系樹脂粒子を耐圧容器中に分散剤とともに水系分散媒に分散させ、前記耐圧容器内に発泡剤を入れてスチレン改質ポリエチレン系樹脂粒子の軟化点以上の温度に加熱した後、該耐圧容器の一端を開放してスチレン改質ポリエチレン系樹脂粒子を耐圧容器内よりも低圧域に放出して発泡させることを特徴とする、キシレンに不溶なゲル成分を含んでなるスチレン改質ポリエチレン系樹脂予備発泡粒子の製造方法であって、該耐圧容器中の系内酸素量が所定量であることを特徴とするスチレン改質ポリエチレン系樹脂予備発泡粒子の製造方法。
(もっと読む)
ポリスチレン系樹脂発泡シートの製造方法、ポリスチレン系樹脂発泡シート及び容器
【課題】 本発明は、軽量性及び機械的強度に優れた容器などの成形品を得ることができるポリスチレン系樹脂発泡シートの製造方法を提供する。
【解決手段】 本発明のポリスチレン系樹脂発泡シートの製造方法は、メルトフローレイトが0.5〜2.0g/10分で且つZ平均分子量が75万以上であるポリスチレン系樹脂を押出機内に供給して発泡剤の存在下にて溶融混練して押出発泡させて目付量が100〜135g/m2で且つ密度が0.040〜0.065g/cm3であるポリスチレン系樹脂発泡シートを製造することを特徴とする。
(もっと読む)
ポリプロピレン系樹脂発泡粒子、および型内発泡成形体
【課題】ポリプロピレン系樹脂発泡粒子を金型内に充填し、水蒸気で加熱成形して得られる型内発泡成形体において、発泡粒子の融着が低温から良好で、成形体変形が少なく、構成する粒子同士の隙間も少なく(発泡粒子の伸びが良く)、成形体が均一に融着しており、表面性の優れた型内発泡成形体を得る。
【解決手段】成形体の表面性の悪化や融着の偏在を生じさせないためには、発泡粒子の熱収縮開始温度を制御すること、また、低い成形圧で成形するためには低融点のポリプロピレン系樹脂を使用する必要があることが分かった。
(もっと読む)
発泡体およびその製造方法
【課題】毒性が低く、かつ、透湿性、皮膚へのなじみ、低刺激性等、優れた物性を有しつつ、高い吸水速度を有するシリコーン系軟質樹脂発泡体を提供する。
【解決手段】分子骨格中にシロキサン単位およびオキシアルキレン単位を有し、かつ、イソシアネート基に由来する単位を含有しない樹脂を用いることにより、毒性が低く、かつ、透湿性、皮膚へのなじみ、低刺激性等、優れた物性を有しつつ、オキシアルキレン単位の少なくとも1種として、オキシエチレン単位を含有し、かつ、ポリオキシアルキレン−ポリジメチルシロキサンブロック共重合体を含有することにより、高い吸水速度を有するシリコーン系軟質樹脂発泡体を得ることができる。
(もっと読む)
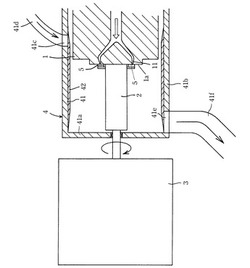
容器成形用ポリ乳酸系樹脂発泡粒子及びその製造方法、並びに、容器成形用ポリ乳酸系樹脂発泡粒子を用いたポリ乳酸系樹脂発泡容器の製造方法
【課題】型内発泡成形によって耐熱性、耐油性及び機械的強度に優れたポリ乳酸系樹脂発泡容器を得ることができる容器成形用ポリ乳酸系樹脂発泡粒子を提供する。
【解決手段】容器成形用ポリ乳酸系樹脂発泡粒子の製造方法は、回転刃5をノズル金型1の前端面に常時、接触させながら所定回転数で回転させ、ノズル金型から押出発泡されたポリ乳酸系樹脂押出物を上記回転刃によって切断しているので、ポリ乳酸系樹脂押出物を確実に切断して、略球状のポリ乳酸系樹脂発泡粒子を得ることができる。従って、ポリ乳酸系樹脂発泡粒子を型内発泡成形に用いた場合には、ポリ乳酸系樹脂発泡粒子は全方向に略均一に発泡して、発泡粒子同士が互いに全方向において強固に熱融着一体化する。
(もっと読む)
ポリプロピレン系樹脂発泡粒子
【課題】 ポリプロピレン系樹脂発泡粒子の型内発泡成形法において、型内発泡成形体の内部の融着と表面の融着が均一な融着を示すポリプロピレン系樹脂発泡粒子を提供すること。
【解決手段】 100℃で1時間加熱した後の嵩密度W100(g/L)と23℃で24時間放置した後の嵩密度W23(g/L)の比(W100/W23)が1.10以上1.50以下である事を特徴とするポリプロピレン系樹脂発泡粒子。
(もっと読む)
スチレン系樹脂押出発泡体及びその製造方法
【課題】 内部減圧中空球状無機微粒子を断熱性向上剤として使用し、断熱性に優れたスチレン系樹脂押出発泡体及びその製造方法を提供する。
【解決手段】 スチレン系樹脂を加熱溶融させ、発泡剤を該スチレン系樹脂に添加し、ダイを通して押出発泡するスチレン系樹脂押出発泡体であって、スチレン系樹脂100重量部に対して、内部が中空でかつ内部圧力が大気圧未満である無機微粒子を3〜15重量部有することにより、上記特性を有するスチレン系樹脂押出発泡体を得ることができる。
(もっと読む)
ポリプロピレン系発泡シート、多層発泡シートおよびそれを用いた熱成形体
【課題】均一微細な発泡セルよりなる、外観、熱成形性に優れたポリプロピレン系(多層)発泡シートおよびそれを用いた熱成形体を提供する。
【解決手段】特定の(i)〜(vi)の要件を満たすプロピレン系重合体(X)と発泡剤(F)とからなるプロピレン系樹脂組成物を、押出成形してなるポリプロピレン系発泡シートおよびそれを用いた熱成形体など。
(i)MFRが0.1〜20g/10分である。
(ii)GPCで測定するQ値が3.5〜10.5である。
(iii)GPCにおける分子量(M)が200万以上の成分の比率が0.4重量%以上、10重量%未満である。
(iv)TREFにおける40℃以下の温度で溶出する成分が3.0重量%以下である。
(v)アイソタクチックトライアッド分率(mm)が95%以上である。
(vi)伸長粘度の測定における歪硬化度(λmax)が6.0以上である。
(もっと読む)
スチレン系樹脂押出発泡体の製造方法

【課題】 環境適合性のある水および二酸化炭素を主発泡剤として使用し、建材及び産業資材用途に適合した強度、断熱性、難燃性および表面性を有した軽量のスチレン系樹脂押出発泡体の製造方法を提供する。
【解決手段】 スチレン系樹脂を加熱溶融させ、発泡剤を該スチレン系樹脂に添加し、ダイを通して押出発泡し、ダイに接続された押出成形金型を用いて成形して得られるスチレン系樹脂押出発泡体の製造方法であって、発泡剤として、水および二酸化炭素よりなる群から選ばれる少なくとも1種を含む発泡剤を使用し、樹脂流動壁面に20〜3000μmのフッ素樹脂層を付設した押出成形金型を用い、金型温度を制御することにより、上記特性を有するスチレン系樹脂押出発泡体を安定的に得ることができる。
(もっと読む)
ポリプロピレン系樹脂予備発泡粒子
【課題】 アンダーウォーターカット方式によって製造したポリプロピレン系樹脂粒子より成るポリプロピレン系樹脂予備発泡粒子を型内発泡成形する際において、低い成形加熱蒸気圧力で良好な融着性を得ることができるポリプロピレン系樹脂予備発泡粒子を提供すること。
【解決手段】 着色顔料を含んでなるポリプロピレン系樹脂組成物を押出機にて溶融混錬し、押出機の先端に装着されたダイノズルより水中に押し出し、該水中にて回転するカッター刃により切断して得られるポリプロピレン系樹脂粒子、水、分散剤、発泡剤を耐圧容器内に仕込み、該ポリプロピレン系樹脂粒子の軟化点以上の温度に加熱し、加圧下で該ポリプロピレン系樹脂粒子に発泡剤を含浸したのち、前記耐圧容器内よりも低圧の雰囲気下に放出することによって得られるポリプロピレン系樹脂予備発泡粒子であって、着色顔料を含んでなるポリプロピレン系樹脂組成物が、ポリプロピレン系樹脂と、着色顔料を含有するポリオレフィン系樹脂からなり、ポリプロピレン系樹脂組成物中の着色顔料の含有量が0.1重量%以上10重量%以下であることを特徴とするポリプロピレン系樹脂予備発泡粒子。
(もっと読む)
難燃フェノール樹脂発泡体積層板とその製造方法
【課題】面材を用いたフェノール樹脂発泡体積層板において、外観を含め実用特性を損なうことなく、有機溶剤を用いることもなく、生産性良く、良好な難燃性を付与する。
【解決手段】面材の少なくとも一方に、水溶性のリン系難燃剤を単位面積当たり1〜40g/m2存在させる。
(もっと読む)
発泡シート用スチレン系樹脂組成物、発泡シート及び発泡容器
【課題】 容器などの成形に用いられる発泡シートの従来の機械的強度を保ちながら、熱成形条件の拡大(成形範囲、加熱時間の低減)が可能な発泡シート用スチレン系樹脂組成物と該スチレン系樹脂組成物からなる発泡シート及び発泡容器を提供すること。
【解決手段】 スチレン系樹脂と発泡剤とを含有する発泡シート用スチレン系樹脂組成物であって、スチレン系樹脂が、分岐末端に二重結合を有する多分岐状マクロモノマー(a1)とスチレン系モノマー(a2)とアクリル酸エステル(a3)とを、前記スチレン系モノマー(a2)と前記アクリル酸エステル(a3)との使用割合(a2)/(a3)が98/2〜85/15(質量比)で共重合させた樹脂を含有することを特徴とする発泡シート用スチレン系樹脂組成物、これから得られる発泡シート、これを2次成形してなる発泡容器。
(もっと読む)
ポジティブスキュー・スチレン−アクリロニトリルコポリマー発泡体
熱可塑性ポリマー組成物及び発泡剤を含有する発泡性ポリマー組成物(ここで、この発泡性ポリマー組成物中の全ての非ハロゲン化ポリマーの75重量%又はそれ以上が、共重合AN含量分布に於いてポジティブスキューを有する重合アクリロニトリル含量分布及び平均共重合AN含量分布と中央共重合AN含量分布との間の正のパーセント差を有するスチレン−アクリロニトリルコポリマー組成物である)からポリマー発泡体を製造する。 (もっと読む)
ポリマーフォーム用の発泡剤
1,2−ジクロロ−1,2−ジフルオロエテン;3,3−ジクロロ−3−フルオロプロペン;2−クロロ−1,1,1,3,4,4,4−ヘプタフルオロ−2−ブテン;及び2−クロロ−1,1,1,4,4,4−ヘキサフルオロ−2−ブテン;から選択される1種類以上のクロロフルオロオレフィンを含むフォーム発泡剤、及びこれから製造されるフォームを提供する。 (もっと読む)
発泡成形体及び基板搬送容器
【課題】重量物の搬送時にも発泡成形体が割れたり変形し難い基板搬送容器の提供。
【解決手段】メタロセン化合物を触媒として重合された、メルトフローレートが1.8以上の直鎖状低密度ポリエチレン系樹脂100質量部に対して、350〜450質量部のポリスチレン系樹脂を複合して得られる樹脂粒子を型内発泡成形して得られる基板搬送容器であって、基板搬送容器を構成する発泡成形体は、5%圧縮強度が15.0N/cm2以上であり、対金型寸法変化率が6/1000以下であることを特徴とする基板搬送容器。
(もっと読む)
プロピレン系樹脂組成物およびこれから得られる発泡体
【課題】透明性に優れ、透過性と反射性のバランス性に優れ、発泡セル径のより小さな発泡シートまたはフィルムを提供すること。
【解決手段】シンジオタクティックプロピレン重合体(A)100〜50重量部と
プロピレン・α-オレフィン共重合体(B)0〜50重量部〔ただし、(A)と(B)との合計は100重量部)からなるプロピレン系樹脂組成物。
ここで、(A)はプロピレン単位90mol%〜100mol%と、エチレンおよび炭素原子数4〜20のα−オレフィンから選ばれる一種以上単位を0〜10mol%を含むプロピレン系重合体(但し、合計して100mol%)であって、下記要件[1]〜[3]を満たし、[1] 13C−NMRにより測定される分率(rrrr)が85%以上。[2] 融点(Tm)が145℃以上であり、且つ融解熱量(ΔH)が40mJ/mg以上。[3] 135℃における極限粘度([η]、単位 dL/g)と、230℃における溶融張力(MT、単位 mN)とが下記関係式(Eq-1)を満たす。
0.25×[η]4.8≦MT≦2.00×[η]4.8 ---- (Eq-1)
(B)は、プロピレン単位50mol%〜100mol%と、エチレンおよび炭素原子数4〜20のα−オレフィンから選ばれる一種以上単位を0〜50mol%を含むプロピレン系重合体(但し、合計して100mol%)である。
(もっと読む)
発泡性ポリスチレン系樹脂粒子及びその製造方法、並びに、予備発泡粒子及び発泡成形品
【課題】 本発明は、成形サイクルが短く且つ成形直後において表面硬度の高い発泡成形品を得ることができる発泡性ポリスチレン系樹脂粒子を提供する。
【解決手段】 本発明の発泡性ポリスチレン系樹脂粒子は、ポリスチレン系樹脂粒子100重量部にブタン4.5〜10重量部及びプロパン0.7〜2.7重量部を含有する発泡剤を含浸させてなることを特徴とするので、発泡成形サイクルが短いと共に、発泡性ポリスチレン系樹脂粒子を用いて得られた発泡成形品はその発泡直後においても優れた表面硬度を有しており粘着性フィルムなどの貼着作業も円滑に且つ確実に行なうことができる。
(もっと読む)
自動車内装材用発泡シート
【課題】 本発明は、1000〜1600Hzの低周波数帯において優れた吸音性能を有する自動車内装材用発泡シートを提供する。
【解決手段】 本発明の自動車内装材用発泡シートAは、主として連続気泡から構成された連続気泡層11を含む熱可塑性樹脂発泡シート1の両面に熱可塑性樹脂シート2、2が積層一体化されてなり、上記熱可塑性樹脂シート2の表面2aから上記熱可塑性樹脂発泡シート1の連続気泡層11に達する穴部3が形成されている自動車内装材用発泡シートであって、上記熱可塑性樹脂シート2が無機充填材を10〜50重量%含有することを特徴とする。
(もっと読む)
ポリスチレン系樹脂発泡板およびディスプレイパネル
【課題】 本発明は、優れた表面平滑性を有し、美麗で商品価値が高く、しかも表面へ直接UVインキによるインクジェット印刷が可能なポリスチレン系樹脂発泡板、および該発泡板からなるインクジェット印刷用ディスプレイパネルを提供することを目的とする。
【解決手段】 本発明のポリスチレン系樹脂発泡板は、環状ダイから筒状に押出された、ポリスチレン系樹脂発泡体をピンチロールにて挟圧して該発泡体の内面を融着させて製造された厚み2〜20mm、見掛け密度0.04〜0.2g/cm3のポリスチレン系樹脂発泡板であり、少なくとも片面の表面気泡数が100個/4mm2以上であり、且つ算術平均表面粗さ:Raが特定の(1)及び(2)式を満足することを特徴とする。
(もっと読む)
発泡性ポリスチレン系樹脂粒子及びその製造方法
【課題】予備発泡機、サイロ又は発泡成形機への流通過程において、ブロッキング防止剤の脱落が殆どなく、粒子流通管の内壁面へのブロッキング防止剤の付着も殆どない生産性に優れた発泡性ポリスチレン系樹脂粒子及びその製造方法を提供する。
【解決手段】発泡性ポリスチレン系樹脂粒子は、発泡性ポリスチレン系樹脂粒子中にブロッキング防止剤が含有されており、少なくとも一部の上記ブロッキング防止剤が、その一部分を上記発泡性ポリスチレン系樹脂粒子中に埋没させた状態で上記発泡性ポリスチレン系樹脂粒子の表面に固着させられていることを特徴とする。
(もっと読む)
141 - 160 / 398
[ Back to top ]