
Fターム[4F074DA08]の内容
多孔性物品の製造及び廃物の回収・処理 (66,590) | 多孔体の物性、用途 (14,765) | 物性 (7,929) | 機械的強度 (799)
Fターム[4F074DA08]に分類される特許
61 - 80 / 799
ポリプロピレン系樹脂組成物および射出発泡成形体の製造方法
【課題】 射出発泡成形において問題となるスワールマークが低減し、自動車部品等として好適な剛性と衝撃強度のバランスに優れた、高倍率の発泡成形体を製造するのに好適なポリプロピレン系樹脂組成物、その発泡成形体および発泡体の製造方法を提供する。
【解決手段】 ポリプロピレン系樹脂(A)100重量部対し、ASTM 1238に準拠し、190℃、荷重2.16kgで測定したメルトフローレートが5g/10分以上30g/10分未満、160℃における溶融張力が40mN以上、歪硬化性を有し、JIS K6760に準拠した密度が910kg/m3以上950kg/m3以下のエチレン・α−オレフィン共重合体(B)5〜100重量部及びタルク(C)5〜50重量部からなる混合物100重量部に対し、
少なくとも発泡剤(D)0.3〜2重量部を含んでなるポリプロピレン系樹脂組成物。
(もっと読む)
発泡シリコーンゴム、その製造方法、及びゴム被覆ローラ
【課題】本発明は、優れた強度や耐久性を有し、加熱による変形も生じにくい発泡シリコーンゴム、及びこの発泡シリコーンゴムからなる弾性層を有し、カラー機用としての十分な強度、耐久性を有し、又熱定着時の加熱によるローラ径の変化も生じにくい加圧ローラとして好適に使用できるゴム被覆ローラを提供する。
【解決手段】気泡を分散含有する熱硬化型シリコーンゴムからなり、前記気泡が連続気泡であることを特徴とする発泡シリコーンゴム、熱硬化型シリコーン、加硫剤、発泡剤及び前記発泡剤と同等の分解温度を有する分解成分を配合してなるコンパウンドを、加硫並びに前記発泡剤及び前記分解成分の分解が生じるように加熱する工程を有することを特徴とする発泡シリコーンゴムの製造方法、及び、前記発泡シリコーンゴムにより形成されたゴム弾性層2を有するゴム被覆ローラ。
(もっと読む)
着色剤を含む連続気泡多孔質体およびそれを用いた吸水材料、並びにそれらの製造方法

【課題】 フラワーアレンジメント用台座や植物の培地として好ましく使用することができる、着色剤を含む連続気泡多孔質体及び吸水材料を提供する。
【解決手段】 樹脂組成物の発泡体を粉砕してなる粉体の粉砕片が相互に接合してなる細孔壁が、連続気泡構造を形成している連続気泡多孔質体であって、前記粉体100重量部に対して0.001重量部以上10重量部以下の着色剤を混合してなる混合物を成形してなり、粉体100重量部に対して0.1重量部以上30重量部以下の界面活性剤を含有してなり、見かけ密度が0.01g/cm3以上0.2g/cm3以下、かつ、10%圧縮応力が0.02MPa以上0.3MPa以下、圧縮回復率が95%以下である連続気泡多孔質体、該多孔質体からなる吸水材料。
(もっと読む)
発泡体シート
【課題】優れた柔軟性と優れた撥水性を発現することができる、新規な発泡体シートを提供する。
【解決手段】本発明の発泡体シートは、隣接する球状気泡間に貫通孔を有する連続気泡構造を有する発泡体を含む発泡体シートであって、該発泡体は親水性ポリウレタン系重合体を含み、吸水率が1.0倍以下であり、せん断接着力が1N/cm2以上である。
(もっと読む)
発泡体の製造方法
【課題】エチレン単位を有する未架橋重合体、架橋剤及び発泡剤を含有する発泡性樹脂組成物を原料として、少なくとも一方に、水平な底面及び傾斜面により形成された凹部を有する金型を用いて、加圧一段発泡法に供し、引っ掻き傷、割れ、欠け等の不良現象が抑制された発泡体の製造方法を提供する。
【解決手段】本発明は、発泡倍率x、ASTM D 1822−61Tに準じて測定される未架橋重合体の引張衝撃強度T、金型の凹部における底面に対する傾斜面の角度θ、及び、金型の凹部の深さrにより、下記式(1)又は(2)を満たす条件で、架橋重合体を含む発泡体を製造する方法である。
【数1】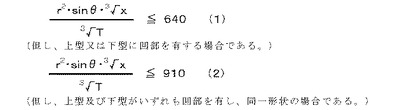 (もっと読む)
(もっと読む)
発泡性ゴム組成物
【課題】発泡倍率を高くしながら引張破断強度の低下を抑制するようにした発泡性ゴム組成物を提供する。
【解決手段】ジエン系ゴム100重量部に対し、化学発泡剤を0.1〜20重量部、レゾルシンまたはレゾルシン樹脂を1〜10重量部、前記レゾルシンおよびレゾルシン樹脂の硬化剤を1〜15重量部配合したことを特徴とする。
(もっと読む)
多孔性膜およびその製造方法
【課題】優れた電気的性能と優れた機械的強度を同時に実現することができ、更には両側の表面層が同じ気孔特性を有する多孔性膜及びその製造方法を提供する。
【解決手段】多孔性膜は、重量平均分子量が300,000以上500,000未満であるポリエチレン樹脂からなり、微細気孔が多層構造に配向されていて、内部層には両側の表面層に比べて相対的に大きさが大きい気孔が分布されており、両側の表面層が同じ気孔特性を有している。多孔性膜の製造方法は、液相パラフィン系ワックスと固相パラフィン系ワックスとの混合物を得る工程、ワックス混合物をポリエチレン樹脂に添加する工程、有機溶媒に浸漬しワックス混合物を抽出する工程を含む。
(もっと読む)
熱発泡性樹脂組成物、熱発泡性樹脂シート、発泡体およびその製造方法
【課題】低温の加熱で発泡することのできる、熱発泡性樹脂組成物および熱発泡性樹脂シートと、反発力に優れる発泡体およびその製造方法を提供すること。
【解決手段】ベース樹脂と発泡性樹脂粒子と架橋剤とを含有し、発泡性樹脂粒子は、中実の樹脂に熱膨張性物質が含有されている熱発泡性樹脂組成物から形成される熱発泡性樹脂シート1を、加熱により発泡させて、発泡体3を得る。
(もっと読む)
スチレン系樹脂押出発泡体およびその製造方法
【課題】 軽量で、かつ、機械的強度に優れるスチレン系樹脂押出発泡体を提供する。
【解決手段】 スチレン系樹脂混合物と発泡剤とを溶融混練してなる発泡性溶融樹脂組成物を押出発泡して得られるスチレン系樹脂押出発泡体であって、前記スチレン系樹脂混合物が(A)スチレン系樹脂90〜98重量部および(B)カルボニル基を有するエチレン系共重合体2〜10重量部の混合物[(A)および(B)の合計が100重量部]からなり、
かつ、発泡剤として全発泡剤量に対して二酸化炭素10モル%以上60モル%未満および、その他の物理発泡剤90モル%以下40モル%超からなる発泡剤を使用することを特徴とする、スチレン系樹脂押出発泡体。
(もっと読む)
多孔質樹脂積層体
【課題】 本発明の目的は、耐熱性を有し、厚みがあり、低い誘電率を有する多孔質樹脂積層体を提供することにある。
【解決手段】 本発明は、ガラス転移温度が150℃以上の熱可塑性樹脂からなる多孔質樹脂シートを積層した多孔質樹脂積層体であって、厚みが1.0mm以上であり、1GHzにおける誘電率が2.50以下である多孔質樹脂積層体を提供する。特に本発明の多孔質樹脂積層体は、多孔質樹脂シートを構成する熱可塑性樹脂が、ポリイミドまたはポリエーテルイミドから選ばれるいずれか1種であることが好適であり、多孔質樹脂積層体は、1GHzにおける誘電正接が、0.010以下であること、密度が1.000g/cm3以下であることが好適である。
(もっと読む)
積層多孔質フィルム
【課題】シャットダウン性に加えて、高温においても破膜やカールなどの形状変化が生じ難く、より安全性に優れた、非水電解液二次電池用セパレータとして好適な積層多孔質フィルムを提供する。
【解決手段】ポリオレフィンを主成分とする多孔質ポリオレフィン層と、フィラーを主成分とする耐熱層との、少なくとも2層を含む積層フィルムであって、耐熱層の全目付が多孔質ポリオレフィン層の全目付の0.5倍以上である積層多孔質フィルム。
(もっと読む)
充填封止用発泡組成物、充填封止発泡部材および充填封止用発泡体
【課題】吸水率を抑制しつつ、優れた封止性を有する充填封止用発泡体、その充填封止用発泡体を形成するための充填封止発泡部材および充填封止用発泡組成物を提供すること。
【解決手段】側鎖にエステル結合を有するビニル共重合体、有機過酸化物、発泡剤、疎水性樹脂および親水性樹脂を含有し、疎水性樹脂の含有割合が、ビニル共重合体100質量部に対して、5〜25質量部であり、親水性樹脂の含有割合が、ビニル共重合体100質量部に対して、1〜20質量部である充填封止用発泡組成物からなるシート1を作製する。作製したシート1に、取付部材3を装着して、充填封止発泡部材6を作製する。そして、充填封止発泡部材6をピラー2の内部空間に取り付けて、加熱により、発泡させて、充填封止用発泡体9を形成することにより、ピラー2の内部空間を充填して封止する。
(もっと読む)
架橋ポリオレフィン系樹脂発泡シート及びそれを用いた粘着テープ
【課題】優れた柔軟性、耐熱性を有し、かつ厚みを薄くし得る架橋ポリオレフィン系樹脂発泡シート、及び凹凸面の凹凸吸収性に優れると共に、スリット加工又は打ち抜き加工した場合でも十分なシール性能を有する粘着テープを提供する。
【解決手段】[1]気泡のアスペクト比1(MDの平均気泡径とCDの平均気泡径との平均P/VDの平均気泡径)が2〜18であり、アスペクト比2(MDの平均気泡径/CDの平均気泡径)が0.25〜4であり、かつMDの平均気泡径とCDの平均気泡径の平均Pが140μm以下である、架橋ポリオレフィン系樹脂発泡シート、及び[2]前記架橋ポリオレフィン系樹脂発泡シートの少なくとも一面に、粘着剤層が積層されてなる粘着テープである。
(もっと読む)
樹脂粒子、その製造方法、発泡性樹脂粒子、発泡粒子及び発泡成形体
【課題】曲げ強度及び圧縮強度に優れた発泡成形体を与え得る樹脂粒子を提供することを課題とする。
【解決手段】ポリスチレン系樹脂成分と、スチレン系単量体と分子中に3〜10個のビニル基とエステル基を有する単量体との共重合体に由来するトルエン不溶ゲル分とを含む樹脂粒子であり、前記樹脂粒子が、1〜70質量%の割合のトルエン不溶ゲル分を含み、ATR法赤外分光分析により測定された前記樹脂粒子表面の赤外線吸収スペクトルから得られる1735cm-1及び1600cm-1での吸光度比(D1735/D1600)が0.1〜2の範囲であり、前記樹脂粒子中心の吸光度比(D1735/D1600)が、前記樹脂粒子表面の吸光度比(D1735/D1600)より、0.6以上低いことを特徴とする樹脂粒子により課題を解決する。
(もっと読む)
架橋ポリオレフィン系樹脂発泡シート、粘着テープ及びシール材
【課題】優れた柔軟性及び耐熱性を保持しつつ、薄肉化を図ることができる架橋ポリオレフィン系樹脂発泡シート、及びこの架橋ポリオレフィン系樹脂発泡シートを用いた粘着テープ、及びシール材を提供する。
【解決手段】押出し成型により得られるポリオレフィン系樹脂シートを架橋、発泡させてなる架橋ポリオレフィン系樹脂発泡シートであって、該ポリオレフィン系樹脂シートは、重合触媒として四価の遷移金属を含むメタロセン化合物を用いて得られたポリエチレン系樹脂を40質量%以上含有するものであり、該架橋ポリオレフィン系樹脂発泡シートは、特定の条件を満たすことを特徴とする。
(もっと読む)
発泡性ポリスチレン系樹脂粒子とその製造方法、ポリスチレン系樹脂予備発泡粒子、ポリスチレン系樹脂発泡成形体
【課題】曲げ強度、圧縮強度などの機械強度及び断熱性に優れた発泡成形体を製造し得る発泡性ポリスチレン系樹脂粒子とその製造方法の提供。
【解決手段】樹脂供給装置内で溶融されたポリスチレン系樹脂に発泡剤を圧入・混練し、発泡剤含有の溶融樹脂を樹脂供給装置先端に付設されたダイの小孔から直接冷却用液体中に押し出し、押し出すと同時に押出物を高速回転刃で切断するとともに、押出物を液体との接触により冷却固化して発泡性ポリスチレン系樹脂粒子を得る溶融押出法により得られた発泡性ポリスチレン系樹脂粒子において、発泡性ポリスチレン系樹脂粒子全体(但し、内部気泡は除く)にオルガノシロキサンが均一に含有されたことを特徴とする発泡性ポリスチレン系樹脂粒子。
(もっと読む)
盛土用構造物及びその製造方法
【課題】圧縮強度に優れた盛土用構造物を提供する。
【解決手段】盛土用構造物が、ポリスチレン系樹脂成分と、スチレン単量体と分子中に3〜10個のビニル基とエステル基を有する単量体に由来するトルエン不溶ゲル分とを含む複数の発泡樹脂粒子の融着体からなる発泡成形体であり、前記発泡成形体が、1〜70質量%の割合のトルエン不溶ゲル分を含み、ATR法赤外分光分析により測定された前記発泡樹脂粒子界面付近の赤外線吸収スペクトルから得られる1735cm-1及び1600cm-1での吸光度比(D1735/D1600)が0.1〜2の範囲であり、前記発泡樹脂粒子中心の吸光度比(D1735/D1600)が、前記発泡樹脂粒子界面付近の吸光度比(D1735/D1600)より、0.6以上低いことを特徴とする盛土用構造物により上記課題を解決する。
(もっと読む)
靴底用発泡体ゴム組成物及びアウトソール
【課題】軽量かつ適度な硬度で、引張強度、引裂強度、衝撃吸収性、金型内流動性に優れた靴底用ゴム組成物を提供する。
【解決手段】(A)沸騰n−ヘキサン不溶分;1〜25重量%で,沸騰n−ヘキサン可溶分;99〜75重量%であるビニル・シスブタジエンゴム(VCR)、(A)以外の(B)ジエン系ゴムおよび(C)熱可塑性樹脂を混錬後、加硫前の段階で(D1)マスターバッチ化した熱膨張型発泡剤とマスターバッチ化した(D2)2種類の熱分解型発泡剤からなる発泡剤および(E)過酸化物を併用して製造した事を特徴とする靴底用発泡体ゴム組成物を提供する。
(もっと読む)
発泡性ポリスチレン系樹脂粒子とその製造方法、ポリスチレン系樹脂予備発泡粒子、ポリスチレン系樹脂発泡成形体
【課題】曲げ強度、圧縮強度などの機械強度及び断熱性に優れた発泡成形体を製造し得る発泡性ポリスチレン系樹脂粒子とその製造方法の提供。
【解決手段】ポリスチレン系樹脂粒子中に炭素数6以下の炭化水素からなる発泡剤を含む発泡性ポリスチレン系樹脂粒子において、発泡性ポリスチレン系樹脂粒子全体(但し、内部気泡は除く)に炭素数7以上の有機化合物が均一に含有されてなり、前記有機化合物の溶解度パラメータ(A)が前記発泡剤の溶解度パラメータ(B)に対して、次式(a)((B)−0.5)≦(A)≦((B)+1.5)の関係を満たす発泡性ポリスチレン系樹脂粒子およびその製造方法。
(もっと読む)
自動車内装材成形用基材、それよりなる自動車内装材成形用積層基材
【課題】緩衝性、剛性のバランスに優れた自動車内装材成形用基材を提供する。
【解決手段】ポリエチレン系樹脂組成物を含んでなり、見掛け密度が60g/L以上、300g/L以下、独立気泡率が70%以上の発泡シート状自動車内装材成形用基材であって、該ポリエチレン系樹脂組成物が、直鎖状ポリエチレン(α)90〜40質量%と、高圧法低密度ポリエチレン(β)10〜60質量%を含むポリエチレン系樹脂組成物であって、該ポリエチレン系樹脂組成物の密度が930〜960kg/m3、190℃、2.16kg荷重におけるメルトフローレートが0.1〜20g/10分、示差走査型熱量計による昇温測定において得られる吸熱曲線の融点ピークが一つ、伸長粘度の測定においてひずみ硬化性を有し、かつ、ひずみ硬化度(λmax)が2.0〜30であることを特徴とする、上記自動車内装材成形用基材。
(もっと読む)
61 - 80 / 799
[ Back to top ]