
Fターム[4F201AR12]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 調整制御量(制御の対象) (1,948) | 寸法(←長さ、大きさ、厚み等) (224)
Fターム[4F201AR12]に分類される特許
101 - 120 / 224
樹脂インプリントスタンパおよびその製造方法

【課題】基板上の薄いレジストに対して良好にパターンを転写できる樹脂インプリントスタンパを提供する。
【解決手段】中心部に貫通孔を持つドーナツ状の樹脂材料からなり、表面の一部にトラックピッチ100nm以下で複数のランド/グルーブが円周上に配列したパターン部を有し、前記パターン部の端から内周側へ向かって3mm未満の領域に、前記パターン部の上面に対して10μmを超える高さをもつ突起および段差を持たないことを特徴とする樹脂インプリントスタンパ50。
(もっと読む)
プリフォームおよび容器

【課題】製造工程における搬送中に落下することがなく、かつ開栓後にリングが口部から脱落しにくいプリフォームを提供する。
【解決手段】プリフォーム10は、口部11と、プリフォーム本体12と、口部11とプリフォーム本体12との間に形成されたフランジ部13とを有している。口部11外周にキャップ20内面の雌ねじ部25に係合する雄ねじ部14が形成されている。口部11外周のうち雄ねじ部14とフランジ部13との間の位置に、キャップ20のリング22内面の突起部28に円周方向に係合してリング22をキャップ本体21から破断させるラチェット爪15が円周方向に所定間隔をおいて複数設けられている。各ラチェット爪15の円周方向長さL1と、各ラチェット爪15間の間隔L2は、L1>L2の関係を満たしている。
(もっと読む)
粒子の分散方法
【課題】凝集粒子の大きさが小さい範囲で高粘性液体の粘度を制御することができ、高粘性液体を高粘度としても凝集粒子を一次粒子に近い状態まで分散させることができる粒子の分散方法を提供する。
【解決手段】高粘性液体10に粒子11を添加し、高粘性液体10と粒子11とを含む混合物に剪断応力を作用させて、高粘性液体中に粒子を分散させる方法であって、剪断応力は、異なる剪断速度における少なくとも2つの剪断応力であり、剪断応力の1つを、少なくとも300秒間、一定の剪断速度Aで作用させ、剪断速度Aとは異なる剪断速度を剪断速度Bとするときに、剪断速度Aと剪断速度Bとの比が、1/100〜90/100であり、混合物には、剪断速度Bでの剪断応力、剪断速度Aでの剪断応力の順番で剪断応力を作用させる。
(もっと読む)
ブロック共重合体又はその水添物のペレットの製造方法
【課題】本発明はFEが少なく、生産時のフィルター詰まりによるフィルターの交換頻度も少ないブロック共重合体又はその水添物のペレットの製造方法を提供することにある。
【解決手段】共役ジエン及びビニル芳香族炭化水素からなるビニル芳香族炭化水素含有量が10〜95重量%であるブロック共重合体又はその水添物の溶液から、2軸多段ベント押出機を用いた直脱法によってブロック共重合体又はその水添物ペレットを製造するに際し、押出機に結合した特定の特徴を有するフィルターを通過するブロック共重合体又はその水添物のペレットの製造方法。
(もっと読む)
樹脂成形機
【課題】繊維状充填材の折損を防止して、繊維強化樹脂組成物の強度向上性を維持することができる樹脂成形機を提供する。
【解決手段】樹脂成形機1は、軸部21とフライト22とを有したスクリュ2と、スクリュ2を内部に収容したシリンダ3と、ホッパー口4と、吐出口5とを備えている。スクリュ2は、軸部21の外径がその長手方向に一定に形成された供給部24と、供給部24に連なりかつ軸部21の外径が該供給部24から離れるにしたがって徐々に大きく形成された圧縮部25と、圧縮部25に連なりかつ軸部21の外径がその長手方向に一定に形成された計量部26とを備えている。計量部26の軸部21の外周面21aとフライト22の先端22aとの間の距離D3に対する供給部24の軸部21の外周面21aとフライト22の先端22aとの間の距離D1の比率D1/D3は、1.2以上でかつ1.95以下である。
(もっと読む)
樹脂ペレットの選別方法
【課題】異常形状ペレットの除去率を向上させることのできる選別方法を提供する。
【解決手段】円柱状の樹脂ペレットを振動する篩機上の篩面で選別する方法において、円柱状の樹脂ペレットの直径がD、長さがHとしたとき、DとHがなす対角長の長さをLとし、Lに対して1.05〜1.15倍の孔径dの孔を複数個有する篩面で選別することを特徴とする樹脂ペレットの選別方法であり、円柱状の樹脂ペレットの対角長の長さLが4mm以上5mm未満であるものに適用する。
(もっと読む)
ドープ混合装置、溶液製膜設備、ドープ混合方法及び溶液製膜方法
【課題】光学特性にすぐれたフイルムを製造する。
【解決手段】配管22にドープ21を送る。ノズル77から添加液27をドープ21に供給する。ノズル77の下流側の配管22に、円柱状の胴体273a及び凸部273bを有する混合部材273を設ける。凸部273bは、胴体273aの上流側の底面に設けられ、鋭角に形成される先端部273cを有する。胴体273aは、先端部273cにより分散された液100を、下流側へ案内し、胴体273aの下流側の底面273eと屈曲して接続する側面273dを備える。支持部材274a、274bは、側面273dに設けられ、側面273cと内壁面271dとを固着する。
(もっと読む)
樹脂体の製造方法、樹脂体の製造装置及び樹脂フィルタ
【課題】金網と金属不織布とを積層構成したフィルタを使用し、フィッシュアイの原因となる溶融樹脂中のゲルを広範囲で且つ効率的に濾過精製することにより、フィッシュアイを格段に低減した樹脂体を製造可能な樹脂体の製造方法、製造装置及びこれらの製造方法、製造装置に使用される樹脂フィルタを提供する。
【解決手段】メッシュサイズが500メッシュ以上の金網フィルタ8と、60μm以下の濾過精度を有する金属不織布フィルタ9とを積層することによりフィルタ5を構成する。
(もっと読む)
樹脂の糸曳切断方法、樹脂の糸曳切断装置及び樹脂の成形方法
【課題】溶融樹脂を金型表面に塗布した後、塗布した樹脂を加圧して成形する溶融樹脂の微細転写プロセスにおいて、塗布した溶融樹脂と樹脂を塗布する装置との間に形成される樹脂残留物を良好な状態で切断する技術を提供する。
【解決手段】熱可塑性樹脂を溶融し、該溶融樹脂2をダイ開口部4から吐出しながら下金型表面5に塗布し、前記塗布した溶融樹脂を上金型18で加圧転写する成形方法において、前記ダイ開口部からの溶融樹脂の吐出を停止後、前記ダイ開口部からの溶融樹脂の吸引を行いながら、前記ダイ開口部を前記下金型表面から解離移動することにより、塗布を完了した位置で前記ダイ開口部と前記下金型表面上に塗布した溶融樹脂6との間に連続して形成される樹脂残留物7を延伸して薄い固体のフィルム状に変形させ、その後前記フィルム状に延伸された樹脂10をダイの幅方向にカッター14で切断する。
(もっと読む)
ポリマ材料をガス抜きするためのベント式押出し機ならびにベント式押出し機を使用してポリマ、溶剤および/またはモノマから成るシロップをガス抜きするための方法
本発明は、ポリマ材料をガス抜きするためのベント式押出し機(1)であって、少なくとも1つの押出し機シリンダ(2)と、回転可能に駆動される、該押出し機シリンダ(2)内に支承された少なくとも1つの押出し機スクリュ(3)と、少なくとも1つの材料装入部と、少なくとも1つの押出し物取出し部と、少なくとも1つのガス抜きゾーン(9)とが設けられている形式のものに関する。当該ベント式押出し機(1)は特に、ガス抜きゾーン(9)で生じたガスの少なくとも一部のためのガス流出部が、ポリマ材料の搬送方向に関して材料装入部の上流側に設けられていることによりすぐれている。 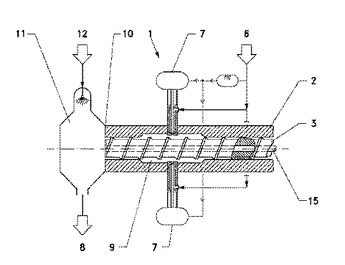 (もっと読む)
(もっと読む)
溶液製膜方法及び設備
【課題】助剤濾過方式において、所定強度のプレコートの形成を簡単に検出する。
【解決手段】原料ドープ41に濾過助剤を分散させて、第1濾過器47または第2濾過器48で濾過する。濾過器47,48内で濾材支持体60の上に濾過助剤を堆積させ、この濾材支持体60及び堆積層からなる濾材63を用いて原料ドープ41を効率良く濾過する。濾過圧力が高くなったところで、濾過器47,48を切り替えて、使用済みの濾過器に洗浄液を流して、洗浄する。洗浄後に、プレコート液61を循環させて、濾材支持体60上に濾過助剤を均一に堆積させて所定強度のプレコート62aを形成する。所定のプレコート強度が得られる濾過助剤総量を予め求めておき、この濾過助剤総量をプレコート液中に分散させる。濁度計69a,69bの出力が一定値以下になったときに、所定強度を有するプレコートが得られる。
(もっと読む)
分離装置
【課題】
本発明は、ペレットと微粉及び水分の混合状態から微粉や水分を分離することにあり、とりわけ水分や静電気により樹脂ペレットに付着している切り粉を効率よく分離、除去する分離装置を提供することである。
【解決手段】
撹拌槽と、
該撹拌槽内に配置される回転軸と、
該回転軸に接続され、内部が中空構造であり、被撹拌物と接する部分に該中空構造に通じた複数の孔を有する撹拌羽根と、
該撹拌羽根に接続された吸引ホースからなり、
該撹拌羽根の孔は該撹拌羽根の中空構造を介して該吸引ホースへと通じており、
該回転軸を介して該撹拌羽根を回転させ、被撹拌物を撹拌させながら、該吸引ホースより陰圧をかけ、被撹拌物から孔を通過する通過物と孔を通過しない不通過物とを分離することを特徴とする分離装置。
(もっと読む)
ペレットおよびマイクロペレットの押出成形制御、ペレット化制御および溶融レオロジー制御を利用して最小せん断成形を向上させるための方法および装置、ならびにペレットおよびマイクロペレットから作られた成形体
本発明のさまざまな実施の形態は、最小せん断成形プロセスの向上のための方法に関する。これは、任意の粉末とともにペレットおよび/またはマイクロペレットを用いて達成することができる。ペレットおよび/またはマイクロペレットは、減少した成形温度、減少した硬化時間、減少した回転軸比および/または減少した回転速度を組入れる非粉末溶融流れレオロジーと組合せて、制御された押出成形およびペレット化プロセスによって作製することができる。成形は、単軸成形、2軸成形、または多軸成形であり得て、回転成形、振動成形、またはそれら両方であり得る。作製された成形部は、単一の層または多層を有することができ、類似のまたは異なる化学的組成物を用いて、1つ以上の成形シーケンスにおいて作製することができる。 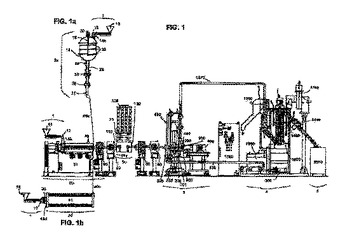 (もっと読む)
(もっと読む)
プラスチックボトル成形用プリフォーム
【課題】樹脂重量が25.0g以下の、容量600ml以下のプラスチックボトル成形用プリフォームを提供する。
【解決手段】プラスチックボトル成形用プリフォームは、口栓部2、サポートリング3、胴部5及び胴部5の端部を閉塞する底部6を備える、樹脂重量が25.0g以下のプリフォームである。サポートリング3の下に最小肉薄部からなる長さ5.0〜10.0mmのサポートリング下肉薄部4が設けられ、底部6はゲート部のほうに向けて徐々に肉厚を薄く形成されている。
(もっと読む)
プラスチックボトル成形用プリフォーム
【課題】樹脂重量が21.0g以下の、容量600mlのプラスチックボトル成形用プリフォームを提供する。
【解決手段】プラスチックボトル成形用プリフォームは、口栓部、サポートリング、胴部及び胴部の端部を閉塞する底部を備える。樹脂重量は21.0g以下であり、プリフォームの全長を92.5mmより小さくし、胴径を24.0mmより小さくし、サポートリングの下に最小肉薄部からなる長さ5〜10mmのサポートリング下肉薄部を設け、更に胴部の肉厚をサポートリング下肉薄部より厚くし、且つ底部はゲート部のほうに向けて徐々に肉厚を薄くした。
(もっと読む)
ゴム材料の混練制御方法
【課題】ロール混練機によってゴム材料を混練する場合に効率よく、粘度が安定した混練ゴムを得ることができるゴム材料の混練制御方法を提供する。
【解決手段】密閉型混合機から放出された混練ゴムRのロール混練機1への投入ゴム温度を90℃以上とし、ロール混練機1で混練して排出する排出ゴム温度を60℃〜80℃に制御して混練するとともに、ロール2上の混練ゴムRのバンク量Bの増減を、混練ゴムRをロール混練機1に循環させて投入する受け渡しコンベヤベルト10および練り返しコンベアベルト4の搬送速度または混練ゴムRをロール混練機1に循環させる循環経路の長さの少なくとも一方を変更することによって制御して混練する。
(もっと読む)
繊維強化ポリアミド樹脂組成物ペレット及び製造方法
【課題】安定した難燃性を有し、機械的特性、特に衝撃性、耐クリープ性に優れ、かつ射出成形によって得られた成形品において、成形収縮率が流動方向と直角方向の異方性や反りが少ない繊維強化難燃性ポリアミド樹脂ペレット及びそれからなる電磁開閉器部品やブレーカー部品を提供すること。
【解決手段】ポリアミド樹脂、臭素系難燃剤、難燃助剤、繊維状無機質強化材を、一括で溶融混練した繊維強化ポリアミド樹脂組成物ペレット。
(もっと読む)
樹脂組成物
【課題】光照射などの手段により分解速度の速い樹脂組成物、樹脂組成物中に光触媒粒子である二酸化チタンが凝集を伴うことなく分散した状態にある樹脂組成物の提供。
【解決手段】アナターゼ型酸化チタン又はルチル型酸化チタンから選ばれる光触媒性粒子を含む樹脂組成物であって、前記樹脂組成物の破断面において、2次粒子径100nm以上の光触媒性粒子が1μm2あたり2個以下で高度に分散していることを特徴とする樹脂組成物及びこれから形成されている構造体。
(もっと読む)
セルロース繊維含有熱可塑性樹脂組成物の製造方法
【課題】 解繊されたセルロース繊維を含有するものが得られるセルロース繊維含有熱可塑性樹脂組成物の製造方法の提供。
【解決手段】 攪拌手段として回転羽根を有するミキサー中にセルロース繊維集合体を入れ、高速攪拌することにより、前記セルロース繊維集合体を解繊するとき、前記セルロース繊維集合体として棒状のパルプシートを用い、ミキサーの羽根とのなす角度が45°〜90°の範囲になるようにして、前記棒状のパルプシートと前記羽根を接触させて解繊する工程、前記ミキサー内に熱可塑性樹脂を入れた後に攪拌することで、発生した摩擦熱により前記熱可塑性樹脂を溶融させて、解繊されたセルロース繊維に前記熱可塑性樹脂が付着した混合物を得る工程、前記混合物を冷却しながら低速攪拌する工程を有するセルロース繊維含有熱可塑性樹脂組成物の製造方法。
(もっと読む)
繊維含有樹脂造粒物及びその製造方法
【課題】繊維の折れや切断を回避できて十分な機械的強度を確保できると共に、繊維長の短い繊維でも繊維長の長い繊維でも適用することができ、設備コストも抑制でき、樹脂の熱による劣化も防止できる、繊維含有樹脂造粒物の製造方法を提供する。
【解決手段】この発明の繊維含有樹脂造粒物の製造方法は、2枚の樹脂フィルム1A、1Bをその間に繊維2を挟み込んだ状態で熱プレスすることによって繊維複合化フィルム9を得る工程と、前記繊維複合化フィルム9をカットすることにより造粒物7を得る造粒工程と、を包含することを特徴とする。
(もっと読む)
101 - 120 / 224
[ Back to top ]