
Fターム[4F201AR12]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 調整制御量(制御の対象) (1,948) | 寸法(←長さ、大きさ、厚み等) (224)
Fターム[4F201AR12]に分類される特許
141 - 160 / 224
表示パネル用搬送トレイの歪み矯正方法およびその装置
【課題】特に搬送トレイが段積みされている状態においても、搬送トレイの歪みを効果的に矯正できるようにする。
【解決手段】内部が中仕切壁12により複数の凹部13に区画され、その各凹部13内に表示パネルPが収納されている搬送トレイ10の歪みを矯正するにあたって、搬送トレイ10の底面積よりも小面積の水平な支持面にて搬送トレイ10の底面を支持する昇降可能なワーク支持板110と、搬送トレイ10の側枠周縁部11aの少なくとも対向する2辺に当接するようにワーク支持板110上の所定高さ位置で同一水平面H−H内に配置された少なくとも一対の押さえ板120とを備え、ワーク支持板110に支持されている搬送トレイ10の側枠周縁部11aが各押さえ板120に当接するまでワーク支持板110を上昇させる。
(もっと読む)
プリフォーム及びその加熱方法

【課題】プリフォームの少なくとも延伸される部分を温度差なく均一に延伸ブロー成形に適した温度まで高温短時間で加熱することができる薄肉プラスチックボトルを生産するプリフォームを提供する。
【解決手段】ネックリング部3と胴体部4の接続部に突起6を設けるとともに、胴体部4をプリフォームの中心軸に対してほぼ同心円となる円筒部とし、また底部5をなだらかな曲線で構成された半球状として、胴体部および底部の厚みをほぼ均一とし、さらに、キャップ嵌合部2の頂面部の厚みを1.5〜1.8mm、ネックリング部の基部の断面厚みを3.0mm以上とする。
(もっと読む)
押出ダイのクリーニング方法および装置
押出ダイの出口面付近においてダイオリフィス上にワイヤを通過させることによって、押出ダイを、特にいわゆるダイドリップについてクリーニングすることができる。押出の操作は、ワイヤを押出物の流れに通過させることで影響を受けることはなく、したがって、押出操作は、クリーニングプロセスのために中断される必要がない。この方法は、特にポリマーが押出されるダイのクリーニングに有用である。  (もっと読む)
(もっと読む)
繊維強化熱可塑性樹脂成形品
【課題】特定の扁平断面形状を有する強化繊維を含み、その強化繊維の繊維長分布が長繊維側にシフトした、機械的強度、耐熱性、反り性、表面外観に優れた繊維強化熱可塑性樹脂成形品を提供する。
【解決手段】 (A)熱可塑性樹脂70〜35重量%、(B)断面が下記式による扁平率2.3以上の扁平形状である強化繊維30〜65重量%を含む熱可塑性樹脂組成物からなる成形品において、成形品中の強化繊維の重量平均繊維長が1mm以上であることを特徴とする繊維強化熱可塑性樹脂成形品。
扁平率=強化繊維長径(a)/強化繊維短径(b)
(もっと読む)
再生プラスチック成形材料の製造方法
【課題】水性塗料の使用済み塗料缶から、汎用性の再生プラスチック成形材料を実用製造することができる新規な再生プラスチック成形材料の製造方法を提供すること。
【解決手段】使用済みの水性塗料のプラスチック缶(廃棄プラスチック缶)から再生プラスチック成形材料を製造する方法。廃棄プラスチック缶を、ロータリーカッター型の粉砕機17を用いて水供給下にて粉砕後、該粉砕混合物を、塗料をプラスチック粉砕物から、沈降分離槽30で沈降分離させて、上方の浮遊プラスチック粉砕物を、脱水機36で脱水回収して再生プラスチック成形材料とする。
(もっと読む)
造粒機のスタート方法
【課題】溶融樹脂を押し出してペレットを得る造粒機のスタート方法であって、スタートに際してオフスペック品の発生を抑制し、円滑かつ経済的にスタートすることが可能であるという優れた効果を有する造粒機のスタート方法を提供する。
【解決手段】溶融樹脂を押し出してペレットを得る造粒機のスタート方法であって、高MFRの樹脂のスタートに際して低MFRの樹脂を切り込んでダイプレートとカッターナイフの間隙を調整しペレットを製造する造粒機のスタート方法。本発明が対象とする樹脂としては、特に制限はないが、ポリエチレン系樹脂、ポリプロピレン系樹脂などを例示することができる。 高MFRとは、100(g/10min)を越えるMFRを意味し、低MFRとは30(g/10min)未満のMFRを意味する。
(もっと読む)
予備成形体を利用した燃料電池用セパレータの2段階製造方法及び燃料電池用セパレータ
【課題】高圧プレスの使用時間を短縮するため、これに好適な工程、加工条件及び素材を確立し、セパレータとしての性能条件を満足する燃料電池用セパレータの製造方法ならびに該方法を利用して製作されたセパレータを提供する。
【解決手段】本発明による燃料電池用セパレータの製造方法は、両端に結合されて単位電池を支持する燃料電池用セパレータが、セパレータの形状と類似した未完成の予備成形体を作る予備成形工程及び、予備成形体を成形してセパレータを製作する主成形工程の2段階を経て製造される。
(もっと読む)
高粘度樹脂の混合装置
【課題】高粘度の複数の液体を高速で均一混合できる高粘度樹脂の混合装置を提供する。
【解決手段】混合後の樹脂を排出する排出口7が設けられ内壁が円筒状の外筒1と、外筒1の内壁内で回転する螺旋状に形成されたネジ山5が接続される回転シャフト3と、回転シャフト3を軸受け支持し外筒1に固定された軸受け2と、軸受け2に設けられ2種類の高粘度樹脂が別々に供給される2つの注入口6と、ネジ山5に設けられ排出口7を閉じるための弁体8と、回転シャフト3を軸方向に移動する駆動装置とを備え、前記ネジ山5と外筒1の内壁とのギャップが外筒内径の0.5から1.5%以内に形成した。
(もっと読む)
ペレット製造方法
【課題】所定形状を保持しつつも低い圧力で崩壊するペレットを作ることができるペレット製造方法を提供する。
【解決手段】ペレット製造方法は、水分含有混合物を作る混練工程と、混合物を所定形状の複数のペレットに加工する造粒工程と、ペレットに含まれる水分を減らす乾燥工程とを有する。造粒工程では、気化熱で混合物の造粒時における摩擦熱を奪うアルコールが注入され、乾燥工程では、ユニット58の進入口56から排出口57までのベルトコンベヤ59の走行距離が1〜20mの範囲、ベルトコンベヤ59の走行速度が0.03〜0.1m/sの範囲にあり、ユニット58の内部温度が加熱器60によって45〜50℃の範囲に保持されている。
(もっと読む)
ペレット製造方法
【課題】紙パウダーと澱粉とが略均一に混ざり合ったペレットを作ることができるペレット製造方法を提供する。
【解決手段】ペレット製造方法では、紙パウダーと澱粉とを水やアルコールとともに正逆2方向へ回転するリボンミキサー14の攪拌リボン19によって攪拌混練して水分含有混合物を作った後、混合物を正逆2方向へ回転する攪拌ホッパー15の攪拌翼28によって再混練することで、紙パウダーと澱粉とが略均一に混ざり合った混合物を作り、その混合物を造粒して複数のペレットを作る。
(もっと読む)
ストレッチブロー成形により製造された容器用プリフォーム
本発明は、互いに接合された3つの別個の部分、すなわち、側壁3と、底部4と、開口部を有する上部分2とを備え、側壁3の厚さが底部4の厚さより小さいパッケージをブロー成形により製造するためのプリフォーム1に関する。本発明はまた、前記プリフォーム1のブロー成形により得られたパッケージに関する。 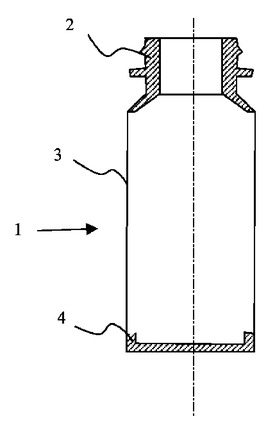 (もっと読む)
(もっと読む)
熱可塑性物品および改良されたマスターバッチを用いたその製法
本発明はプラスチック物品を製造する改善された方法およびそれから製造された物品に関する。本発明の方法は、第一の原料と第二の原料を別個の原料として供給する工程、溶融ブレンドを形成するために剪断力を加える工程、溶融ブレンドを成形する工程、および溶融ブレンドを固化する工程を含む。第一の原料はポリオレフィンを含む。第二の原料は少なくとも1種の粒子状鉱物充填剤と少なくとも1種の第二のポリオレフィンの混合物を含み、第二のポリオレフィンはISO 1133(条件D)によって測定した190℃/2.16kgにおけるメルトインデックスが約150g/10分より大きく、粒子状鉱物充填剤は混合物全体の約45〜85質量%であり、第二のポリオレフィンは混合物全体の約15〜55質量%である。 (もっと読む)
予備成形物の後処理のための装置並びに方法
本発明は、金型から取り出された形状不安的な予備成形物(10)の後処理のための装置並びに方法であって、複数の校正ピン若しくはニップル(30)を備えており、該校正ピン若しくはニップルはスリーブ状の構成部分内への差込のためのそれぞれ1つの挿入部分を含んでおり、前記スリーブ状の構成部分は冷却スリーブとして形成されており、前記ニップル(30)の挿入部分は半径方向に膨らみ可能なプレスリング若しくはシールリング(56)を有しており、該プレスリング若しくはシールリングは前記スリーブ状の構成部分内に差し込まれるようになっている形式のものにおいて、前記挿入部分の軸線方向で前記プレスリング若しくはシールリング(56)の両側にそれぞれ1つの保持肩部(54,55)を配置してあり、該保持肩部は前記プレスリング若しくはシールリングの膨らましのために互いに相対的に移動させられるようになっており、前記各ニップル(30)はそれぞれ2つの管片を有しており、該各管片の端部にそれぞれ前記保持肩部(54,55)のうちの一方を取り付けてあり、前記プレスリング若しくはシールリング(56)は、テルモス瓶の閉鎖部のように機械的に膨らませられるようになっている。  (もっと読む)
(もっと読む)
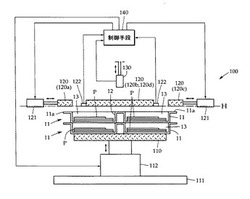
波長特異的な熱放射及び処理を行う方法及びシステム
種々の処理目的のために特定の熱赤外線(IR)波長放射又はエネルギーを物品に直接注入するシステムを提供する。そのような目的には、様々な産業、医学、民生又は商用環境の広範囲において、物品を加熱しその温度を上昇又は維持するか、或いは目標物を刺激することが含まれる。このシステムは、具体的に選択した波長で照射するか或いは放射をパルス化又は注入する能力を必要とするか又はその能力から恩恵を受ける作業に特に適用可能である。システムは、特に、より高速で且つ目標物と接触しない環境で機能するときに有利である。 (もっと読む)
回収ポリビニルアルコール系樹脂フィルムから得られる製膜用ペレットを用いたポリビニルアルコール系樹脂フィルムの製造方法
【課題】回収ポリビニルアルコール系樹脂を一部再利用しても、新ポリビニルアルコール系樹脂粉末を全量使用した場合と同じ程度のフィルム物性及び製膜性等の作業効率を損なうことなく、ポリビニルアルコール系樹脂フィルムを提供する。
【解決手段】回収ポリビニルアルコール系樹脂フィルムと新ポリビニルアルコール系樹脂及び水からなる混合物を、押出成形してポリビニルアルコール系樹脂フィルムを製造するに当たり、回収ポリビニルアルコール系樹脂フィルムを、含水率10〜30重量%に含水させ、該フィルムを紐状に収束したストランドにして、裁断することにより得られるペレットとして、新ポリビニルアルコール系樹脂粉末と混合することを特徴とするポリビニルアルコール系樹脂フィルムの製造方法。
(もっと読む)
変性天然ゴムマスターバッチ及びその製造方法、並びにゴム組成物及びタイヤ
【課題】ゴム組成物の低ロス性、耐摩耗性及び破壊特性を大幅に向上させることが可能なゴムマスターバッチ、並びに、該マスターバッチの製造方法を提供する。
【解決手段】天然ゴム分子中に極性基を含有する変性天然ゴムラテックスと、カーボンブラックを予め水中に分散させてなるスラリー溶液とを混合する工程を含むことを特徴とする変性天然ゴムマスターバッチの製造方法、並びに、該方法で製造された変性天然ゴムマスターバッチである。
(もっと読む)
タブレット成形機を制御する方法及びタブレット成形機
タブレット成形機を制御するための方法は、ダイテーブル1の各ダイ内に材料を連続的に供給するステップと、前記材料に先行圧縮及び本圧縮を施し、それによって前記本圧縮がほぼ一定の圧縮力の下でなされ、個々のタブレットの可変のタブレット厚みを生じさせるステップと、前記ダイに移送された材料の重量を表す重量値を測定するステップとを含んでいる。各ダイに供給される材料の量は、予め測定された重量の値と第一の設定値との間の偏差に基づいて調整される。前記重量値は、各ダイ内に配置されている材料の先行圧縮中に測定される。回転タブレット成形機もまた開示されている。  (もっと読む)
(もっと読む)
トナー供給ローラの製造方法
【課題】繰り返し成形しても、ウレタンフォーム層の硬度、通気量の変動がなく、成形耐久安定性が良いトナー供給ローラの製造方法を提供する。
【解決手段】ウレタン原料液を攪拌用ローター3を備えたミキシングチャンバー1に導入して混合し混合したウレタン原料液をウレタンフォーム用材料液として成形金型に導入する工程と、これを硬化して芯金の外周にウレタンフォーム層を形成する工程と、成形されたトナー供給ローラを成形金型から取り出す工程と、を有するトナー供給ローラの製造方法であって、前記ミキシングチャンバー1の空隙率を15%以上、45%以下とし、かつ、前記ウレタン原料液のミキシングチャンバー1における滞留時間を5秒以上、12秒以下とすることを特徴とするトナー供給ローラの製造方法。
(もっと読む)
玄武岩長繊維強化熱可塑性樹脂ペレット
【課題】廃棄処理が簡便であり、地球環境に影響が少なく、しかも機械的強度に優れた長繊維強化樹脂ペレットを提供する。
【解決手段】玄武岩繊維ロービングを引きながら溶融された熱可塑性樹脂を含浸することにより製造されるペレットであり、玄武岩繊維がペレットの長さ方向に平行に配列しており、長さ4〜50mmである玄武岩長繊維強化熱可塑性樹脂ペレット。
(もっと読む)
廃発泡ポリオレフィン系樹脂成形体の加圧減容品を利用した発泡ポリオレフィン系樹脂成型体の製造方法
【課題】 本発明は、廃ポリオレフィン系樹脂成形体を利用しても、バージンのポリオレフィン系樹脂と比して強度低下が少なく、成形体の不良率が低い等品質の良好な、発泡ポリオレフィン系樹脂成形体の製造方法を提供すること。
【解決手段】 (a)廃発泡ポリオレフィン系樹脂成形体を1mm以上100mm以下の大きさに粉砕し、加圧減容して廃ポリオレフィン系樹脂の加圧減容品の塊を得る工程、(b)減容品を粉砕して粉砕品を得る工程、(c)粉砕品とバージンのポリオレフィン系樹脂とを混合して、押出機にてペレット化してペレットを得る工程、(d)水分散系にて再生ペレットに発泡剤を含浸後、発泡させて、予備発泡粒子を作製する工程、(e)予備発泡粒子を用いてポリオレフィン系樹脂発泡成形体を製造する工程、を含むことを特徴とするポリオレフィン系樹脂発泡成形体の製造方法。
(もっと読む)
141 - 160 / 224
[ Back to top ]