
Fターム[4F201AR12]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 調整制御量(制御の対象) (1,948) | 寸法(←長さ、大きさ、厚み等) (224)
Fターム[4F201AR12]に分類される特許
161 - 180 / 224
ゴム質重合体フレークの製造方法
【課題】圧搾脱水押出機での圧搾および脱気中の重合体の完全溶融を防止できるゴム質重合体フレークの製造方法を提供する。
【解決手段】乳化重合で得られたゴム質重合体ラテックスを凝固させて得られた含水重合体を、少なくとも1つの脱液スリットを有する脱液部、含水重合体から液状物を除去するための圧搾部および気化物を排出するための脱気部を備える圧搾脱水押出機を用いて脱液、圧搾、脱気およびフレーク化してゴム質重合体フレークを得るゴム質重合体フレークの製造方法であって、圧搾脱水押出機として、バレルブロックとスクリューとを備え、該バレルブロックとスクリューとの間隔が0.8mm以上3mm以下である圧搾脱水押出機を用いる。
(もっと読む)
紙配合熱可塑性樹脂組成物の製造方法及びそれに用いる紙ペレット
【課題】本発明の目的は、紙配合熱可塑性樹脂組成物の製造方法において、微粉砕し難いプラスチックフィルムラミネート紙の混練生産性と、解繊されていないセルロース繊維の分散性を改善させるとともに、混練工程の発熱を軽減させ、さらには黄変防止を行なうことである。
【解決手段】本発明に係る紙配合熱可塑性樹脂組成物の製造方法は、パルプ若しくは粉砕古紙と熱可塑性樹脂とを含有し、混練によって複合化された紙配合熱可塑性樹脂組成物の製造方法において、前記パルプ若しくは前記粉砕古紙と前記熱可塑性樹脂とを含む混合物若しくは組成物をセルロース繊維膨潤剤の存在下で加熱混練する工程を有することを特徴とする。
(もっと読む)
樹脂ストランドとその製造方法、及びペレット
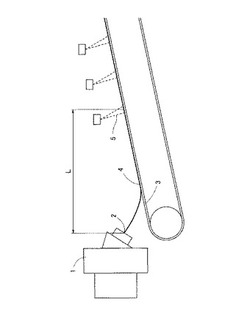
【課題】ストランドカット方式による樹脂ストランドの製造において、ストランド折れを防止し、同時に連粒の発生も大幅に抑制して、効率良くストランドを製造し、ペレットを提供する。
【解決手段】コンベアーベルト3により搬送されるストランド状溶融樹脂4と冷却水5とが最初に接触する位置と、該ストランド状溶融樹脂4を押し出す押出機ダイ穴2との距離Lを1.5m以上5m以下とする。
(もっと読む)
プラスチック原料の可塑化混練押出機

【課題】可塑化混練部および溶融混練分散部で発生する内圧を低下し、シリンダ、スクリュの摩耗低減、および混練によるフィラーの凝集物を発生させずに、フィラーの分散を向上することができる、プラスチック原料の可塑化混練押出機を提供する。
【解決手段】可塑化混練部に、ディスクB1枚の幅がシリンダ内径Dの0.1〜0.5倍で、ディスクBのチップ部GのディスクBの前面側の頂部aとそのディスクBの後面側の頂部bとの間の角度である螺旋角度θが、ディスクBの断面A−Aを軸先端方向にみてスクリュの反回転方向に0°<θ<90°の範囲内にあり、スクリュ2の軸周りのディスク相互間のずれ角度である位相角度Eが0°<E<90°で配列されているツイストニーディングディスクを、シリンダ内径Dの1.9倍以上の長さで組み込んでいる。
(もっと読む)
射出成形体の製造方法
【課題】
薄膜状の成形体を、バリの発生を起こさずに安定的に生産する方法を提供する。
【解決手段】
Tg100℃の、ジシクロペンタジエン85重量部とテトラシクロドデセン15重量部との開環重合体水素化物のペレット30重量部と、Tg137℃の、ジシクロペンタジエン38重量部と、テトラシクロドデセン35重量部と、メタノテトラヒドロフルオレン27重量部との開環重合体水素化物のペレットとを混合した後、金型を用いて、縦500mm、横400mm、厚さ0.4mmの成形体を、射出成形により製造する。
(もっと読む)
粉ゴムと充填剤を用いた天然ゴム及び/又は合成イソプレンゴムマスターバッチの製造方法
【課題】ゴム片あるいはゴム粉末を処理するためのエネルギーコストが低い方法を提供すること、更には処理して得られたものをリサイクルに役立てる方法を提供することが、本発明の課題である。
【解決手段】本発明により、カーボンブラック及び/又はシリカと粉ゴムを分散させたスラリー溶液と、天然ゴムラテックス及び/又は合成イソプレンゴムラテックスを混合することにより、天然ゴム及び/又は合成イソプレンゴムウェットマスターバッチを製造することが可能となった。該天然ゴム及び/又は合成イソプレンゴムウェットマスターバッチを乾燥して得た天然ゴムマスターバッチを配合することにより、高い物性を維持したゴム組成物を得ることができる。
(もっと読む)
成形体
【課題】 4個取り以上の金型を用いて成形しても、光学ひずみのばらつきや、屈折率のばらつきが小さい成形体を提供する。
【解決手段】 テトラシクロドデセンの開環重合体水素添加物などの脂環構造含有重合体を、少なくとも一辺が0.3mm以上2.0mm以下であり、短辺、長辺及び高さの合計が0.5mm以上10.0mm以下である円柱状、球状などのペレットに成形し、次いでそのペレットを用いて、4個取りの金型で溶融成形することによって、レンズなどの光学素子に適した成形体を得る。
(もっと読む)
フィルム用途向けポリアミド樹脂ペレットの製造方法及びそれを用いたポリアミド樹脂フィルム
【解決手段】溶融重縮合して得られたポリアミド樹脂をストランド状に押し出し、これを冷却・固化後、回転式カッターで切断し、更に含有される微粉を分離して微粉含有量を20重量ppm以下にすることを特徴とするフィルム用途向けポリアミド樹脂ペレットの製造方法。
【効果】本発明のポリアミド樹脂は、化合物を配合することなく、且つ耐熱性、滑り性、透明性を損なうことなく、フィッシュアイが少なく外観を向上した、より商品価値の高いポリアミド樹脂フィルムを提供することが可能である。さらには、フィルム成形時の押出機シリンダ温度が250℃を超えるような昨今の高流量吐出対応の成形の場合において生産性を高くする効果が期待でき、その工業的価値は極めて高い。
(もっと読む)
混練装置のロール隙間異常検知方法及びそれを含む樹脂混練物の製造方法
【課題】隙間検知手段の検知に基づいてロール隙間を設定したときの異常検知方法を提供する。
【解決手段】並設された一対のロール10,20を備えた混練装置Aのロール隙間異常検知方法は、一対のロール10,20のロール間隔を、隙間検知手段32,42の検知に基づいて所定間隔に設定するステップと、一対のロール10,20の少なくとも一方を所定回転数で空回転させて、その回転トルクを検知するステップと、を備える。
(もっと読む)
バイオマス原料由来の樹脂成形体の製造方法、及びこれにより得られるバイオマス原料由来の樹脂成形体
【課題】成形サイクルを長くすることなく、樹脂の結晶化を促進でき、優れた耐衝撃強度、及び耐熱温度を有する生分解性材料よりなる成形品を得る。
【解決手段】バイオマス原料由来の樹脂の結晶化温度未満で、かつガラス転移温度未満に保持された金型内5に、バイオマス原料由来の樹脂、又は石油原料由来の樹脂とバイオマス原料由来の樹脂とのブレンド樹脂を射出し、その後、冷却固化することにより得られるバイオマス原料由来の樹脂成形体の製造方法であって、前記金型5から離型して成形品1(ハウジング)を得る工程を行い、その後に、前記成形品1の形状寸法精度を必要とする箇所を支持した状態で結晶化させるアニール工程を行う。
(もっと読む)
光ディスク基板の製造方法
【課題】本発明の目的は、炭化物の発生量の少ない高品質の光ディスク基板の製造方法を提供することにある。
【解決手段】本発明は、ペレットを射出成形することからなる光ディスク基板の製造方法であって、
(i)該ペレットは、粘度平均分子量が13,000〜18,000の芳香族ポリカーボネート樹脂をストランドに溶融押出しし、温水にて冷却後、切断して得られたペレットであり、かつ
(ii)該ペレットは、該ペレット5kgを秤量し、幅500mm、長さ864mm、厚み0.08mmのポリエチレン袋を2枚重ねたものの中に詰め、圧縮空気を吹き込み膨らませ(内容量約38L)、次いでそのペレット入りのポリエチレン袋をブレンダーに入れ、25r.p.m.でブレンダーを回転して60分間振り混ぜた後の、粒径1.0mm以下の微粉末の発生量が250ppm以下である、
ことを特徴とする光ディスク基板の製造方法である。
(もっと読む)
パーフルオロポリマーの製造方法、製造装置、および固体高分子形燃料電池用電解質膜の製造方法
【課題】不安定末端基が低減されたパーフルオロポリマーを効率よく製造できる製造方法、製造装置、および耐久性に優れた固体高分子形燃料電池用電解質膜を効率よく製造できる製造方法を提供する。
【解決手段】パーフルオロモノマーを重合して得られた重合体を押出成形してストランドとし、該ストランドにフッ素ガスを接触させる処理を含む、パーフルオロポリマーの製造方法;前記重合体を溶融して押し出す溶融・押出手段11と、溶融重合体をストランド1にするダイ12と、ストランド1にフッ素ガスを接触させるフッ素化槽13とを具備するパーフルオロポリマーの製造装置10;および前記製造方法で得られたパーフルオロポリマーを用いる固体高分子形燃料電池用電解質膜の製造方法。
(もっと読む)
人造大理石又は柄入り樹脂材料用柄材の製造方法及びこの製造方法により製造した人造大理石又は柄入り樹脂材料用柄材
【課題】 フィルムの粉砕工程を用いながら、着色の歩留まりを向上させることの可能な実用的な人造大理石又は柄入り樹脂材料用柄材の製造方法及びこの製造方法により製造した人造大理石等用柄材を提供すること。
【解決手段】 着色剤と樹脂フィルムを粉砕してなる粉砕フィルムとを攪拌混合することで粉砕フィルムを着色する。粉砕フィルムの粒径管理区間のうち目標粒径を含む目標粒径区間の最小粒径よりも小径である小径粒径区間における重量比が目標粒径により定まる所定値内に収まるように粒径管理する。小径粒径区間に属する小径粉砕フィルムが着色剤により粒塊を形成しない薄さの粘度に着色剤を調整し、攪拌混合を行う。
(もっと読む)
密閉式混練機
【課題】混練材料の移動量の少ないロータの軸方向の両端部の位置において混練材料の滞留が起こりにくい密閉式混練機を提供すること。
【解決手段】チャンバー1の内周面1aとロータ翼32の先端部との間に形成されるチップクリアランスの大きさを、ロータ3のロータ軸31の軸方向の中央部Waより両端部Wb、Wcが小さくなるようにする。
(もっと読む)
容器及び容器を得るためのプリフォーム
圧縮成形プリフォーム(1;31;41;51;61;71;81;91)から得る容器には、支持面に載置することを目的とする基壁(203;303)と、主軸(X)を囲む側壁(202;302)とを含み、上記主軸(X)付近で測定した上記基壁(203;303)の厚さ(C4;P4)を、上記側壁(202;302)の厚さ(C1;P1)の8.2倍以下とする。 (もっと読む)
光ディスクの製造方法
【課題】本発明の目的は、炭化物の発生量の少ない高品質の光ディスクの製造方法を提供することにある。
【解決手段】本発明は、ペレットを射出成形することにより基板を成形し、その基板を用いる光ディスクの製造方法であって、
(i)該ペレットは、粘度平均分子量が13,000〜18,000の芳香族ポリカーボネート樹脂をストランドに溶融押出しし、温水にて冷却後、切断して得られたペレットであり、かつ
(ii)該ペレットは、該ペレット5kgを秤量し、幅500mm、長さ864mm、厚み0.08mmのポリエチレン袋を2枚重ねたものの中に詰め、圧縮空気を吹き込み膨らませ(内容量約38L)、次いでそのペレット入りのポリエチレン袋をブレンダーに入れ、25r.p.m.でブレンダーを回転して60分間振り混ぜた後の、粒径1.0mm以下の微粉末の発生量が250ppm以下である、
ことを特徴とする光ディスクの製造方法である。
(もっと読む)
多層熱収縮性ポリエステル系フィルム及びその製造方法及びラベル
【課題】ボトルのフルラベル用、特にペットボトルやガラス瓶のフルラベル用熱収縮性ポリエステル系フィルムであって、収縮不足が発生しにくく、特に収縮によるシワ、収縮斑、歪みの発生が極めて少ない上に、印刷後の経時においてもラベルの折れ込み等の不具合が発生しにくい熱収縮性ポリエステル系フィルムの提供。
【解決手段】少なくとも2層からなる多層熱収縮性ポリエステル系フィルムであって、前記ポリエステル系フィルムの熱収縮率が、主収縮方向において、処理温度70℃・処理時間5秒で5〜60%であり、85℃・5秒で75%以上であり、主収縮方向と直交する方向において、85℃・5秒で10%以下であり、収縮前のフィルムにおいてカールが5mm以内であり、収縮時に片面側へカールすることを特徴とする多層熱収縮性ポリエステル系フィルム。
(もっと読む)
炭素長繊維強化樹脂成形品及びその製造方法
【課題】炭素長繊維強化ポリオレフィン系樹脂の強度等の向上。
【解決手段】酸基含有ポリオレフィン系樹脂(A)を、酸基と反応し得る官能基を有するサイジング剤(s)で表面処理された炭素繊維に含浸した炭素長繊維強化樹脂ペレットから射出成形される成形品であって、射出成形時の射出成形機シリンダー温度を250〜300℃として成形する。
(もっと読む)
ウォーターリング(water−ring)ダイの下流で熱可塑性ポリマーを切断する方法
ウォーターリング(water−ring)押出ダイから押し出されるビニル芳香族(コ)ポリマーの、実質的に円柱形状のペレットの製造方法であって、押出成形は、ペレットの長さ/直径比の範囲が1.3〜2であり、直径(基準)範囲が2〜3.2mmであり、ポリマーの流量が各ダイの孔で4〜20kg/hの範囲であるように実施される前記製造方法。  (もっと読む)
(もっと読む)
熱可塑性樹脂発泡粒子の製造方法、熱可塑性樹脂粒子及び熱可塑性樹脂発泡粒子、並びに熱可塑性樹脂発泡粒子成形体
【課題】 本発明は、引張弾性率が1600MPa以上の比較的硬い熱可塑性樹脂であっても、割れや欠けを発生させることなく安定して微小な熱可塑性樹脂粒子を生産することができるストランドカット法を提供すること、及び該方法により製造された樹脂粒子であって、粒径が揃った微小な熱可塑性樹脂粒子を提供することを課題とする。
【解決手段】 本発明の熱可塑性樹脂粒子の製造方法は、押出機の出口に取り付けたダイから、溶融状態の熱可塑性樹脂を複数本のストランドとして気相中に押出し、該ストランドを水の中へ浸漬し、該水の中を通過させることにより冷却固化させてから、該ストランドを切断して樹脂粒子を得る製造方法であり、上記熱可塑性樹脂の引張弾性率Y(MPa)が1600以上であると共に、得られる樹脂粒子の直径X(mm)と該引張弾性率Yにより定まるZ(MPa・mm)=X・Yが特定の関係を満足することを特徴とする。
(もっと読む)
161 - 180 / 224
[ Back to top ]