
Fターム[4F201AR12]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 調整制御量(制御の対象) (1,948) | 寸法(←長さ、大きさ、厚み等) (224)
Fターム[4F201AR12]に分類される特許
61 - 80 / 224
連続ガラス繊維を有する織物心材
本発明に従った心材は、連続的なガラス繊維(2a)の破砕された銀から成る厚肉であり且つ十分に通気される内部層(2)を含み、この内部層(2)は、ホットメルト表面を備える繊維セグメントから成る2つの外部層(3,4)で覆われる。集合体は、ホットメルト表面を有する浸透繊維セグメント(3b、4b)によって固定され、前記セグメントは、その長さの一部に沿って内部層(2)内に浸透し、連続的なガラス繊維(2a)に接着する。
 (もっと読む)
(もっと読む)
環状のゴム生地の製造方法
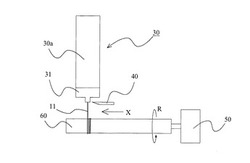
【課題】重量の制御が容易で、かつサイズ変更に対する対応が容易な環状のゴム生地の製造方法を提供する。
【解決手段】圧縮成形によって成形品を成形するための材料となる環状のゴム生地の製造方法において、押し出し機30によって、ゴム生地11を紐状に押し出す第1工程と、押し出される紐状のゴム生地11を多重に巻いていく第2工程と、紐状に押し出されるゴム生地11を切断して、押し出し機30から押し出される紐状のゴム生地11と、多重に巻かれたゴム生地とを切り離す第3工程と、を備えることを特徴とする。
(もっと読む)
成形体の製造方法

【課題】端面が凸状に湾曲した触媒等の成形体を高い生産性で製造する方法を提供する。
【解決手段】押出し機11のダイ12に設けた押出し口から成形体を連続的に押出しながら、押出した成形体の全周から軸心に向かってスリット33から断続的に気体と液体の混合物からなる流体パルスを噴出させて、成形体16を所定寸法ごとに切断する成形体16を製造する方法であって、前記流体パルスの吐出圧が0.1MPa以下であり、かつ流体パルスを噴出させるスリット33の幅が1.5mmより大きくして、凸状に湾曲した端面を有する成形体16を製造する。
(もっと読む)
送出可能な繊維材料
【課題】セルロース木材パルプ繊維は、多くの材料においてフィラーおよび/または強化材および/または改質材を提供する。
【解決手段】上面および下面ならびに六角形の外周12〜22を有するセルロース木材パルプ繊維の単一または複数の小片10を用いて、この繊維、繊維束またはこれらの混合物を熱可塑性樹脂材料、セメント材料、熱硬化性樹脂材料と混合して形成したブレンド体であり、ここで、該六角形は、完全に等辺のものから完全に非対称のものまで、どのようなものでもよい、ブレンド体。
(もっと読む)
木繊維−プラスチック複合材製品を製造する方法
リグノセルロース材料の繊維又は天然繊維と、プラスチック材料とを含む複合材製品を製造する方法は、熱硬化性樹脂及び熱可塑性ポリマー、モノマー、又はオリゴマーを含む液体又は粒状のバインダー調合物を利用する。プラスチック製造における供給原料として使用するために又はプラスチック製造における供給原料を作る際に使用するために作られる複合材製品は、プラスチック押出機において熱及び機械的剪断の下で細分化されて、前記繊維の大部分を放出し得るか、又は前記製品は、他の形態の中間製品として若しくは最終製品として有用であり得る。 (もっと読む)
延伸ブローボトルのプリフォーム
【課題】プリフォームの底部にすり鉢状の底部を採用して、プリフォーム底部を厚肉化にした場合のアンダーカットの課題を解決し、それによりボトル底面の薄肉形成を可能として延伸ブローボトルの軽量化を図る。
【解決手段】プリフォームの胴部に連なる底部をすり鉢状に形成する。底部は胴部よりも肉厚が薄肉で平坦な底面中央部と、ボトル底縁となる部分の高さ位置から胴下部を底面中央部の周囲まで屈曲して傾斜形成したボトル底面形成部と、そのボトル底面形成部の胴部と接する上部のボトル底縁形成部位と、ボトル底面形成部の下部と底面中央部との境の弯曲部とからなる。ボトル底面形成部の肉厚を、ボトル底縁形成部位を除く弯曲部までの内面の肉盛により、胴部の肉厚よりも厚肉に形成する。ボトル底縁形成部位の肉厚をボトル底面形成部の肉厚よりも薄肉に形成する。
(もっと読む)
ウェットマスターバッチの製造方法
【課題】ゴムラテックスと充填剤スラリーとを混合した液から、短時間で、かつ、大きな塊状物を含むことなく、粒状の凝固物を生成させることが可能なウェットマスターバッチの製造方法の提供を目的とする。
【解決手段】ゴムラテックスと、充填剤を水に分散させたスラリーとを混合し、この混合液からゴムと充填剤の混合物を凝固させる混合・凝固工程3を有するウェットマスターバッチの製造方法であって、混合物を凝固させる凝固槽8に、下記条件(a)を満たす破砕羽根9を設け、破砕羽根9を周速10m/s以上になるように回転させてゴムラテックス及びスラリーを混合しながら凝固物を生成させる。
(a)破砕羽根の回転により描かれる回転体の面積(cm2)≧混合液の総量(L)×10(cm2・L-1)
(もっと読む)
ゴム材料成型体、その集合物、及びそれらを用いたゴム製品
【課題】混練装置への負荷を軽減し、混練装置への過負荷に起因する故障を低減し得るゴム材料成型体を提供すること。
【解決手段】複数のロータを有する密閉型混練装置内で混練してゴム組成物を得るために用いられるゴム材料成型体であって、少なくともジエン系ゴム成分と充填材成分とからなり、且つその形状が下記式(1)、(2)及び(3)を満足することを特徴とするゴム材料成型体、その集合物、及びそれらを用いたゴム製品である。
0.05Dm ≦ Gb ≦ 2Dm ・・・(1)
0.15Wm ≦ Wb ≦ 0.95Wm ・・・(2)
1.5Rm ≦ Lb ≦ 32Rm ・・・(3)
[式(1)中、Gbはゴム材料成型体の厚さであり、Dmは混練装置のロータの回転軸を含む平面上におけるロータの回転軸に垂直なロータ間空隙距離の最大値である。式(2)中、Wbはゴム材料成型体の幅であり、Wmは混練装置のロータ回転軸に平行な混練室の幅である。式(3)中、Lbはゴム材料成型体の長さであり、Rmは混練装置の最大ロータ回転半径である。]
(もっと読む)
ダイ支持装置およびこれを備えた押出成形用ダイ
【課題】ダイ支持装置の下流に位置するダイ出口断面の流路幅方向における流量均一性を実現することができるダイ支持装置およびこれを備えた押出成形用ダイを提供する。
【解決手段】ダイ支持装置1は、押出機先端に装着可能であるとともに溶融樹脂を押し出し成形するための装置である。ダイ支持装置1は、流入口と流出口を含む流路4を有する。流入口には溶融樹脂が押出機から流入する。流入口から流入した溶融樹脂は流出口から流出する。流路4は、溶融樹脂の流れ方向に対して垂直な流路幅Wが流入口から流出口に向かって拡大するとともに、流れ方向に対して垂直な流路高さhが流入口から流出口に向かって縮小する。流路4の断面構造は、流路幅方向における中央部5での流路高さh3よりも流路幅方向における両端部6での流路高さh4の方が大きい。
(もっと読む)
撹拌造粒装置における撹拌翼の回転数の設定方法
【課題】撹拌造粒装置において、スケールアップ又はスケールダウンの割合を大きくした場合であっても、基礎となった装置と同じ造粒効果が得られる、撹拌翼の回転数の設定方法を提供する。
【解決手段】第1撹拌造粒装置と略相似形で、造粒槽の内径及び撹拌翼の半径が異なる第2撹拌造粒装置を用いて、撹拌翼の回転数を変化させ、造粒物が所望の粒径となる回転数を求める第1工程と、第1工程で得られた第2撹拌造粒装置における回転数と第2撹拌造粒装置の撹拌翼の半径とから、造粒物が所望の粒径となる遠心加速度を算出する第2工程と、第2工程で算出された遠心加速度と第1撹拌造粒装置の半径とから第1撹拌造粒装置の回転数を算出する第3工程とを有することを特徴とする。
(もっと読む)
プリフォームの圧縮成形金型、合成樹脂製ブロー成形容器の製造方法及びプリフォーム
【課題】ブロー成形時においてプリフォームの温度調整を軽減又は省略すること。
【解決手段】合成樹脂製ブロー成形容器を形成するための口部、胴部及び底部を有するプリフォームを圧縮成形するための空間を形成し、雌型と雄型とを備えたプリフォーム圧縮成形金型であって、プリフォームの口部上端部の肉厚を形成する空間幅、若しくは口部のカブラ下からネックリング上の肉厚を形成する空間幅に対し、プリフォームの胴部〜底部の少なくとも胴部の肉厚を形成する空間幅が1.18〜2.11倍とした。
(もっと読む)
ウェットマスターバッチの製造方法
【課題】適度に可塑化された状態で乾燥することができ、加硫後のゴム特性も良好に維持することが可能なウェットマスターバッチの製造方法の提供を目的とする。
【解決手段】ゴムラテックスと、充填剤を水に分散させたスラリーとを混合し、この混合液からゴムと充填剤の混合物を凝固させて脱水した後、得られた凝固物を押出機8に投入して押出すことにより、凝固物中に残存する水分を加熱蒸発させるウェットマスターバッチの製造方法において、押出機8がバレル9内に1本のスクリュー10が設置された一軸押出機であり、バレル8の開口面積に対する吐出口13の開口面積の比率を5%〜75%に設定してスクリュー10を回転させることにより、凝固物を押出機8の吐出口13に向けて加圧しながら押出すことによって凝固物を加熱することを特徴とする。
(もっと読む)
巻き替えポリイミドフィルムロール及びその製造方法
【課題】ポリイミドフィルムにスパッタリング等の処理を施す際に、空気や水分の影響を受けることなく、目的の金属層を確実かつ効率的に形成できる、巻き替えポリイミドフィルムロール及びその製造方法を提供する。
【解決手段】この巻き替えポリイミドフィルムロールの製造方法は、原反ポリイミドフィルムロール21からポリイミドフィルムFを引出して、幅方向に分割して裁断し、巻取って分割ポリイミドフィルムロール51を形成し、この分割ポリイミドフィルムロール51から再度ポリイミドフィルムFを引出して、真空環境下又は減圧環境下で巻き取るものである。
(もっと読む)
合成樹脂製容器、プリフォーム、合成樹脂製容器の製造方法、及びプリフォーム成形型
【課題】プリフォームを成形した際のパーティングラインの痕跡に起因する環境応力破壊が、当該プリフォームをブロー成形してなる容器の底部に生じてしまうのを有効に回避する。
【解決手段】外側面に周方向に沿ってパーティングラインPLが形成されたプリフォーム10をブロー成形によって所定の容器形状に成形するにあたり、当該パーティングラインPLの痕跡Vを、成形された容器底部23の接地部位24を越えた容器側面側に位置させる。
(もっと読む)
光素子の樹脂封止成形方法及びこれに用いられる小型透明樹脂タブレット
【課題】発光ダイオードチップ等の光素子を透明樹脂材料にて効率良く封止成形するための樹脂封止成形方法とこの方法に用いられる小型の透明樹脂タブレットを提供する。
【解決手段】透明樹脂材料にて外径Dが17mm以下となる小型の透明樹脂タブレット12を形成すると共に、その長さL方向に所要形状の空隙部120を形成する。空隙部120は、その長さL方向に、外径Dに対して0.25〜0.50倍となる内径φの貫通穴121として、複数個の貫通穴123・124として、貫通穴(122)の断面形状を傾斜面状に形成し、更に、一端部を閉塞した状態の有底孔部125として、両端部を閉塞した状態の中空部126として形成する。小型透明樹脂タブレット12を成形用型の樹脂供給部に供給すると、該小型の透明樹脂タブレットは該樹脂供給部からの受熱効率の向上及び加熱溶融化作用の均等化が図られているため、迅速に且つ効率良く加熱溶融化される。
(もっと読む)
コーヒーかすを含有する成形品の製造方法および成形品
【課題】本発明の課題は、予備混練やペレット化なしに、コーヒーかすを含有する樹脂成形品を低コストに能率良く製造する方法およびこれによって得られる成形品を提供するものである。
【解決手段】コーヒーかすを含有する樹脂成形品の製造方法であって、合成樹脂100重量部と、含水率が3%未満であり、30メッシュの篩を通過し、かつ50メッシュの篩を通過しないコーヒーかす50重量部以上200重量部未満とを、撹拌混合したのち、成形することを特徴とする、コーヒーかすを含有する樹脂成形品の製造方法ならびに、この方法によって製造されたコーヒーかすを含有する樹脂成形品である。
(もっと読む)
ポリマーシェル
本発明は、ポリマーシェル(好ましくはセルロースヘミセルロースから構成される)の調製方法に関し、該方法は、第1溶媒(好ましくは有機溶媒)中に該ポリマー成分を溶解させ、該第1溶液と、第2溶媒(該第2溶媒は極性を有すると共に、該第2溶媒中に該ポリマー成分は実質的に不溶である)を接触させ、該ポリマー成分を沈殿させることにより、ポリマーシェルを得る工程を含む。さらに、本発明は、透過性および応答特性を有するポリマーシェル、並びにこのようなポリマーシェルを含む種々の用途、例えば薬物送達、分離技術およびとりわけ充填材に関する。 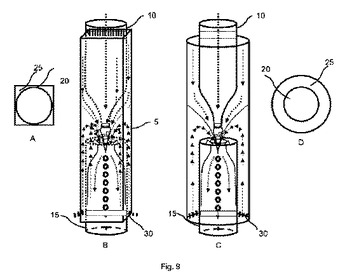 (もっと読む)
(もっと読む)
ダイプレートおよびその製造方法
【課題】簡単な設計および可能な限りコスト効率性をよくすることにより、最適の断熱特性とともに高い耐摩耗特性を有するダイプレート、およびその製造を可能とする方法を提供する。
【解決手段】ダイオリフィス開口部2を有し、熱可塑性材料のためのペレタイザの押出機のダイプレート1の製造方法であって、ダイプレートベース材料からなるブランクのダイプレートを準備する工程、前記ブランクのダイプレートの少なくとも1つの面の少なくとも1つの領域に、強化材料4により機能性層3を形成する工程であって、前記強化材料をレーザー分散によりダイプレートベース材料の機能性層の領域に付与する工程、前記ダイプレートに前記ダイオリフィス開口部を付与する工程、を含む。
(もっと読む)
ベーストレッド用ゴム組成物、その製造方法および空気入りタイヤ
【課題】操縦安定性を保持したまま、乗り心地の向上とノイズを低減することができるベーストレッド用ゴム組成物を提供することを目的とする。
【解決手段】JIS−A硬度が65〜80の加硫ゴムのマトリックス中に、JIS−A硬度が30〜60の粉末ゴムが配合されてなり、前記加硫ゴムのマトリックスのゴム成分100質量部に対して、前記粉末ゴムを1〜10質量部含有する、ベーストレッド用ゴム組成物に関する。
(もっと読む)
フィルムロールおよびその製造方法
【課題】巻きズレやブラックバンドの発生が抑制されたフィルムロールおよびその製造方法を提供すること。
【解決手段】幅手方向の両端にナーリング部を有するポリマーフィルム1が巻5芯の周囲に多層状に巻き取られてなるフィルムロールであって、該フィルムロールを幅手方向(TD)に対して垂直に二等分する断面において、ポリマーフィルム間に不活性ガスの層4を有し、該不活性ガス層の厚みdが平均で3.0〜5.0μmであるフィルムロール。幅手方向の両端にナーリング部を有するポリマーフィルムを巻芯の周囲に多層状に巻き取る工程において、巻き取られる直前のポリマーフィルムと巻芯の周囲に既に巻き取られた最外のポリマーフィルムとの間に不活性ガスを供給して該ポリマーフィルム間に不活性ガスを送り込むフィルムロールの製造方法。
(もっと読む)
61 - 80 / 224
[ Back to top ]